PROCEDIMIENTO DE SANEADO DE EXTREMOS DE UN PERFIL DE ESTANQUEIDAD COMPUESTO DE ELASTOMERO Y ALMA METALICA Y DISPOSITIVO PARA REALIZARLO.
Procedimiento de saneado de extremos de un perfil de estanqueidad compuesto de un elastómero y un alma metálica y dispositivo para realizarlo.
Consiste en sujetar el perfil (1), a una cierta distancia de su extremo, entre una matriz (6) y varios pisadores (9), para a continuación aplicar un esfuerzo axial al extremo libre del perfil (1) provocando la supresión permanente y localizada del preestirado del alma metálica (2) con lo que ésta quedará retraída una distancia "d".
El dispositivo utiliza una matriz (6) con dos zonas diferenciadas; una zona de sujeción (7) que permite a los pisadores (9) inmovilizar el perfil (1), y una zona de deformación (8) donde el perfil (1) queda libre, posibilitando la operación de deformación axial del alma metálica (2)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200601575.
Solicitante: METALURGICAS PABUR, S.L..
Nacionalidad solicitante: España.
Provincia: NAVARRA.
Inventor/es: URZAINQUI LARUMBE,JAVIER.
Fecha de Solicitud: 12 de Junio de 2006.
Fecha de Publicación: .
Fecha de Concesión: 31 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B60J10/00C4
- B60J10/02
- B60J10/08
Clasificación PCT:
- B60J10/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60J VENTANAS, PARABRISAS, TECHOS AMOVIBLES, PUERTAS O DISPOSITIVOS SIMILARES PARA VEHICULOS; CUBIERTAS PROTECTORAS EXTERNAS AMOVIBLES ESPECIALMENTE ADAPTADAS A VEHICULOS (fijación, suspensión, cierre o apertura de esos dispositivos E05). › Disposiciones para la estanqueidad.
- B60J10/02
- B60J10/08
Fragmento de la descripción:
Procedimiento de saneado de extremos de un perfil de estanqueidad compuesto de un elastómero y alma metálica y dispositivo para realizarlo.
La presente invención se refiere a los procesos necesarios para unir los extremos de un perfil de estanqueidad de los utilizados en las puertas y ventanas de automóviles.
La fabricación de estos perfiles consiste en el perfilado en "U" de un alma metálica y su posterior recauchutado con material elastómero. Finalmente, se corta el perfil a una longitud igual al perímetro de la puerta a equipar y se procede a la unión del desarrollo mediante un proceso de vulcanizado de los extremos. Esta vulcanización solo puede realizarse correctamente si los extremos del perfil no presentan el alma metálica en 4 mm. aproximadamente.
Actualmente, la eliminación del alma metálica de los extremos del perfil se realiza de forma manual con la ayuda de unos alicates, y requiere una gran pericia por parte del operario (proceso de saneado). Esta operación manual presenta diversos inconvenientes:
En consecuencia, es un objetivo de la presente invención el desarrollar un procedimiento de saneado automático, que asegure una gran calidad como consecuencia de un elevado grado de repetibilidad.
Es otro objetivo de la presente invención el disponer de un proceso de saneado de bajo coste para los extremos de un perfil de estanqueidad.
El procedimiento de saneado de la invención consiste, básicamente, en sujeción del perfil a una cierta distancia del extremo, dejando un tramo libre, y en la supresión permanente y localizada del preestirado del alma metálica en el tramo libre mediante la aplicación de un esfuerzo axial sobre el extremo del perfil. El alma metálica, al cesar el esfuerzo axial, permanece retraída una determinada distancia dentro del material elastómero, permitiendo la vulcanización de este para configurar un desarrollo cerrado. Es evidente que es condición necesaria para el éxito de la operación el que, durante la operación de aplicación del esfuerzo axial, el alma metálica alcance su límite elástico y el material elastómero no.
Puede comprenderse que este nuevo proceso de saneado sólo es viable cuando se utilizan almas metálicas del tipo de las que, por su proceso de fabricación y configuración, pueden admitir deformaciones axiales permanentes manteniendo su aspecto general, sin roturas o deformaciones no axiales que comprometan el comportamiento de la misma como soporte del perfil. Este tipo de material se conoce como "fleje estirado" y puede conseguirse, por ejemplo, mediante una pluralidad de cortes transversales solapados, sometiéndolo a tracción posteriormente.
El procedimiento de saneado de la invención es susceptible de una fácil automatización mediante dispositivos adecuados, como el que se describirá oportunamente, presentando las siguientes ventajas frente el proceso manual.
Para complementar la descripción que antecede y con objeto de ayudar a una mejor comprensión de las características de la invención, se va a realizar una descripción detallada de una realización preferida, en base a un juego de dibujos que se acompañan a esta memoria descriptiva, y en donde con carácter meramente orientativo y no limitativo se ha representado lo siguiente.
La figura 1 muestra una vista en perspectiva del perfil de estanqueidad utilizado, apreciándose su sección recta.
La figura 2 muestra la misma vista de la figura 1, en la que se ha retirado parte del elastómero, para poder apreciar la disposición y configuración del alma metálica preestirada.
La figura 3 muestra el mismo perfil de la figura 2, montado sobre la matriz del dispositivo de saneado.
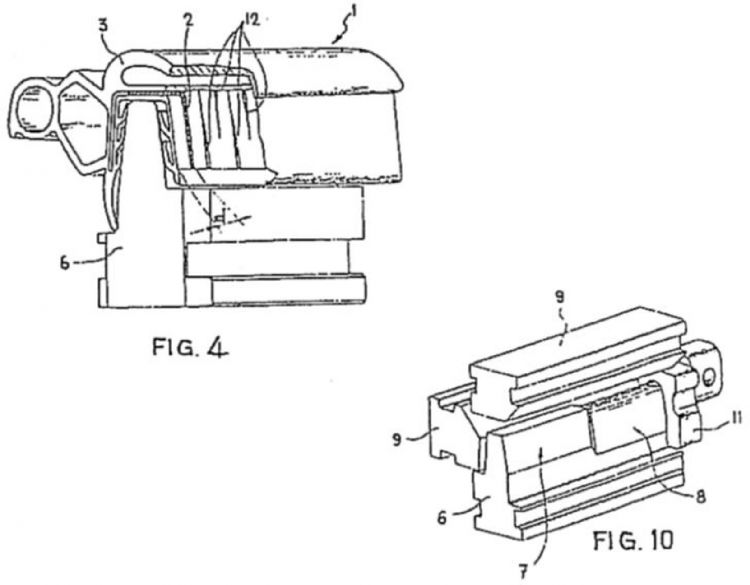
La figura 4 muestra el mismo perfil de la figura 3, una vez sometido al procedimiento de saneado objeto de la invención.
La figura 5 muestra un fleje estirado, del tipo de los utilizados para el alma metálica del perfil en el procedimiento de saneado de la invención.
La figura 6 muestra un fleje troquelado, que no es adecuado para ser utilizado en el procedimiento de saneado de la invención.
La figura 7 muestra el dispositivo de doble cabezal utilizado en el procedimiento de saneado de la invención.
La figura 8 muestra el detalle de uno de los cabezales de la figura 7.
La figura 9 muestra la disposición relativa de la matriz y los pisadores alrededor del perfil que va a sufrir el proceso de saneado en sus extremos.
La figura 10 muestra una perspectiva de la matriz, una vez retirado uno de los pisadores laterales.
En las anteriores figuras las referencias numéricas corresponden a las siguientes partes y elementos:
1. Perfil.
2. Alma metálica.
3. Elastómero.
4. Cabezal.
5. Embocadura.
6. Matriz.
7. Zona de sujeción de la matriz.
8. Zona de deformación de la matriz.
9. Pisadores.
10. Cilindro neumático.
11. Empujador.
12. Cortes.
Como puede apreciarse en las figuras 1 a 3, el perfil (1) utilizado en el procedimiento de saneado de la invención consiste en un alma metálica (2), preestirada, recubierta de un elastómero (3). El alma metálica (2) se realiza plegando en "U" un fleje estirado provisto de cortes (12), transversales y solapados, tal como se muestra en la figura 5. Obsérvese que el fleje troquelado de la figura 6, no sería válido, ya que no podría someterse a una operación de preestirado, y en consecuencia no habría estiramiento que suprimir posteriormente.
El dispositivo para realizar el procedimiento de saneado de la invención se muestra en la figura 7, y consta de dos cabezales (4) iguales, con la única diferencia de que las embocaduras (5) son imagen espejo una de la otra con objeto de poder introducir en las mismas los extremos del perfil (1), una vez doblado por su centro.
En la figura 8 se muestra uno de los cabezales (4) en el que se ha retirado la embocadura (5) y uno de los pisadores (9), apreciándose la posición del perfil (1) y el accionamiento mediante cilindros neumáticos (10) de los pisadores (9).
La matriz (6) para recibir el perfil (1), consta de dos zonas diferenciadas; una zona de sujeción (7), y una zona de deformación (8) de menor altura y anchura.
En la figura 10 se muestra la matriz (6) y su relación espacial con los pisadores (9), apreciándose como éstos quedan más próximas a la matriz (6) en la zona de sujeción (7), posibilitando el aprisionar e inmovilizar el perfil (1) entre matriz (6) y pisadores (9), tal como se muestra en la figura 9. Por el contrario, en la zona de deformación (8), y debido a la reducción en la altura y espesor de la matriz (6), el perfil 1 queda libre, con lo que se posibilita su compresión y la deformación del alma metálica (2) para suprimir su preestirado cuando el empujador (11) se desplaza accionado por un cilindro neumático (10).
La operación de saneado del perfil (1) se limita a introducir manualmente los dos extremos de éste en las embocaduras (5), accionar los pisadores (9) para inmovilizar el perfil (1), y accionar el empujador (11) para suprimir el preestirado del alma metálica (2). El resultado se muestra en la figura 4, donde puede apreciarse que el extremo del perfil (1) presenta una distancia "d" libre del alma metálica (2), posibilitando...
Reivindicaciones:
1. Procedimiento de saneado de extremos de un perfil (1) de estanqueidad compuesto de un elastómero (3) y un alma metálica (2), preestirada, caracterizado por comprender las siguientes etapas realizadas en cada extremo;
2. Dispositivo para realizar el procedimiento de la reivindicación 1 caracterizado por estar constituido por dos cabezales (4) cada uno de los cuales comprende;
Patentes similares o relacionadas:
Acristalamiento que comprende un elemento de refuerzo y su procedimiento de fabricación, del 21 de Diciembre de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado […]
Acristalamiento que comprende un elemento de refuerzo y su método de producción, del 10 de Agosto de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado sobre […]
Elemento perfilado para unir un componente a una luna de vehículo fija, del 20 de Julio de 2016, de ELKAMET KUNSTSTOFFTECHNIK GMBH: Elemento perfilado para unir un componente a una luna de vehículo con un cuerpo perfilado que se puede fijar a una primera […]
Disposición de hermetización para lunas de vehículos, procedimiento para su construcción y su utilización, del 29 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de hermetización para lunas de vehículos con - una luna , - un ala de sujeción unido con la luna y - un cierre […]
Disposición de junta para lunas de vehículo, procedimiento para su producción y su uso, del 1 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de junta para una luna de vehículo, comprendiendo al menos: - un carril de sujeción con un canal de bloqueo , que está conformado por un carril de […]
 Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
 Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Material laminado de capas múltiples, que tiene al menos una capa de vidrio, del 21 de Diciembre de 2015, de BASELL POLIOLEFINE ITALIA S.R.L.: Un material laminado de capas múltiples que comprende al menos una capa de vidrio y que tiene una mejor estabilidad térmica, donde dicho material laminado comprende una capa […]