UNIDAD Y METODO PARA MOLDEAR DISPOSITIVOS DE APERTURA PARA SU APLICACION A ENVASES DE PRODUCTOS ALIMENTICIOS VERTIBLES.
Unidad de moldeo (1) para producir dispositivos de apertura (2) para su aplicación a envases de productos alimenticios fluidos;
alimentándose dicha unidad (1) en uso con una banda (3) de material de envasado que tiene una pluralidad de agujeros; comprendiendo dichos dispositivos de apertura (2) un pico (4) cerrado por una membrana (9) separable del pico (4), una porción de cuello (8) que sobresale de dicho pico (4) y a la cual está fijada de forma soltable una tapa, y un anillo de tracción (11) que se extiende desde dicha membrana (9) dentro de dicha porción de cuello (8) y con el cual la membrana (9) se separa de dicho pico (4);
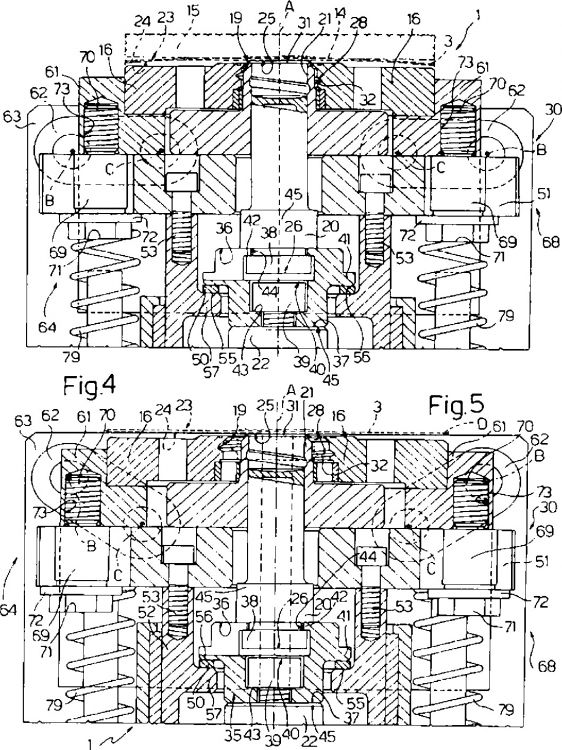
comprendiendo dicha unidad (1) primeros y segundos medios de molde (15, 16) que pueden ajustarse, en uso, a respectivas primeras configuraciones en las que éstos cooperan, en uno de dichos agujeros, con dicha banda (3) para definir una cavidad cerrada (19); siendo móviles dichos medios de molde primero y segundo (15, 16), en uso, desde las respectivas primeras configuraciones hasta las respectivas segundas configuraciones, en las que se separan de dicha banda (3);
comprendiendo dicha unidad (1) unas matrices primera (20) y segunda (21) que pueden ajustarse a una configuración en la que están situados dentro de la cavidad (19) para definir un primer volumen (28) que se extiende entre dicha primera matriz (20) y dichos medios de molde primeros y segundos (15, 16) y que tiene la misma forma que dicha porción de cuello (8) y dicha membrana (9), y un segundo volumen (29) de la misma forma que dicho anillo de tracción (11) y que se extiende entre dichas matrices primera y segunda (20, 21); siendo móviles dichas matrices primera y segunda (20, 21) con respecto a dicha banda (3) para desacoplar dicho dispositivo de apertura (2) de dichos volúmenes primero y segundo (28, 29) y para permitir la retirada del dispositivo de apertura alimentando dicha banda (3) hacia delante;
estando caracterizada dicha unidad (1) por comprender un único actuador (22) móvil a lo largo de un movimiento de aproximación/retirada para mover dichas matrices primera y segunda (20, 21) dentro de dicha cavidad (19) hacia/desde dicha banda (3); comprendiendo dicho movimiento de aproximación/retirada unas porciones primera y segunda;
pudiendo ser movido al menos uno de dichos medios de molde primeros y segundos (15, 16) por medio de dicho actuador (22) hacia/desde dicha banda (3);
comprendiendo además dicha unidad (1) un único cuerpo (35) conectado a dicha primera matriz (20) y a dicho actuador (22) para mover dicha primera matriz (20) hacia/desde la banda a lo largo de dichas porciones primera y segunda de dicho movimiento de aproximación/retirada;
comprendiendo dicho cuerpo (35) una primera porción (41) que coopera, en uso, a lo largo de la segunda porción de dicho movimiento de retirada, con un primer miembro (50) enterizo con dicha segunda matriz (21) para mover dicha segunda matriz (21) desde dicha banda (3); comprendiendo además dicho cuerpo (35) una segunda porción (36) que coopera, en uso, a lo largo de la segunda porción de dicho movimiento de aproximación, con un segundo miembro (51) enterizo con dicha segunda matriz (21) para mover dicha segunda matriz (21) hacia dicha banda (3); estando dispuestos dicho primer miembro (50) y segundo miembro (51) de modo que se desprendan respectivamente de dicha primera porción (41) y dicha segunda porción (36) de dicho cuerpo (35) a lo largo de dicha primera porción de dicho movimiento de retirada/aproximación, con lo que la segunda matriz (21) permanece estacionaria con respecto a dicha banda (3) a lo largo de dicha primera porción de dicho movimiento de retirada/aproximación
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06100974.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE S.A..
Nacionalidad solicitante: Suiza.
Dirección: AV. GENERAL-GUISAN 70,1009 PULLY.
Inventor/es: MARTINI, PIETRO, NAISMITH,GRAEME.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Enero de 2006.
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C45/14F2
Clasificación PCT:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B65D5/74 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › Golletes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Unidad y método para moldear dispositivos de apertura para su aplicación a envases de productos alimenticios vertibles.
La presente invención se refiere a una unidad y a un método para moldear dispositivos de apertura para su aplicación a envases de productos alimenticios fluidos.
Como se sabe, muchos productos alimenticios fluidos, tal como zumo de fruta, leche UHT (tratada a temperatura ultraalta), vino, salsa de tomate, etc., se venden en envases hechos de material de envasado esterilizado.
Un ejemplo típico de este tipo de envase es el envase en forma de paralelepípedo para productos alimenticios líquidos o fluidos conocido como Tetra Brik Aseptic®, que se hace doblando y sellando un material de envasado de banda laminada.
El material de envasado tiene una estructura multicapa que comprende sustancialmente una capa de base para su rigidez y resistencia, que puede comprender una capa de material fibroso, por ejemplo papel, o material de polipropileno relleno de mineral; y una serie de capas de material plástico térmicamente sellable, por ejemplo película de polietileno, que cubre ambos lados de la capa de base.
En el caso de envases asépticos para productos de conservación larga, tal como leche UHT, el material de envasado comprende también una capa de material de barrera al gas y la luz, por ejemplo papel de aluminio o película de etileno-alcohol vinílico, que está superpuesta sobre una capa de material plástico térmicamente sellable y está cubierta a su vez con otra capa de material plástico térmicamente sellable que forma la cara interior del envase que contacta finalmente con el producto alimenticio.
Los envases de esta clase se producen normalmente en máquinas de envasado completamente automáticas en las que se forma un tubo continuo a partir del material de envasado alimentado en banda; la banda de material de envasado se esteriliza en la máquina de envasado, por ejemplo aplicando un agente de esterilización químico, tal como una solución de peróxido de hidrógeno, que se retira seguidamente de las superficies del material de envasado, por ejemplo evaporándola por calentamiento; y la banda de material de envasado así esterilizada se mantiene en un entorno cerrado y estéril y se pliega y se sella longitudinalmente para formar un tubo vertical.
El tubo se llena con el producto alimenticio procesado esterilizado o estéril y se sella y se corta posteriormente a lo largo de secciones transversales igualmente espaciadas para formar paquetes en forma de almohada que se doblan mecánicamente para formar respectivos envases acabados, por ejemplo conformados sustancialmente como paralelepípedos.
Alternativamente, el material de envasado puede cortarse en piezas en bruto que se transforman en envases sobre husillos conformadores y los envases se llenan del producto alimenticio y se sellan. Un ejemplo de este tipo de envase es el denominado envase con "parte superior en forma de tejado a dos aguas", conocido por el nombre comercial Tetra Rex®.
Para abrir los envases del tipo descrito anteriormente, se han propuesto diversas soluciones, incluyendo dispositivos de apertura recerrables, que comprenden sustancialmente un pico, por ejemplo tubular, que define una abertura pasante y está fijado a una superficie del envase alrededor de un agujero o una porción retirable o perforable en la superficie; y una tapa retirable, por ejemplo atornillada o articulada, fijada a una porción de cuello que sobresale del pico en el lado opuesto a la superficie del envase para cerrar el pico hacia fuera.
Cuando el dispositivo de apertura se fija alrededor de un agujero en el envase, la abertura del pico se cierra por una membrana hecha de material plástico, conectada de forma enteriza al pico y separable de éste a lo largo de un línea de rotura preferencial normalmente circular. La membrana se fija normalmente al borde superior (es decir, exterior) del pico y se acopla de forma enteriza, en el lado que mira a la tapa, con un anillo sobresaliente denominado de tracción que es arrancado por su extremo libre para separar la membrana del pico a lo largo de la línea de rotura preferencial y liberar así la abertura para verter el producto. Más específicamente, el anillo de tracción se extiende dentro y a una distancia predeterminada de la porción de cuello.
Se sabe que los dispositivos de apertura como los descritos, por ejemplo, en la patente EP-B-099992 se producen utilizando una unidad de moldeo que interactúa con una banda de material de envasado para moldear una serie de dispositivos de apertura en agujeros respectivos de la banda o que se forman en la banda aguas arriba de la unidad de moldeo.
Más específicamente, la banda se alimenta a través de la unidad de moldeo, que comprende un primer molde en un primer lado de la banda y dos segundos moldes en un segundo lado opuesto de la banda.
Cuando se alimenta la banda a su través, el primer molde y los segundos moldes pueden ser movidos hacia una primera configuración separada de los lados primero y segundo, respectivamente, y que, por tanto, no interfiere con éstos; y, cuando el primer molde y los segundos moldes se alinean con cada agujero de la banda, son movidos hacia una segunda configuración que coopera con los lados primero y segundo de la banda, respectivamente.
Más específicamente, en la segunda configuración, un saliente del primer molde se aloja dentro del agujero y define con un rebajo de los dos segundos moldes una cavidad de moldeo cerrada en la que se inyecta el material de moldeo para moldear el dispositivo de apertura.
Más específicamente, la cavidad cerrada comprende una porción de base que se extiende en paralelo a la dirección de recorrido de la banda; y una porción anular lateral definida entre paredes enfrentadas del rebajo y del saliente que se extienden perpendicularmente a la dirección de recorrido.
Por tanto, la membrana puede moldearse dentro de la cavidad, y el anillo de tracción y/o la porción de cuello del dispositivo de apertura al que está fijada la tapa pueden moldearse en la porción anular.
Las unidades de moldeo del tipo anterior no pueden utilizarse para moldear dispositivos de apertura en los que el anillo de tracción sobresale de la membrana dentro de la porción de cuello y a una distancia predeterminada con respecto a ésta.
El documento JP-A-62211117 describe una unidad de moldeo según el preámbulo de la reivindicación 1.
El documento US-A-5.820.217 describe un aparato de moldeo por inyección escalonado y secuencialmente separado para formar un cierre de recipiente moldeado. El aparato de moldeo por inyección incluye una porción de base de molde, una pluralidad de elementos de molde telescópicos separables concéntricos y una abertura del mismo definida por la porción de base y los elementos de molde para inyectar un material de moldeo en el aparato. Los elementos están configurados de tal manera que puedan separarse o retirarse del molde, desde el elemento más interior hacia fuera, para proporcionar suficiente espacio libre para que la parte recién moldeada se flexione hacia dentro cuando se retiran los elementos de molde. Cada uno de los elementos de molde incluye una superficie de molde que, en conjunción con la porción de base, define en parte una cavidad de moldeo. Los elementos de molde interior y exterior y el elemento de molde intermedio incluyen porciones de pestaña opuestas a sus respectivas caras de moldeo. Los elementos incluyen rebajos en ellos y el elemento intermedio incluye aberturas que lo atraviesan adaptadas para recibir un miembro móvil de leva de bloqueo posicionado en la abertura. El miembro de leva está adaptado para mantener sujetar el elemento de molde intermedio contra movimiento con relación al elemento de molde exterior cuando el elemento de molde interior se mueve hacia fuera de la porción de base y para liberar el elemento intermedio con el elemento interior con relación a la porción de base con el fin de facilitar una apertura secuencial y escalonada del molde para la retirada de la pieza moldeada.
Es un objeto de la presente invención proporcionar una unidad de moldeo diseñada para eliminar el inconveniente antes mencionado de una manera sencilla barata y utilizando sólo un pequeño número de piezas componentes.
Según la presente invención, se proporciona una unidad de moldeo para producir dispositivos de apertura para su aplicación a envases de productos alimenticios fluidos según la reivindicación 1.
La presente invención se refiere también a un método...
Reivindicaciones:
1. Unidad de moldeo (1) para producir dispositivos de apertura (2) para su aplicación a envases de productos alimenticios fluidos; alimentándose dicha unidad (1) en uso con una banda (3) de material de envasado que tiene una pluralidad de agujeros; comprendiendo dichos dispositivos de apertura (2) un pico (4) cerrado por una membrana (9) separable del pico (4), una porción de cuello (8) que sobresale de dicho pico (4) y a la cual está fijada de forma soltable una tapa, y un anillo de tracción (11) que se extiende desde dicha membrana (9) dentro de dicha porción de cuello (8) y con el cual la membrana (9) se separa de dicho pico (4);
comprendiendo dicha unidad (1) primeros y segundos medios de molde (15, 16) que pueden ajustarse, en uso, a respectivas primeras configuraciones en las que éstos cooperan, en uno de dichos agujeros, con dicha banda (3) para definir una cavidad cerrada (19); siendo móviles dichos medios de molde primero y segundo (15, 16), en uso, desde las respectivas primeras configuraciones hasta las respectivas segundas configuraciones, en las que se separan de dicha banda (3);
comprendiendo dicha unidad (1) unas matrices primera (20) y segunda (21) que pueden ajustarse a una configuración en la que están situados dentro de la cavidad (19) para definir un primer volumen (28) que se extiende entre dicha primera matriz (20) y dichos medios de molde primeros y segundos (15, 16) y que tiene la misma forma que dicha porción de cuello (8) y dicha membrana (9), y un segundo volumen (29) de la misma forma que dicho anillo de tracción (11) y que se extiende entre dichas matrices primera y segunda (20, 21); siendo móviles dichas matrices primera y segunda (20, 21) con respecto a dicha banda (3) para desacoplar dicho dispositivo de apertura (2) de dichos volúmenes primero y segundo (28, 29) y para permitir la retirada del dispositivo de apertura alimentando dicha banda (3) hacia delante;
estando caracterizada dicha unidad (1) por comprender un único actuador (22) móvil a lo largo de un movimiento de aproximación/retirada para mover dichas matrices primera y segunda (20, 21) dentro de dicha cavidad (19) hacia/desde dicha banda (3); comprendiendo dicho movimiento de aproximación/retirada unas porciones primera y segunda;
pudiendo ser movido al menos uno de dichos medios de molde primeros y segundos (15, 16) por medio de dicho actuador (22) hacia/desde dicha banda (3);
comprendiendo además dicha unidad (1) un único cuerpo (35) conectado a dicha primera matriz (20) y a dicho actuador (22) para mover dicha primera matriz (20) hacia/desde la banda a lo largo de dichas porciones primera y segunda de dicho movimiento de aproximación/retirada;
comprendiendo dicho cuerpo (35) una primera porción (41) que coopera, en uso, a lo largo de la segunda porción de dicho movimiento de retirada, con un primer miembro (50) enterizo con dicha segunda matriz (21) para mover dicha segunda matriz (21) desde dicha banda (3); comprendiendo además dicho cuerpo (35) una segunda porción (36) que coopera, en uso, a lo largo de la segunda porción de dicho movimiento de aproximación, con un segundo miembro (51) enterizo con dicha segunda matriz (21) para mover dicha segunda matriz (21) hacia dicha banda (3); estando dispuestos dicho primer miembro (50) y segundo miembro (51) de modo que se desprendan respectivamente de dicha primera porción (41) y dicha segunda porción (36) de dicho cuerpo (35) a lo largo de dicha primera porción de dicho movimiento de retirada/aproximación, con lo que la segunda matriz (21) permanece estacionaria con respecto a dicha banda (3) a lo largo de dicha primera porción de dicho movimiento de retirada/aproximación.
2. Unidad según la reivindicación 1, caracterizada porque dichos segundos medios de mole (16) están conectados operativamente a dicho primer miembro y dicho segundo miembro (50, 51) y pueden girar, con respecto a una porción fija (63) de dicha unidad (1), desde/hacia dicha banda (3).
3. Unidad según la reivindicación 2, caracterizada por comprender medios de conexión (64) para conectar operativamente dicho segundo miembro (51) y dichos segundos medios de molde (16); comprendiendo dichos medios de conexión (64) al menos un miembro (66; 70, 72) fijado a dicho segundo miembro (51) y un asiento (67; 73) enganchado por dicho miembro (66; 70, 72) y enterizo con dichos segundos medios de molde (16).
4. Unidad según la reivindicación 3, caracterizada por comprender al menos una ranura (80) en la que dicho miembro (66) puede deslizarse.
5. Unidad según una cualquiera de las reivindicaciones anteriores, caracterizada por comprender medios elásticos (79) que actúan sobre dicho segundo miembro (51) y para mantener dicha segunda matriz (21) en una posición dada con respecto a dicha primera matriz (20) a lo largo de dicha primera porción de dicho movimiento de aproximación/retirada.
6. Método de producir una pluralidad de dispositivos de apertura (2) para su aplicación a envases de productos fluidos; comprendiendo dichos dispositivos de apertura (2) un pico (4) cerrado por una membrana (9) desprendible del pico (4), una porción de cuello que sobresale de dicho pico (4) y a la que está fijada de forma soltable una tapa, y un anillo de tracción (11) que se extiende desde dicha membrana (9) dentro de dicha porción de cuello (8) y con el cual la membrana (9) se separa de dicho pico (4); comprendiendo dicho método los pasos de:
comprendiendo dicho método los pasos adicionales de:
- insertar unas matrices primera y segunda (20, 21) dentro de dicha cavidad (19) para definir un primer volumen (28) que se extiende entre dicha primera matriz (20) y dichos medios de molde primeros y segundos (15, 16) y que tiene la misma forma que dicha porción de cuello (8) y dicha membrana (9); y un segundo volumen (29) que se extiende entre dichas matrices primera y segunda (20, 21) y que tiene la misma forma que dicho anillo de tracción (11);
estando caracterizado dicho método por comprender los pasos de:
- retirar dichas matrices primera y segunda (20, 21) y al menos uno de dichos medios de molde primeros y segundos (15, 16) de dicha banda (3) con ayuda de un único actuador (22) para desacoplar dicho dispositivo de apertura (2) y permitir la retirada del dispositivo de apertura moldeado de dicha cavidad (19) alimentando la banda (3) hacia delante; y
- mover dichas matrices primera y segunda (20, 21) y al menos uno (16) de dichos medios de molde primeros y segundos (15, 16) hacia dicha banda (3) con ayuda de dicho actuador (22) y después de la retirada del dispositivo de apertura (2);
estando conectado dicho actuador (22) a un único cuerpo (35) que, a su vez, está conectado a dicha primera matriz (20);
realizándose cada uno de dichos pasos de mover hacia la banda y retirar de la misma por un único movimiento de aproximación/retirada de dicho actuador (22); comprendiendo dicho movimiento una primera porción a lo largo de la cual dicha primera matriz (20) se mueve hacia dicha banda (3) o se retira de la misma, mientras dicha segunda matriz (21) permanece estacionaria con respecto a dicha banda (3), y una segunda porción a lo largo de la cual dicha matrices primera y segunda (20, 21) se mueven ambas hacia dicha banda (3) o se retiran de la misma;
cooperando una primera porción (41) de dicho cuerpo (35), a lo largo de la segunda porción de dicho movimiento de retirada, con un primer miembro (50) enterizo con dicha segunda matriz (21) para retirar dicha segunda matriz (21) de dicha banda (3); cooperando una segunda porción (36) de dicho cuerpo (35), a lo largo de la segunda porción de dicho movimiento de aproximación, con un segundo miembro (51) enterizo con dicha segunda matriz (21) para mover dicha segunda matriz (21) hacia dicha banda (3);
permaneciendo dichos miembros primero y segundo (50, 51) desprendidos respectivamente de dichas porciones primera y segunda (41, 36) de dicho cuerpo (35) a lo largo de dicha primera porción de dicho movimiento de retirada/aproximación.
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA LA FABRICACION DE ARTICULOS DE CEPILLERIA ASI COMO ARTICULOS DE CEPILLERIA, del 17 de Febrero de 2010, de CORONET-WERKE GMBH: Procedimiento para la fabricación de artículos de cepillería con por lo menos un soporte y unas cerdas dispuestas en éste, de un material plástico […]
PROCEDIMIENTO PARA LA FABRICACION DE ARTICULOS DE CEPILLERIA ASI COMO ARTICULOS DE CEPILLERIA, del 17 de Febrero de 2010, de CORONET-WERKE GMBH: Procedimiento para la fabricación de artículos de cepillería con por lo menos un soporte y unas cerdas dispuestas en éste, de un material plástico […]
 NUEVO TIPO DE SUJECION DE ANILLAS, OLLAOS Y ELEMENTOS DE AMARRE ANALOGOS SOBRE ARTICULOS DE LONA, del 16 de Junio de 1971, de HERNANDEZ GARCIA,MARIA CRUZ: Nuevo tipo de sujeción de anillas, ollaos y elementos de amarre análogos, sobre articulos de lona, que esencialmente se caracteriza porque resulta […]
NUEVO TIPO DE SUJECION DE ANILLAS, OLLAOS Y ELEMENTOS DE AMARRE ANALOGOS SOBRE ARTICULOS DE LONA, del 16 de Junio de 1971, de HERNANDEZ GARCIA,MARIA CRUZ: Nuevo tipo de sujeción de anillas, ollaos y elementos de amarre análogos, sobre articulos de lona, que esencialmente se caracteriza porque resulta […]
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]