UNIDADES DE MOLDEO POR SOPLADO Y MAQUINA DE MOLDEO POR SOPLADO DE PASO VARIABLE.
Conjunto que comprende unas unidades de moldeo de materiales polímeros,
estando estas unidades dispuestas unas a continuación de las otras en una fila móvil, comprendiendo cada una de dichas unidades de moldeo un molde, comprendiendo este molde dos piezas móviles una con respecto a la otra alrededor de un eje de articulación (60), interviniendo el desplazamiento de estas dos piezas (30a, 30b) una con respecto a la otra cuando tiene lugar la apertura y el cierre del molde, caracterizado porque el conjunto comprende unos rodillos (40) que cooperan con una leva (50), estando cada uno de dichos rodillos (40) unido por unas bielas (90) a los dos ejes de articulación (60) de unidades de moldeo contiguas, siendo la trayectoria descrita por los rodillos (40) contra la leva (50) y la trayectoria descrita por los ejes de articulación (60) llevadas a aproximarse una a la otra sobre una carrera predeterminada de las unidades de moldeo, de manera que la distancia entre los ejes de articulación (60) de la unidades de moldeo contiguas aumenta en esta carrera
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2006/001588.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE,76930 OCTEVILLE SUR MER.
Inventor/es: GALLONI,BRUNO,C/O SIDEL PARTICIPATIONS.
Fecha de Publicación: .
Fecha Concesión Europea: 17 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B29C49/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de apertura, cierre o apriete.
Clasificación PCT:
Fragmento de la descripción:
Unidades de moldeo por soplado y máquina de moldeo por soplado de paso variable.
La presente invención se refiere al campo técnico de las máquinas de moldeo, de soplado o de estirado por soplado.
En una máquina de soplado, el semielaborado de recipiente es una preforma previamente inyectada.
Es conocido fabricar unos recipientes, en particular unas botellas, en materiales termoplásticos tales como el polietilentereftalato (PET) mediante estirado por soplado de preformas dispuestas en el interior de un molde cuya cavidad de moldeo tiene la forma del recipiente a obtener.
Para ello, unas preformas que tienen la forma de un tubo cilíndrico cerrado por un extremo y cuyo otro extremo, abierto, constituye el gollete de la botella a obtener, son llevadas, en un puesto de acondicionamiento térmico, a una temperatura tal que puedan ser deformadas.
A continuación, las preformas calientes son transferidas a un molde constituido por dos semimoldes ensamblados donde son estiradas y sopladas, siendo el soplado realizado por medio de un fluido gaseoso a presión, en general aire.
Las presiones utilizadas cuando tiene lugar el soplado alcanzan frecuentemente 40 bars. Resulta de ello que cuando tiene lugar la fabricación de una botella de un contenido de 1,5 litros que tiene una superficie proyectada de 250 cm2 aproximadamente, una fuerza del orden de 9.800 decanewtons tiende a separar los dos semimoldes unidos que constituyen el molde de soplado.
El documento FR 2 793 722, que representa el preámbulo de la reivindicación 1, del solicitante da a conocer un ejemplo de máquina de soplado de tipo de carrusel que comprende un mecanismo de cierre y de enclavamiento combinados de una unidad de moldeo denominada "en portafolio".
La figura 1 adjunta ilustra esquemáticamente esta técnica anterior.
Dos soportes de molde 1 están articulados a un chasis 2, solidario de un rotor arrastrado en rotación alrededor de un eje 3.
El rotor comprende varias unidades de moldeo idénticas repartidas angularmente alrededor del eje 3 de rotación.
En posición abierta, el molde está abierto radialmente hacia el exterior y el semielaborado de recipiente puede ser introducido entre los dos semimoldes o bien según el eje 4 del molde, o bien según una dirección orientada de forma sustancialmente radial desde el exterior hacia el interior.
La apertura de la unidad de moldeo se obtiene tirando de los soportes 1 radialmente hacia el interior del carrusel.
Para ello, la unidad de moldeo comprende una deslizadera 5 que desliza sobre el chasis 2 según una dirección radial entre una posición retrasada de apertura y una posición avanzada de cierre.
Cada unidad de moldeo está provista de dos bieletas 6. Cada bieleta 6 une en articulación un soporte 1 a la deslizadera 5.
En posición cerrada del los moldes, la orientación de las bieletas 6 es sustancialmente perpendicular al plano de junta de los dos semimoldes.
En posición cerrada de los moldes, la orientación de las bieletas 6 es sustancialmente perpendicular a la dirección radial de deslizamiento de la deslizadera 5.
La deslizadera 5 es desplazada entre sus posiciones avanzada y retrocedida por un dispositivo que combina por una parte un accionador 7 tal como un gato de doble efecto y por otra parte un dispositivo de leva 8 y con seguidor de leva 9.
El accionador 7 está orientado radialmente con respecto al rotor de la máquina. El pistón 10 del accionador 7 se encuentra siempre a la misma distancia del eje de rotación del rotor mientras que el cuerpo 11 del accionador 7 es susceptible de seguir los movimientos radiales de la deslizadera 5.
La deslizadera 5 soporta el rodillo 9 montado en rotación alrededor de un eje vertical y que coopera con la leva 8 fija dispuesta sobre una parte de la periferia del rotor.
La leva 8 está dispuesta radialmente en el exterior con respecto al rodillo 9. La misma presenta así un tramo central 12 circular cuyo eje está confundido con el del eje 3 del rotor y que presenta un radio R1.
A cada lado del rotor, está prevista un tramo de acoplamiento 13 y un tramo de desacoplamiento 14.
El tramo de acoplamiento 13 está situado antes del tramo central 12 sobre la trayectoria del rotor, por tanto la del rodillo 9.
El tramo de acoplamiento 13 permite llevar radialmente el rodillo 9 hacia el interior desde un radio R2, que es superior al radio R1 y que corresponde a la posición avanzada de cierre de la deslizadera 5, hasta el radio R1 que corresponde a la posición de apertura de la deslizadera 5.
En los párrafos siguientes de la descripción del estado de la técnica, el accionador 7 citado será un gato de doble efecto.
La leva 8 se extiende en total solamente sobre un sector de aproximadamente 90º alrededor del eje 3 de rotación del rotor.
Cuando la unidad de moldeo considerada no está frente a la leva 8, el gato 7 es alimentado con fluido de tal manera que la deslizadera 5 sea empujada hacia el exterior del carrusel, provocando el apriete de los dos semimoldes uno contra el otro.
Justo antes de que la unidad de soplado llegue frente a la leva 8, se alimentan las dos cámaras del gato 7 bajo la misma presión de fluido.
Así, cuando el rodillo 9 llega en contacto con el tramo de acoplamiento 13 de la leva 8, el esfuerzo ejercido por el gato 7 es suficientemente bajo para permitir que la leva 8 empuje hacia el interior del carrusel la deslizadera 5 sin que ello provoque una sacudida notable.
La compresión del aire contenido en la cámara externa del gato 7 debe ser tal que el gato continúe ejerciendo un cierto esfuerzo sobre la deslizadera 5, para aplicar el rodillo 9 sobre la leva 8 sin que rebote.
Cuando el rodillo 9 alcanza el tramo central 12 de la leva 8, la deslizadera 5 ha alcanzado su posición más retrasada y la unidad de moldeo está completamente abierta.
Cuando el rodillo 9 aborda el tramo de desacoplamiento 14 de la leva 8, el esfuerzo ejercido por el gato 7 debe ser mantenido suficiente para que la deslizadera 5 sea llevada de nuevo radialmente hacia el exterior y que el movimiento de cierre de la unidad de moldeo que de ello resulta se realice sin esfuerzo excesivo, de manera fluida.
Cuando el rodillo 9 ha sobrepasado el final del tramo de desacoplamiento 14, la unidad de moldeo se encuentra entonces en posición de cierre y entonces es posible alimentar sólo la cámara externa del gato 7 para evitar cualquier retroceso de este gato 7.
La máquina descrita en el documento FR 2 793 722 es completamente satisfactoria pero adolece sin embargo de algunos inconvenientes.
En primer lugar, los movimientos de la deslizadera 5 que condicionan la fuerza de apriete de los moldes, así como su apertura/cierre depende en particular de la presión de trabajo en el gato 7. Es delicado controlar las presiones en cada gato 7 en el curso de la rotación de las unidades de moldeo.
En segundo lugar, la configuración de la máquina presentada en el documento FR 2 793 722, no es compacta.
El documento FR 2 825 659 describe un carrusel de máquina de moldeo por inyección o por soplado tal como el representado en la figura 2.
Cada semimolde 1', 1'' está articulado por medio de una biela de unión 3a, 3b sobre una pieza 4a, 4b que está montada pivotante alrededor de un eje 5a, 5b.
Las piezas pivotantes 4a, 4b son movidas en rotación cada una por una biela de accionamiento 6a, 6b articulada por sus extremos respectivamente a dicha pieza 4a, 4b y a un carro de traslación.
Una traslación del carro provoca por medio de las bielas 6a, 6b, el pivotamiento de las piezas 4a, 4b y así el cierre o la apertura de los moldes por la acción de las bielas de unión 3a, 3b sobre los semimoldes 1', 1'', siendo los ejes de pivotamiento 20, 5a y 5b fijos con respecto al movimiento del carro 7.
Para accionar el carro, un vástago 21 de empuje y de tracción articulado, por una parte a dicho carro, y por otra parte, a una biela 22 que está montada de manera pivotante alrededor de un eje 23 y que está provista de un rodillo de eje 23. El rodillo está destinado a cooperar con una leva 24, para asegurar la apertura y el cierre de los moldes.
La estructura descrita en el documento FR 2 825 659 no es compacta.
El solicitante se ha preocupado por resolver los...
Reivindicaciones:
1. Conjunto que comprende unas unidades de moldeo de materiales polímeros, estando estas unidades dispuestas unas a continuación de las otras en una fila móvil, comprendiendo cada una de dichas unidades de moldeo un molde, comprendiendo este molde dos piezas móviles una con respecto a la otra alrededor de un eje de articulación (60), interviniendo el desplazamiento de estas dos piezas (30a, 30b) una con respecto a la otra cuando tiene lugar la apertura y el cierre del molde, caracterizado porque el conjunto comprende unos rodillos (40) que cooperan con una leva (50), estando cada uno de dichos rodillos (40) unido por unas bielas (90) a los dos ejes de articulación (60) de unidades de moldeo contiguas, siendo la trayectoria descrita por los rodillos (40) contra la leva (50) y la trayectoria descrita por los ejes de articulación (60) llevadas a aproximarse una a la otra sobre una carrera predeterminada de las unidades de moldeo, de manera que la distancia entre los ejes de articulación (60) de la unidades de moldeo contiguas aumenta en esta carrera.
2. Conjunto según la reivindicación 1, caracterizado porque los rodillos (40) siguen una trayectoria que presenta un radio de curvatura sustancialmente fijo.
3. Conjunto según la reivindicación 1, caracterizado porque los ejes de articulación (60) siguen una trayectoria que presenta un radio de curvatura sustancialmente fijo.
4. Conjunto según cualquiera de las reivindicaciones 1 a 3, caracterizado porque las unidades de moldeo forman parte de un carrusel.
5. Conjunto según cualquiera de las reivindicaciones 1 a 4, caracterizado porque las dos piezas móviles de las unidades de moldeo son unos portamoldes.
6. Conjunto según cualquiera de las reivindicaciones 1 a 5, caracterizado porque las dos piezas móviles de las unidades de moldeo comprenden cada una un semimolde, estando los dos semimoldes articulados uno al otro alrededor de dicho eje de articulación (60).
7. Conjunto según la reivindicación 5 ó 6, caracterizado porque cada portamolde o cada semimolde de una unidad de moldeo está unido por una biela o una articulación a un portamolde o un semimolde de una unidad de moldeo contigua.
8. Máquina de moldeo, de soplado, o de estirado por soplado de recipientes de termoplásticos, en particular PET, comprendiendo esta máquina por lo menos un conjunto tal como el presentado en cualquiera de las reivindicaciones 1 a 7.
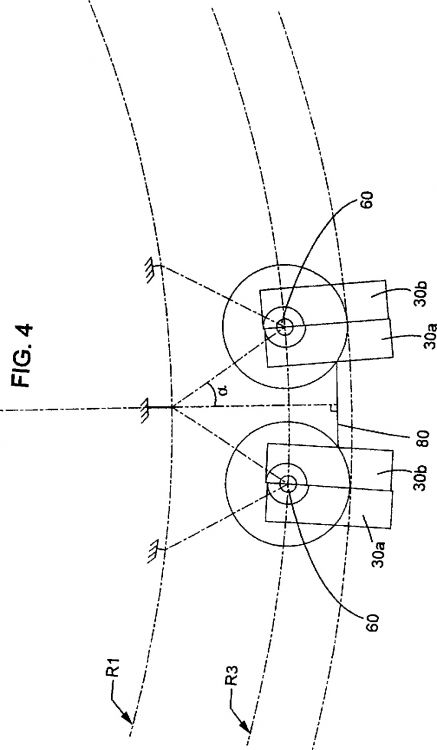
9. Máquina según la reivindicación 8, caracterizada porque las unidades de moldeo son unas unidades de soplado montadas móviles en rotación alrededor de un eje (70) de carrusel sustancialmente vertical, comprendiendo cada una de dichas unidades de soplado dos soportes de moldes (30a, 30b) sustancialmente idénticos, estando estos soportes montados articulados uno al otro alrededor de un eje de articulación (60) sustancialmente vertical, cooperando los rodillos (40) con una pista (50), estando cada uno de dichos rodillos (40) unido por unas bielas (90) a los dos ejes de articulación (60) de unidades de moldeo contiguas, siendo la trayectoria descrita por los rodillos (40) contra la pista (50) y la trayectoria descrita por los ejes de articulación (60) llevadas a aproximarse una a la otra sobre una carrera predeterminada de las unidades de moldeo, de manera que la distancia entre los ejes de articulación (60) de las unidades de moldeo contiguas aumenta en esta carrera.
10. Máquina según la reivindicación 9, caracterizada porque los rodillos (40) siguen una trayectoria sustancialmente circular de radio R1 con respecto al eje (70) del carrusel.
11. Máquina según la reivindicación 9, caracterizada porque los ejes de articulación (60) siguen una trayectoria sustancialmente circular de radio R3 con respecto al eje (70) del carrusel.
12. Máquina según la reivindicación 11, caracterizada porque los rodillos (40) o los ejes de articulación (60) siguen, para un valor de carrera angular predeterminado del carrusel, una trayectoria de radio de curvatura R2 comprendido entre R1 y R3.
13. Máquina según la reivindicación 12, caracterizada porque los radios de curvatura R1 y R2 están definidos por un camino de levas (50) provisto de un plano de simetría sustancialmente vertical.
Patentes similares o relacionadas:
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
Dispositivo de moldeo para recipientes de material termoplástico, del 12 de Febrero de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Una máquina de soplado rotativa para recipientes de material termoplástico, adaptada para rotar en torno a un eje de rotación (Z), que comprende una […]
Dispositivo para moldeo por soplado de recipientes, del 1 de Enero de 2020, de Sacmi Imola S.C: Un dispositivo de moldeo por soplado de recipientes, que está provisto de un bastidor de soporte para al menos una estación para moldear preformas por […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Dispositivo de soplado de recipientes, del 9 de Octubre de 2019, de SERAC GROUP: Dispositivo de soplado de recipientes, que consta de un armazón y una plataforma montada para pivotar sobre el armazón alrededor de un eje […]
Máquina para el moldeo por soplado o por soplado y estiramiento de botellas de material polimérico, del 24 de Abril de 2019, de SMI S.P.A.: Una máquina para el moldeo por soplado o por soplado y estiramiento de botellas o contenedores de material polimérico, que tiene una pluralidad de unidades […]
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma, del 11 de Abril de 2018, de NISSEI ASB MACHINE CO., LTD.: Una unidad de moldeo por soplado que comprende: un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de […]
Molde de soplado para el soplado de recipientes de material termoplástico, del 4 de Abril de 2018, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos semimoldes con un dispositivo de apertura y cierre cíclicos que […]