PROCEDIMIENTO E INSTALACION DE REVESTIMIENTO POR INMERSION EN CALIENTE Y EN CONTINUO DE UNA BANDA METALICA.
Procedimiento de revestimiento por inmersión en continuo de una banda metálica (1) en una cuba (11) que contiene un baño (12) de metal líquido,
procedimiento en el que se hace transitar en continuo, bajo atmósfera protectora, la banda metálica (1) por una envoltura (13) cuya parte inferior (13a) está sumergida en el baño (12) de metal líquido para determinar con la superficie de dicho baño y en el interior de esta envoltura (13) una junta (14) de estanqueidad líquida, se desvía la banda metálica (1) en un rodillo deflector (15) dispuesto en el baño (12) de metal, y se centrifuga la banda metálica (1) revestida a la salida del baño (12) de metal, caracterizado porque se provoca una corriente natural del metal líquido desde la superficie de la junta líquida (14) adentro de dos compartimientos (25; 29) de vertimiento dispuestos en dicha envoltura (13) y que comprenden cada uno una pared interna (20; 26) que prolonga la envoltura (13) por su parte inferior y frente a cada cara de la banda (1), estando posicionada la arista superior (21; 27) de cada compartimiento (25; 29) por debajo de dicha superficie, se detecta el nivel de metal líquido en dichos compartimientos, y se mantiene el nivel de metal líquido en dichos compartimientos (25; 29) a un nivel por debajo de la superficie de la junta líquida (14) de tal forma que la altura de caída del metal líquido en los compartimientos (25; 29) es superior a 50 mm con el fin de impedir la remontada de partículas de óxido de metal y de compuestos intermetálicos a contracorriente de la corriente del metal líquido
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR01/03456.
Solicitante: SOLLAC.
Nacionalidad solicitante: Francia.
Dirección: IMMEUBLE "LA PACIFIC", LA DEFENSE 7, 11/13, COURS VALMY,92800 PUTEAUX.
Inventor/es: DAUCHELLE, DIDIER, BAUDIN, HUGUES, LUCAS, PATRICE, GACHER, LAURENT, PRIGENT, YVES.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- C23C2/00 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos.
Clasificación PCT:
- C23C2/00 C23C […] › Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos.
Clasificación antigua:
- C23C2/00 C23C […] › Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos.
Fragmento de la descripción:
Procedimiento e instalación de revestimiento por inmersión en caliente y en continuo de una banda metálica.
La presente invención se refiere a un procedimiento y a una instalación de revestimiento por inmersión en caliente y en continuo de una banda metálica, particularmente de una banda de acero.
En numerosas aplicaciones industriales, se utilizan chapas de acero revestidas de una capa de protección por ejemplo contra la corrosión y la mayoría de las veces revestida de una capa de zinc.
Este tipo de chapas se utiliza en diversas industrias para realizar toda clase de piezas y en particular embellecedores.
Para obtener esta clase de chapas, se utilizan instalaciones de revestimiento por inmersión en continuo en las que una banda de acero es sumergida en un baño de metal fundido por ejemplo en zinc, que puede contener otros elementos químicos tales como el aluminio, el hierro, y eventuales elementos de adición como por ejemplo el plomo, el antimonio, etc. La temperatura del baño depende de la naturaleza del metal y en el caso del zinc la temperatura del baño es del orden de 460ºC.
En el caso particular de la galvanización en caliente, durante el deslizamiento de la banda de acero en el baño de zinc fundido, se forma en la superficie de dicha banda una aleación intermetálica Fe-Zn-Al de un espesor de varias decenas de nanómetros.
La resistencia a la corrosión de la piezas así revestidas es asegurada por el zinc cuyo espesor es realizado la mayoría de las veces por centrifugado neumático. La adherencia del zinc a la banda de acero es asegurada por la capa de aleación intermetálica mencionada precedentemente.
Antes del paso de la banda de acero por el baño de metal fundido, esta banda de acero circula primero por un horno de recocido bajo atmósfera reductora con objeto de recristalizarla después del importante endurecimiento por deformación ligado a la operación de laminado en frío, y de preparar su estado químico de superficie con el fin de favorecer las reacciones químicas necesarias en la operación de inmersión propiamente dicha. La banda de acero es llevada en torno a los 650º - 900ºC según el matiz durante el tiempo necesario para la recristalización y para la preparación de superficie. Después es enfriada hasta una temperatura cercana a la del baño de metal fundido con ayuda de intercambiadores.
Después de su paso por el horno de recocido, la banda de acero transita por una envoltura llamada también descenso de campana
o trompa
bajo atmósfera protectora con respecto al acero y es sumergida en el baño de metal fundido.
La parte inferior de la envoltura es sumergida en el baño de metal para determinar, con la superficie de dicho baño y en el interior de esta envoltura, una junta de estanqueidad líquida que es atravesada por la banda de acero durante su deslizamiento por dicha envoltura.
La banda de acero es desviada por un rodillo sumergido en el baño de metal y resurge de este baño de metal, y después atraviesa unos medios de centrifugado que sirven para regular el espesor del revestimiento de metal líquido sobre esta banda de acero.
En el caso particular de la galvanización en caliente, la superficie de la junta líquida en el interior de la envoltura está generalmente recubierta de óxido de zinc, que proviene de la reacción entre la atmósfera en el interior de esta envoltura y el zinc de la junta líquida, y unas matas sólidas que provienen de la reacción de disolución de la banda de acero.
Estas matas u otras partículas, en sobresaturación en el baño de zinc, tienen una masa volúmica inferior a la del zinc líquido y vuelven a salir a la superficie del baño y particularmente a la superficie de la junta líquida.
El tránsito de la banda de acero a través de la superficie de la junta líquida provoca el arrastre de las partículas estancadas. Estas partículas arrastradas por el movimiento de la junta líquida unido a la velocidad de la banda de acero no son evacuadas en el volumen del baño y resurgen en la zona de extracción de la banda creando defectos estéticos.
Por ello, la banda de acero revestida presenta defectos estéticos que son amplificados, incluso revelados durante la operación de centrifugado del zinc.
En efecto, las partículas intrusas son retenidas por los chorros de centrifugado neumático antes de ser expulsadas o disgregadas, creando así unos regueros de poco espesor en el zinc líquido de una longitud de varios milímetros a varios centímetros.
Para tratar de eliminar las partículas de zinc y las matas en la superficie de la junta líquida, se han propuesto diferentes soluciones.
Una primera solución para evitar estos inconvenientes consiste en limpiar la superficie de la junta líquida mediante bombeo de los óxidos de zinc y de las matas provenientes del baño.
Estas operaciones de bombeo permiten limpiar la superficie de la junta líquida de manera muy local en el punto de bombeo y tienen una eficacia y un radio de acción muy reducidos, lo que no garantiza una limpieza completa de la junta líquida atravesada por la banda de acero.
Una segunda solución consiste en reducir la superficie de la junta líquida en el punto de paso de la banda de acero disponiendo una placa de chapa o de cerámica al nivel de esta junta líquida para mantener apartada de la banda una parte de las partículas presentes en la superficie y obtener una autolimpieza de la junta líquida por esta banda.
Esta disposición no permite apartar la totalidad de las partículas presentes en la superficie de la junta líquida y la autolimpieza es tanto más importante cuanto más reducida es la superficie de la junta líquida, lo que es incompatible con las condiciones industriales de explotación.
Además, al cabo de un tiempo de funcionamiento dado, la cumulación de las partículas en el exterior de la placa crece cada vez más y montones de partículas terminan por soltarse y volver a la banda de acero.
La añadidura de una placa que desemboca en la superficie de la junta líquida forma igualmente un lugar privilegiado para atrapar el polvo de zinc.
Otra solución consiste en añadir un bastidor a la superficie de la junta líquida en la envoltura y que rodea la banda de acero.
Esta disposición no permite eliminar en su totalidad los defectos ligados al arrastre de los óxidos de zinc y de matas por el tránsito de la banda de acero.
En efecto, los vapores de zinc al nivel de la junta líquida se van a condensar en las paredes del bastidor y al menor remolino ocasionado por las vibraciones o los pliegues térmicos de la banda en la inmersión, las paredes del bastidor van a atascarse y así convertirse en zonas de acumulación de cuerpos extraños.
Esta solución no puede por lo tanto funcionar más que unas horas, si acaso algunos días, antes de volverse una fuente suplementaria de defectos.
Así, esta solución no trata más que parcialmente la junta líquida y no permite alcanzar una densidad muy reducida de defectos que satisfaga las exigencias de los clientes que desean superficies sin defectos estéticos.
Se conoce igualmente una solución que pretende la obtención de la limpieza de la junta líquida por renovación del baño de metal líquido.
La renovación es realizada por introducción de zinc líquido bombeado en el baño cerca de la zona de inmersión de la banda de acero.
Esta solución presenta importantes dificultades de puesta en funcionamiento.
En efecto, necesita un gran caudal de bombeo para asegurar un efecto de vertimiento y el zinc bombeado e inyectado al nivel de la junta líquida contiene las matas generadas en el baño de zinc.
Por otro lado, la tubería que asegura la renovación del zinc líquido puede provocar ralladuras en la banda de acero antes de su inmersión y ella misma es fuente de defectos por acumulación de vapores de zinc condensados encima de la junta líquida.
Se conoce igualmente un procedimiento que está basado en la renovación del zinc al nivel de la junta líquida y en el que esta renovación se efectúa con ayuda de una caja de acero inoxidable que rodea la banda de acero y que desemboca en la superficie de la junta líquida. Una bomba aspira las partículas arrastradas por el vertimiento así creado y las rechaza en el volumen del baño.
Este procedimiento necesita también un caudal de bombeo muy importante para...
Reivindicaciones:
1. Procedimiento de revestimiento por inmersión en continuo de una banda metálica (1) en una cuba (11) que contiene un baño (12) de metal líquido, procedimiento en el que se hace transitar en continuo, bajo atmósfera protectora, la banda metálica (1) por una envoltura (13) cuya parte inferior (13a) está sumergida en el baño (12) de metal líquido para determinar con la superficie de dicho baño y en el interior de esta envoltura (13) una junta (14) de estanqueidad líquida, se desvía la banda metálica (1) en un rodillo deflector (15) dispuesto en el baño (12) de metal, y se centrifuga la banda metálica (1) revestida a la salida del baño (12) de metal, caracterizado porque se provoca una corriente natural del metal líquido desde la superficie de la junta líquida (14) adentro de dos compartimientos (25; 29) de vertimiento dispuestos en dicha envoltura (13) y que comprenden cada uno una pared interna (20; 26) que prolonga la envoltura (13) por su parte inferior y frente a cada cara de la banda (1), estando posicionada la arista superior (21; 27) de cada compartimiento (25; 29) por debajo de dicha superficie, se detecta el nivel de metal líquido en dichos compartimientos, y se mantiene el nivel de metal líquido en dichos compartimientos (25; 29) a un nivel por debajo de la superficie de la junta líquida (14) de tal forma que la altura de caída del metal líquido en los compartimientos (25; 29) es superior a 50 mm con el fin de impedir la remontada de partículas de óxido de metal y de compuestos intermetálicos a contracorriente de la corriente del metal líquido.
2. Instalación de revestimiento por inmersión en caliente y en continuo de una banda metálica (1), del tipo que comprende:
- una cuba (11) que contiene un baño (12) de metal líquido,
- una envoltura (13) de tránsito de la banda metálica (1) bajo atmósfera protectora y cuya parte inferior (13a) está sumergida en el baño (12) de metal líquido para determinar, con la superficie de dicho baño (12) y en el interior de dicha envoltura (13), una junta (14) de estanqueidad líquida,
- un rodillo (15) deflector de la banda metálica (1) dispuesto en el baño (12) de metal y,
- unos medios (16) de centrifugado de la banda metálica (1) revestida a la salida del baño (12) de zinc;
caracterizada porque la envoltura (13) está prolongada, por su parte inferior (13a) y frente a cada cara de la banda (1), por una pared interna (20; 26) dirigida hacia la superficie de la junta líquida (14) y cuya arista superior (21; 27) está posicionada por debajo de dicha superficie, formando dichas paredes (20; 26) dos compartimientos (25; 29) de vertimiento del metal líquido, dotados de medios (30) de mantenimiento del nivel de metal líquido en dichos compartimientos (25; 29) a un nivel por debajo de la superficie de la junta líquida (14) para provocar una corriente natural del metal líquido de esta superficie hacia estos compartimientos (25; 29), siendo la altura de caída del metal líquido en dichos compartimientos superior a 50 mm para impedir la remontada de partículas de óxido de metal y de compuestos intermetálicos a contracorriente de la corriente del metal líquido y porque comprende unos medios (35) de visualización del nivel de metal líquido en cada compartimiento (25; 29).
3. Instalación según la reivindicación 2, caracterizada porque la altura de caída del metal líquido en cada compartimiento (25; 29) es superior a 100 mm.
4. Instalación según la reivindicación 2, caracterizada porque la pared interna (20; 26) de cada compartimiento (25; 29) presenta una parte inferior ensanchada hacia el fondo de la cuba (11) y una parte superior paralela a la banda metálica (1).
5. Instalación según la reivindicación 2 ó 3, caracterizada porque la arista superior (21; 27) de la pared interna (20; 26) de cada compartimiento (25; 29) es rectilínea.
6. Instalación según la reivindicación 2 ó 3, caracterizada porque la arista superior (21; 27) de la pared interna (20; 26) de cada compartimiento (25; 29) comprende, en el sentido longitudinal, una sucesión de huecos (22) y de relieves (23).
7. Instalación según la reivindicación 6, caracterizada porque los huecos (22) y los relieves (23) tienen la forma de arcos de circunferencia.
8. Instalación según las reivindicaciones 6 ó 7, caracterizada porque la amplitud entre los huecos (22) y los relieves (23) está comprendida entre 5 y 10 mm.
9. Instalación según las reivindicaciones 6 ó 7, caracterizada porque la distancia entre los huecos (22) y los relieves (23) es del orden de 150 mm.
10. Instalación según una cualquiera de las reivindicaciones precedentes, caracterizada porque la arista superior (21; 27) de las paredes internas (20; 26) de cada compartimiento (25; 29) es afilada.
11. Instalación según una cualquiera de las reivindicaciones precedentes, caracterizada porque la pared interna (20; 26) de cada compartimiento (25; 29) es de acero inoxidable y tiene un espesor comprendido por ejemplo entre 20 y 10 mm.
12. Instalación según la reivindicación 2, caracterizada porque los medios de mantenimiento del nivel de metal líquido en los compartimientos (25; 29) están formados por una bomba (30) conectada por el lado de aspiración a cada uno de dichos compartimientos por un conducto (31; 33) de unión y dotada por el lado de impulsión de un conducto (32) de evacuación en el volumen del baño (12) del metal líquido extraído.
13. Instalación según una cualquiera de las reivindicaciones 2 a 12, caracterizada porque los medios de visualización están formados por un depósito (35) dispuesto en el exterior de la envoltura (13) y unido a la parte baja de cada compartimiento (25; 29) por una tubería (36; 37) de conexión.
14. Instalación según las reivindicaciones 12 y 13, caracterizada porque el punto de conexión de la bomba (30) a cada compartimiento (25; 29) está situado encima del punto de conexión del depósito (35) en cada compartimiento (25; 29).
15. Instalación según la reivindicación 13, caracterizada porque el depósito (35) forma una capacidad de tampón de metal líquido para cada compartimiento (25; 29).
16. Instalación según la reivindicación 13, caracterizada porque el depósito (35) está equipado con un detector de nivel de metal líquido.
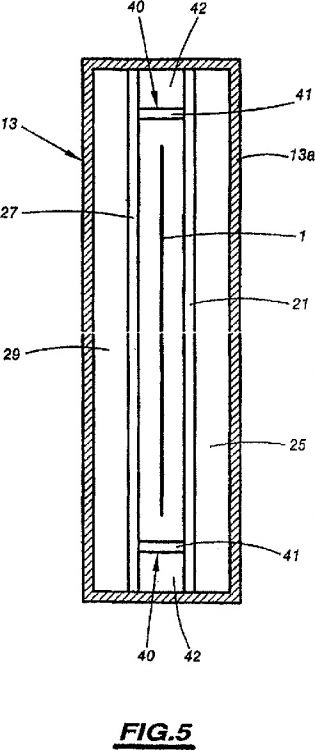
17. Instalación según una cualquiera de las reivindicaciones 2 a 16, caracterizada porque la envoltura (13) está prolongada, por su parte inferior (13a) y frente a cada borde lateral de la banda metálica (1), por una pared interna (40) dirigida hacia la superficie de la junta líquida (14) cuya arista superior (41) está posicionada por debajo de dicha superficie y formando un compartimiento (42) de vertimiento del metal líquido.
Patentes similares o relacionadas:
Procedimiento y equipo de recubrimiento para recubrir una banda de metal, del 24 de Junio de 2020, de FONTAINE ENGINEERING UND MASCHINEN GMBH: Procedimiento para recubrir una banda de metal con ayuda de un equipo de recubrimiento , en el que la banda se hace pasar a […]
Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura y línea de tratamiento para su implementación, del 3 de Junio de 2020, de Arcelormittal: Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura que contiene al menos un elemento fácilmente oxidado, que comprende […]
Cojinete de empuje y sujeción en un conjunto de cojinete de rodillo, del 15 de Abril de 2020, de Arcelormittal S.A: Un conjunto de cojinete de rodillo para su uso en un entorno de baño de fundición que tiene brazos de rodillo que soportan una sujeción , teniendo la sujeción […]
Dispositivo para la estabilización hidrodinámica de una cinta metálica en paso continuo, del 18 de Marzo de 2020, de CENTRE DE RECHERCHES METALLURGIQUES ASBL - CENTRUM VOOR RESEARCH IN DE METALLURGIE VZW: Instalación de recubrimiento por inmersión de una cinta metálica en paso continuo, que comprende un baño de metal líquido de recubrimiento del […]
Chapa de acero de alta resistencia revestida por inmersión en caliente para uso en el conformado por prensado, excelente en tenacidad a baja temperatura y método de producción de la misma, del 26 de Febrero de 2020, de NIPPON STEEL CORPORATION: Chapa de acero de alta resistencia revestida por inmersión en caliente para el uso en el conformado por prensado, superior en tenacidad a baja temperatura que tiene una chapa […]
Rodillo para desviar o guiar una banda de metal a recubrir en un baño fundido de metal, del 11 de Diciembre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Rodillo para desviar o guiar una banda de metal a recubrir en un baño fundido de metal con una envoltura de rodillo de acero y muñones de acero […]
Recipientes y otros artículos revestidos con composiciones, del 6 de Noviembre de 2019, de SWIMC LLC: Un artículo que comprende: un recipiente de envasado para bebida o alimento, o una parte del mismo, que tiene un sustrato metálico y una composición de revestimiento […]
Dispositivo y procedimiento para la succión mejorada de vapor metálico en un procedimiento continuo de inmersión en baño fundido, del 16 de Octubre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Dispositivo para evitar defectos superficiales causados por el polvo metálico en una banda metálica que va a recubrirse en un procedimiento continuo […]