SUMINISTRO DE UN APARATO DE ARROLLAMIENTO CON ESTERILLA DE LANA MINERAL.
Un método para alimentar una banda de lana mineral a un sitio arrollamiento de parisones en un aparato de fabricación de canaletas de aislamiento,
en cuyo método la banda a alimentar es aserrada hasta un grosor definido desde un rollo de almacenamiento fabricado a partir de una banda primaria, caracterizado porque la banda es aserrada como una banda continua en orden consecutivo desde al menos dos rollos de almacenamiento complementarios en orden respectivo, y la misma unidad de aserrado es utilizada para aserrar desde cada uno de los rollos de almacenamiento
Tipo: Resumen de patente/invención. Número de Solicitud: W03000741FI.
Solicitante: PAROC OY AB.
Nacionalidad solicitante: Finlandia.
Dirección: NEILIKKATIE 17,01300 VANTAA.
Inventor/es: KARJALAINEN,ERKKI, NIKKINEN,MATTI.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B23D53/00D
- B23D53/02H
- B23D55/04C
Clasificación PCT:
- B23D53/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Máquinas de aserrar o dispositivos de aserrado a base de cintas de sierra que se comportan, durante su empleo, como una cinta sin fin, p. ej. para realizar cortes según un contorno determinado.
- F16L59/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › Aislamiento térmico en general.
Clasificación antigua:
Fragmento de la descripción:
Suministro de un aparato de arrollamiento con esterilla de lana mineral.
La presente invención se refiere a un método y a un aparato para suministrar un aparato de arrollamiento de una esterilla de lana mineral, en relación con la fabricación de canaletas de aislamiento a partir de lana mineral.
Las canaletas de aislamiento se fabrican según métodos conocidos con forma tubular como parisones a partir de lana mineral, teniendo usualmente la lana forma de banda, cuya banda es plegada según una anchura y grosor de banda definidos a partir de la banda primaria procedente de la fabricación de la lana mineral. Esta banda plegada se enrolla usualmente en rollos de almacenamiento de un tamaño definido, cuyos rollos de almacenamiento se llevan posteriormente al aparato de fabricación de las canaletas de aislamiento según sea necesario. En el aparato de fabricación de los canaletas de aislamiento una banda de arrollamiento de un grosor definido en aserrada a partir de estos rollos de almacenamiento, cuya banda se alimenta posteriormente a un dispositivo de arrollamiento de los parisones. El aserrado se realiza en el reborde del rollo a medida que el rollo gira soportado por un aparato adecuado. A la vista del funcionamiento ininterrumpido de la maquinaría de fabricación de los parisones, resulta esencial que la banda de arrollamiento pueda ser alimentada al aparato de arrollamiento de manera esencialmente continua. El problema para lograr el funcionamiento continuo es el tiempo requerido para cambiar los rollos de almacenamiento en el aparato de aserrado.
El problema del funcionamiento continuo provocado por el cambio de los rollos de almacenamiento se soluciona en la técnica conocida cortando primero una banda de capas de mayor grosor desde el rollo de almacenamiento. En un paso de aserrado subsiguiente en donde el grosor real de la banda es dirigido hacia el sitio de arrollamiento, la parte que excede el grosor de la banda requerida realmente se corte de la banda de capas y se dirige hacia un lado para ser enrollada como complemento para un uso futuro en forma de un rollo complementario en un dispositivo adecuado incluido en el aparato. Cuando el rollo de almacenamiento en la etapa de aserrado se sierra hasta su final, la banda dirigida hacia el sitio de arrollamiento es entonces aserrada desde el rollo complementario durante el tiempo que sea necesario para cambiar el rollo de almacenamiento. Un aparato según esta clase de funcionamiento se describe, por ejemplo, en la patente norteamericana número 5.155.889.
Con esta disposición conocida se logra una alimentación continua de la banda para su arrollamiento según se requiera por el funcionamiento del aparato de arrollamiento. Sin embargo, la lana mineral que se dirige hacia el rollo complementario crea un problema en esta disposición. La lana mineral que se dirige hacia el rollo complementario es forzada a experimentar un tratamiento múltiple de arrollamiento y aserrado. El resultado de estos tratamientos es una densificación de la banda, la cual puede ser significativa, incluso hasta el extremo de que cuando se fabriquen ciertos tamaños de los parisones, la densidad de la banda que llega del rollo complementario al sitio de arrollamiento sea el doble de la densidad de la banda procedente del rollo de almacenamiento. El aserrado múltiple causa naturalmente también problemas de serrín y acortamiento de la longitud media de fibra, lo cual aumenta la densificación de la banda.
Otro problema está relacionado con la etapa de comienzo y finalización del aserrado del rollo de almacenamiento. El rollo de almacenamiento es enrollado en forma de un rollo relativamente suelto de la banda primaria sin un núcleo de arrollamiento, debido a lo cual el cubo central del rollo está situado de manera indeterminada en el rollo y, por otro lado, el rollo no es exactamente redondo y liso en su reborde. Incluso aunque el rollo se haga girar en su punto de aserrado antes de que comience el aserrado con el fin de redondear el rollo, sigue quedando cierta indeterminación en el rollo debido a las razones citadas, lo cual provoca cambios de grosor e incluso agujeros en el extremo de comienzo de la banda aserrada desde el rollo. Estas irregularidades pueden alisarse hasta cierto punto con el control del aserrado de la banda tomada del rollo complementario. Sin embargo, la lana comprimida en el rollo complementario no es muy adecuada para alisar las irregularidades del extremo de comienzo o finalización del rollo de almacenamiento.
En la técnica conocida la banda de arrollamiento también se alimenta desenrollándola directamente desde el rollo de almacenamiento, pero esta operación comprende otras desventajas. En primer lugar, las capas de la banda se acumulan una sobre otra de manera relativamente firme, lo cual provoca grandes dificultades en el desenrollamiento del rollo capa a capa. La banda que va hacia el sitio de arrollamiento tiene inevitablemente fluctuaciones significativas de grosor.
Un método según la invención actual no comprende los problemas citados, enunciándose los aspectos caracterizadores del método en la reivindicación 1 anexa. Los aspectos caracterizadores de un aparato útil para realizar el método se definen en la reivindicación 2 anexa.
A continuación, se describe la invención con mayor detalle haciendo referencia a los dibujos anexos, en los que
Las figuras 1a-1c muestran un aparato para realizar la invención en etapas diferentes;
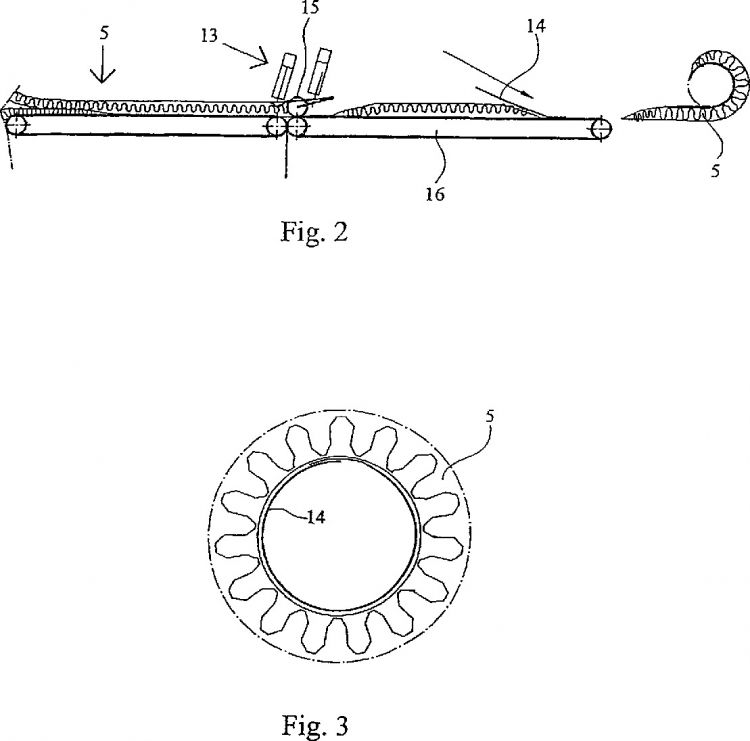
La figura 2 muestra diagramáticamente un dispositivo de corte del aparato y piezas del aparato conectadas al mismo; y
La figura 3 muestra una sección transversal de un parison para una canaleta de aislamiento, en el que se establece un revestimiento en el lado interior del parison según la invención actual.
En la figura 1, se describe como ejemplo el extremo de comienzo de un aparato de fabricación de parisones para canaletas de aislamiento, en donde se crea una banda de lana mineral alimentada hacia el sitio de arrollamiento de parisones con operaciones según la aplicación actual. En las figuras se muestra dos rollos de almacenamiento 1 y 2 de lana mineral. El rollo de almacenamiento 2 situado en la estación de aserrado superior está, en la etapa operacional de la figura 1a, casi a punto de agotarse. El aserrado ha comenzado un momento antes desde el rollo de almacenamiento 1 llevado hacia una estación de aserrado inferior. Se realiza el aserrado simultáneo de los rollos de almacenamiento 1 y 2 hasta que se haya agotado el rollo de almacenamiento 2. Durante el aserrado simultáneo las estaciones de aserrado son controladas de modo que el grosor de la banda 4 procedente del rollo de almacenamiento 2 disminuya gradualmente y el grosor de la banda 3 procedente del rollo de almacenamiento 1 aumente correspondientemente para que se cree una banda de arrollamiento 5 de un grosor requerido a partir de las bandas unidas para su alimentación al sitio de arrollamiento. Cuando el rollo de almacenamiento 2 se ha agotado, el aserrado continúa totalmente desde el rollo de almacenamiento 1 como una banda 3, cuyo grosor se ajusta entonces al grosor requerido de la banda de arrollamiento 5. Esta operación se repite y se controla correspondientemente cuando el rollo de almacenamiento 1 se haya gastado suficientemente a su debido tiempo.
En el aparato descrito, los rollos de almacenamiento 1 y 2 se colocan sobre transportadores sin fin 6 y 7 que se mueven en una pista en bucle, cuyos transportadores forman simultáneamente una parte de un aparato usado para hacer girar los rollos durante el aserrado. Los transportadores 6 y 7 son ventajosamente transportadores de cinta, siendo la anchura de los transportadores esencialmente igual a la anchura de la banda de lana mineral enrollada en los rollos de almacenamiento 1 y 2. El aparato giratorio de la estación de aserrado comprende también rodillos de soporte 8 y 9, así como rollos de prensado 10 y 11.
El aserrado de la banda (3 y 4) de un grosor definido desde los rollos de almacenamiento 1 y 2 se realiza con una sierra de cinta 12. La cinta de la sierra de cinta se controla para que se mueva como un bucle, y las partes horizontales del bucle se mueven cerca de las superficies superiores de los transportadores 6 y 7 y se extienden sobre la dimensión transversal de los transportadores. Las partes verticales del bucle de cinta de sierra se mueven en el lado exterior de la anchura de los transportadores entre las superficies superiores de los transportadores, y la dirección del movimiento es de arriba abajo en unos lados de los transportadores y de arriba abajo en los lados opuestos de los transportadores. En la realización mostrada...
Reivindicaciones:
1. Un método para alimentar una banda de lana mineral a un sitio arrollamiento de parisones en un aparato de fabricación de canaletas de aislamiento, en cuyo método la banda a alimentar es aserrada hasta un grosor definido desde un rollo de almacenamiento fabricado a partir de una banda primaria, caracterizado porque la banda es aserrada como una banda continua en orden consecutivo desde al menos dos rollos de almacenamiento complementarios en orden respectivo, y la misma unidad de aserrado es utilizada para aserrar desde cada uno de los rollos de almacenamiento.
2. Un aparato para realizar el método según la reivindicación 1, cuyo aparato comprende un primer dispositivo (6) para hacer girar un rollo de banda de lana mineral enrollada y una sierra (12) equipada con una hoja que se mueve en una pista en bucle, cuya sierra está situada en contacto de aserrado tangencial con el rollo (1) de banda de lana mineral enrollada, caracterizado porque el aparato comprende un segundo dispositivo giratorio (7), y porque la sierra (12) también está situada en contacto de aserrado tangencial con un segundo rollo (2) de banda de lana mineral enrollada en el segundo dispositivo giratorio (2), y unos medios para combinar las bandas realmente aserradas desde los rollos de lana mineral enrollada como una banda (5) dirigida hacia el sitio de arrollamiento.
3. Un aparato según la reivindicación 2, caracterizado porque los dispositivos giratorio para los rollos (1, 2) de lana mineral consisten en un transportador (6, 7) que se mueve en un pista en bucle y unos medios (8, 10; 9, 11) situados en relación con el transportador para localizar y hacer girar los rollos de lana mineral enrollada sobre el transportador en movimiento.
4. Un aparato según la reivindicación 2 o 3, caracterizado porque la posición de los dispositivos giratorios es ajustable con respecto a la sierra (12).
5. Un aparato según la reivindicación 2, 3 o 4, caracterizado porque la posición de la sierra (12) es ajustable con respecto a los dispositivos giratorios.
6. Un aparato según cualquiera de las reivindicaciones 2-5, caracterizado porque el aparato tiene medios para alimentar una banda de material de revestimiento junto con la banda (5) de arrollamiento.
Patentes similares o relacionadas:
 APARATO DE MAQUINADO, ESPECIALMENMTE PARA CORTAR CUERPOS DE SECCION TUBULAR Y REDONDEADA, del 14 de Diciembre de 2010, de EXACT TOOLS OY: Un aparato para trabajar, especialmente para cortar, piezas de tipo tubular y de barra redondeada, comprendiendo dicho aparato un mecanismo […]
APARATO DE MAQUINADO, ESPECIALMENMTE PARA CORTAR CUERPOS DE SECCION TUBULAR Y REDONDEADA, del 14 de Diciembre de 2010, de EXACT TOOLS OY: Un aparato para trabajar, especialmente para cortar, piezas de tipo tubular y de barra redondeada, comprendiendo dicho aparato un mecanismo […]
Resina fenólica, procedimiento de preparación, composición de encolado para fibras minerales y producto resultante, del 20 de Mayo de 2020, de SAINT-GOBAIN ISOVER: Resina líquida, destinada a formar parte de una composición de encolado para fibras minerales, caracterizada por que está constituida esencialmente por condensados de fenol-formaldehído […]
 Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Materiales de aislamiento térmico de alto rendimiento, del 28 de Mayo de 2019, de SAINT-GOBAIN ISOVER: Material aislante térmico, en particular en forma de una espuma sólida, formado a partir de partículas minerales, diferentes de los aerogeles, de porosidad submicrónica, […]
Repujado de refuerzo para montaje, del 8 de Marzo de 2017, de Autoneum Management AG: Escudo térmico con al menos un agujero pasante de montaje para montar el escudo térmico, caracterizado por que un patrón de repujado está dispuesto alrededor del agujero […]
Material de carbono de microdominio para aislamiento térmico, del 10 de Agosto de 2016, de Orion Engineered Carbons GmbH: Uso de un material particulado de carbono, que comprende partículas de carbono en forma de discos y conos huecos abiertos, para aislamiento térmico.
Aislamiento térmico del habitáculo de un vehículo, del 20 de Abril de 2016, de TORTOSA GOMEZ, Antonio: 1. Aislamiento térmico del habitáculo del vehículo, caracterizado por la utilización de aislante térmico aerogel monolítico o similar, colocándolo en modo […]
Espuma a base de resinas fenólicas, del 13 de Abril de 2016, de Hexion GmbH: Espuma obtenida mediante al menos los siguientes pasos: a) obtención de un prepolímero mediante condensación de al menos un compuesto fenólico y formaldehído en una proporción […]