REMACHE AUTOPERFORANTE Y MATRIZ.
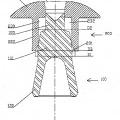
Remache autoperforante con una cabeza de remache (4) y un vástago de remache (6) con un orificio de vástago (8) central,
que tienen un eje X central común,
teniendo la cabeza de remache (4) una superficie externa de cabeza (12) esencialmente cilíndrica con un diámetro de cabeza dK predeterminado,
teniendo el vástago de remache (6) una superficie externa de vástago (14) con un diámetro externo de vástago dN predeterminado y una superficie interna de vástago (16) que limita el orificio de vástago (8) central, con un diámetro interno de vástago di predeterminado,
estando unidas la superficie externa de cabeza (12) y la superficie externa de vástago (14) a través de un bisel de cabeza inferior (18; 18'') cónico o ligeramente curvado y un radio de cabeza inferior R4, que de manera tangencial pasa tanto al bisel de cabeza inferior (18; 18'') como a la superficie externa de vástago (14),
caracterizado porque la superficie externa de vástago (14) y la superficie interna de vástago (16) están unidas en el extremo de la parte inferior de remache a través de un primer radio R1 radialmente externo y un segundo radio R2 radialmente interno, que de manera tangencial se cruzan entre sí, formando la tangente común Tan con un plano radial del remache autoperforante un ángulo a,
pasando el primer radio R1 de manera tangencial a la superficie externa de vástago (14) y el segundo radio R2 de manera tangencial a la superficie interna de vástago (16), y
aplicándose para el primer radio R1, el segundo radio R2 y el ángulo a los siguientes intervalos de valores:
R1 = 0,3 ± 0,2 mm
R2 = (de 0,7 a 1,2) (dN-di)/2
a = 10º ± 20º
Tipo: Resumen de patente/invención. Número de Solicitud: W07005376EP.
Solicitante: SINGH, SUMANJIT.
Nacionalidad solicitante: Alemania.
Dirección: AHORNWEG 10,85080 GAIMERSHEIM.
Inventor/es: SINGH, SUMANJIT, WENZL,WOLFGANG.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B21J15/02D
- B21J15/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Herramientas y contraherramientas para formar las cabezas de los remaches; Mandriles para el remachado por expansión de los remaches huecos.
- F16B19/08C
Clasificación PCT:
- B21J15/02 B21J 15/00 […] › Procedimientos de remachado.
- B21J15/34 B21J 15/00 […] › para colocar los remaches tubulares.
- F16B19/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 19/00 Bulones sin rosca; Pasadores incluyendo aquellos que se deforman (en ensambladuras atornilladas F16B 29/00 ); Remaches (medios para impedir que se salgan F16B 21/00). › Remaches huecos; Remaches en varios pedazos.
Fragmento de la descripción:
Remache autoperforante y matriz.
La presente invención se refiere a un remache autoperforante, que puede estar configurado como simple remache o también como elemento funcional como por ejemplo como perno perforante o tuerca perforante. La invención se refiere especialmente a un remache autoperforante en forma de un remache autoperforante semihueco o remache autoperforante hueco para realizar una unión de remache autoperforante con una o varias piezas de ensamblaje en forma de placa (chapas). La invención se refiere además a una matriz que puede utilizarse en la fabricación de la unión de remache autoperforante. Preferiblemente, la matriz está adaptada de manera especial a la geometría del remache autoperforante, aunque también puede utilizarse en conexión con remaches autoperforantes convencionales.
En los últimos años, el remachado autoperforante como procedimiento de ensamblaje ha adquirido cada vez más importancia. Un parámetro importante para la operación de ensamblaje así como la calidad de unión de la unión de remache autoperforante es la geometría del remache autoperforante. En el estado de la técnica se conocen numerosas geometrías diferentes del remache autoperforante, véase por ejemplo los documentos DE 43 33 052 (junto con el miembro de la familia del documento EP 0 720 695), EP 1 064 466 (junto con el miembro de la familia DE 200 01 103 U1), EP 1 229 254, EP 1 387 093 (junto con el miembro de la familia US 2004/0068854 A1), DE 44 31 769, DE 203 19 610 U1, JP 2001159409A, JP 09317730A entre otros. El preámbulo de las reivindicaciones 1 y 2 se basa en el docu-mento DE 43 33 052; el preámbulo de las reivindicaciones 19, 20, 23, 24 y 25 se basa en el documento ZA 9 108 340.
El remache autoperforante según el documento EP 0 720 695 mencionado anteriormente, que habitualmente se denomina remache en C, se utiliza en gran medida en la industria del automóvil, pero también en otros campos técnicos. Se trata de un remache autoperforante semihueco con una cabeza de remache y un vástago de remache con un orificio de vástago central, de los que la cabeza de remache tiene un lado superior plano y una superficie externa de cabeza cilíndrica y el vástago de remache tiene una superficie externa de vástago cilíndrica y una superficie interna de vástago cilíndrica que limita el orificio de vástago central. La superficie externa de cabeza cilíndrica y la superficie externa de vástago cilíndrica están unidas entre sí directamente a través de un radio relativamente grande. En la zona inferior del remache autoperforante el orificio de vástago central está configurado como cono, debiendo ser los flancos de cono según las indicaciones en este documento ligeramente abovedados. De este modo, en el marco de las posibilidades dadas según la técnica de producción se crea prácticamente un "canto agudo" en el borde externo del vástago de remache, que en la práctica en general está algo biselado. Según las indicaciones en este documento el ángulo de abertura del cono puede situarse entre 25º y 120º.
En el diseño de remaches autoperforantes se partió en el estado de la técnica habitualmente del denominado comportamiento de "Pierce-and-Roll" de los remaches autoperforantes. "Pierce-and-Roll" significa que el remache autoperforante se expande (roll) lo antes posible tras perforar (pierce) la chapa inferior, para conseguir una expansión lo más grande posible y de este modo un destalonado lo más grande posible del remache autoperforante en la unión de remache autoperforante. Estas consideraciones han llevado a geometrías de remache como por ejemplo las del remache en C y a matrices correspondientes, por ejemplo con mandril.
Aunque el remache en C haya resultado ser satisfactorio en la práctica, son deseables mejoras adicionales tales como por ejemplo una mejora del comportamiento de soporte de carga de la unión de remache autoperforante y una mejora de la rentabilidad del procedimiento de ensamblaje.
La presente invención se basa en el objetivo de crear un remache autoperforante para realizar una unión de remache autoperforante con una o varias piezas de ensamblaje, que permita optimizar el comportamiento de soporte de carga de la unión de remache autoperforante así como un procedimiento de ensamblaje especialmente rentable, en especial disminuyendo los requisitos respecto a la resistencia y dureza del material del remache autoperforante y reduciendo las fuerzas de colocación necesarias para la operación de ensamblaje. Además debe crearse una matriz adecuada para ello que preferiblemente esté adaptada a la geometría del remache autoperforante configurado según la invención, pero también pueda utilizarse en conexión con otras geometrías de remache.
Los remaches autoperforantes según la presente invención para solucionar este objetivo se definen en las reivindicaciones de patente 1 y 2.
El remache autoperforante configurado según la invención se caracteriza especialmente por una geometría de la parte inferior de remache especial y una geometría de cabeza inferior especial, tal como se deducen a partir de las reivindicaciones de patente 1 y 2.
Según la solución de la reivindicación de patente 1, la superficie externa de vástago y la superficie interna de vástago están unidas en el extremo de la parte inferior de remache a través de un primer radio R1 radialmente externo y un segundo radio R2 radialmente interno, que de manera tangencial se cruzan entre sí. La tangente común de R1 y R2 forma con un plano radial del remache autoperforante un ángulo a de 10º ± 20º. El primer radio R1, que de manera tangencial pasa a la superficie externa de vástago asciende a 0,3 ± 0,2 mm y el segundo radio R2, que de manera tangencial pasa a la superficie interna de vástago, asciende a (de 0,7 a 1,2) (dN-di)/2, especialmente a (de 0,8 a 1,0) (dN-di)/2. El factor (de 0,7 a 1,2) o (de 0,8 a 1,0) se selecciona preferiblemente cada vez más grande con un R1 creciente.
En caso de que con radios R1 y R2 seleccionados dentro de los intervalos de valores indicados ocurra que no pueda encontrarse un segundo radio R2, que sea tangente tanto al primer radio R1 como a la superficie interna de vástago, se proporciona según la solución alternativa de la reivindicación 2 entre el segundo radio R2 y la superficie interna de vástago un tercer radio R3, que de manera tangencial pasa tanto al segundo radio R2 como a la superficie interna de vástago y que asciende a 0,8 ± 0,4 mm. El ángulo a entre la tangente común de R1, R2 y un plano radial del remache autoperforante debe seleccionarse entonces en el intervalo de 5º ± 10º.
La geometría en la zona de cabeza inferior de la cabeza de remache se caracteriza en ambas soluciones porque la superficie externa de cabeza y la superficie externa de vástago están unidas a través de un bisel de cabeza inferior cónico o ligeramente curvado y un radio de cabeza inferior, de los que el radio de cabeza inferior pasa de manera tangencial tanto al bisel de cabeza inferior como a la superficie externa de vástago. En caso de un bisel de cabeza inferior cónico, el bisel de cabeza inferior forma con un plano radial del remache autoperforante un ángulo ß de 25º ± 10º, especialmente de 25º ± 7º. En caso de un bisel de cabeza inferior ligeramente curvado, se aplica para el radio de curvatura R7 = 2,0 mm.
La geometría del remache autoperforante según la invención supone un alejamiento del comportamiento de "Pierce-and-Roll" mencionado anteriormente del remache autoperforante. Como aún se explicará con más detalle mediante las figuras, la presente invención parte del conocimiento de que adicionalmente a los criterios de calidad del destalonado de la sección de remache autoperforante expandida y del grosor axial mínimo de la pieza de ensamblaje (chapa) en el lado de la matriz en la parte inferior del remache debe recurrirse a otros criterios de calidad de la unión de remache autoperforante para conseguir un comportamiento de soporte de carga óptimo. A este respecto se trata, tal como aún se explicará con más detalle mediante las figuras, de la denominada longitud de acción L (acción entre la superficie externa de la parte inferior del remache y la pieza de ensamblaje en el lado de la matriz), la denominada profundidad de soporte de carga T (componente axial de la longitud de acción L) y el grosor radial tNF de la pieza de ensamblaje en el lado...
Reivindicaciones:
1. Remache autoperforante con una cabeza de remache (4) y un vástago de remache (6) con un orificio de vástago (8) central, que tienen un eje X central común,
teniendo la cabeza de remache (4) una superficie externa de cabeza (12) esencialmente cilíndrica con un diámetro de cabeza dK predeterminado,
teniendo el vástago de remache (6) una superficie externa de vástago (14) con un diámetro externo de vástago dN predeterminado y una superficie interna de vástago (16) que limita el orificio de vástago (8) central, con un diámetro interno de vástago di predeterminado,
estando unidas la superficie externa de cabeza (12) y la superficie externa de vástago (14) a través de un bisel de cabeza inferior (18; 18') cónico o ligeramente curvado y un radio de cabeza inferior R4, que de manera tangencial pasa tanto al bisel de cabeza inferior (18; 18') como a la superficie externa de vástago (14),
caracterizado porque la superficie externa de vástago (14) y la superficie interna de vástago (16) están unidas en el extremo de la parte inferior de remache a través de un primer radio R1 radialmente externo y un segundo radio R2 radialmente interno, que de manera tangencial se cruzan entre sí, formando la tangente común Tan con un plano radial del remache autoperforante un ángulo a,
pasando el primer radio R1 de manera tangencial a la superficie externa de vástago (14) y el segundo radio R2 de manera tangencial a la superficie interna de vástago (16), y
aplicándose para el primer radio R1, el segundo radio R2 y el ángulo a los siguientes intervalos de valores:
2. Remache autoperforante con una cabeza de remache (4) y un vástago de remache (6) con un orificio de vástago (8) central, que tienen un eje X central común,
teniendo la cabeza de remache (4) una superficie externa de cabeza (12) esencialmente cilíndrica con un diámetro de cabeza dK predeterminado,
teniendo el vástago de remache (6) una superficie externa de vástago (14) esencialmente cilíndrica con un diámetro externo de vástago dN predeterminado y una superficie interna de vástago (16) esencialmente cilíndrica que limita el orificio de vástago (8) central, con un diámetro interno de vástago di predeterminado,
estando unidas la superficie externa de cabeza (12) y la superficie externa de vástago (14) a través de un bisel de cabeza inferior (18; 18') cónico o ligeramente curvado y un radio de cabeza inferior R4, que de manera tangencial pasa tanto al bisel de cabeza inferior (18; 18') como a la superficie externa de vástago (14),
caracterizado porque la superficie externa de vástago (14) y la superficie interna de vástago (16) están unidas en el extremo de la parte inferior de remache a través de un primer radio R1 radialmente externo y un segundo radio R2 radialmente interno, que de manera tangencial se cruzan entre sí, formando la tangente común Tan con un plano radial del remache autoperforante un ángulo a,
pasando el primer radio R1 de manera tangencial a la superficie externa de vástago (14) y estando unido el segundo radio R2 con la superficie interna de vástago (16) a través de un tercer radio R3, que de manera tangencial pasa tanto al segundo radio R2 como a la superficie interna de vástago (16), y
aplicándose para el primer radio R1, el segundo radio R2, el tercer radio R3 y el ángulo a los siguientes intervalos de valores:
3. Remache autoperforante según la reivindicación 1 ó 2, caracterizado porque para el segundo radio R2 se aplica:
4. Remache autoperforante según una de las reivindicaciones 1 a 3, caracterizado porque el bisel de cabeza inferior (18) cónico forma con un plano radial del remache autoperforante un ángulo ß = 25º ± 10º, especialmente 25º ± 7º.
5. Remache autoperforante según una de las reivindicaciones 1 a 3, caracterizado porque el bisel de cabeza inferior (18') ligeramente curvado presenta un radio R7 = 2,0 mm.
6. Remache autoperforante según una de las reivindicaciones anteriores, caracterizado porque para el radio de cabeza inferior R4 se aplica:
7. Remache autoperforante según una de las reivindicaciones anteriores, caracterizado porque para el diámetro interno de vástago di se aplica:
8. Remache autoperforante según una de las reivindicaciones anteriores, caracterizado porque para el diámetro de cabeza dK de la cabeza de remache (4) se aplica:
9. Remache autoperforante según una de las reivindicaciones anteriores, caracterizado porque para la longitud axial HK de la superficie externa de cabeza (12) se aplica:
10. Remache autoperforante según una de las reivindicaciones anteriores, en el que el extremo de cabeza de remache del orificio de vástago (8) está configurado de manera cerrada, caracterizado porque el extremo cerrado del orificio de vástago (8) presenta una superficie de base cónica (24), que a través de un radio de orificio de vástago externo R5 pasa a la superficie interna de vástago (16) y en la zona del eje X central termina en un radio de orificio de vástago interno R6.
11. Remache autoperforante según la reivindicación 10, caracterizado porque el ángulo cónico ? de la superficie de base cónica (24) asciende a de 110º a 140º, especialmente a de 110º a 130º.
12. Remache autoperforante según la reivindicación 10 u 11, caracterizado porque para el radio de orificio de vástago externo R5 se aplica:
13. Remache autoperforante según una de las reivindicaciones 10 a 12, caracterizado porque para el radio de orificio de vástago interno R6 se aplica:
14. Remache autoperforante según una de las reivindicaciones 10 a 13, caracterizado porque para la profundidad tB del orificio de vástago (8) desde el extremo de la parte inferior de remache hasta el punto en el que se intersecan las prolongaciones imaginarias de la superficie de base cónica (24) y la superficie interna de vástago (16), se aplica:
15. Remache autoperforante según una de las reivindicaciones 10 a 14, caracterizado porque para el grosor DK de la cabeza de remache (4) en el eje X central se aplica:
16. Remache autoperforante según una de las reivindicaciones 1 a 9, caracterizado porque el orificio de vástago en el extremo de cabeza de remache está configurado de manera abierta.
17. Remache autoperforante según una de las reivindicaciones anteriores, caracterizado porque está configurado como elemento funcional, especialmente como perno perforante o tuerca perforante.
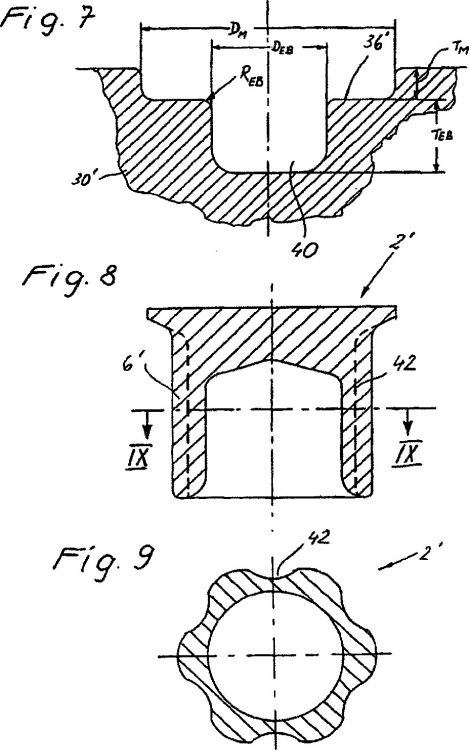
18. Remache autoperforante según una de las reivindicaciones anteriores, caracterizado porque el vástago de remache (6; 6') tiene una superficie externa de vástago (14) esencialmente cilíndrica o una superficie externa de vástago dotada de un estriado (42) axial.
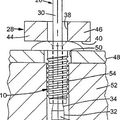
19. Matriz para realizar una unión de remache autoperforante mediante un remache autoperforante, especialmente según una de las reivindicaciones anteriores, con una cavidad de matriz (34) limitada por una base de matriz (36) y una superficie circunferencial (38) cilíndrica,
caracterizada porque para el diámetro de matriz DM y la profundidad TM de la cavidad de matriz (34) se aplica:
para piezas de ensamblaje de materiales con una buena deformabilidad, especialmente para aleaciones de forja, donde dN es el diámetro externo de vástago del vástago de remache (6) del remache autoperforante (2) y tM es el grosor de la pieza de ensamblaje (26) en el lado de la matriz, y
para piezas de ensamblaje de materiales de fundición y otros materiales con una transformabilidad baja.
20. Matriz para realizar una unión de remache autoperforante mediante un remache autoperforante, especialmente según una de las reivindicaciones anteriores, con una cavidad de matriz (34), limitada por una base de matriz (36) y una superficie circunferencial (38) cilíndrica,
caracterizada porque la matriz (30') presenta en la base de matriz una depresión (40) central que sirve para aliviar la presión en la operación de ensamblaje.
21. Matriz según la reivindicación 20, caracterizada porque la depresión (40) central tiene un diámetro de DEB = 0,5 DM y una profundidad TEB = 0,2 dN, especialmente TEB = 0,3 dN.
22. Matriz según la reivindicación 20, caracterizada porque la depresión (40) central tiene un diámetro de DEB = di y una profundidad TEB = 0,1 tM.
23. Procedimiento para realizar una unión de remache autoperforante entre dos piezas de ensamblaje (26; 28) mediante un remache autoperforante, especialmente un remache autoperforante según una de las reivindicaciones 1 a 18, caracterizado porque se utiliza una matriz según la reivindicación 19.
24. Procedimiento para realizar una unión de remache autoperforante entre dos piezas de ensamblaje (26; 28) mediante un remache autoperforante, especialmente un remache autoperforante según una de las reivindicaciones 1 a 18, caracterizado porque se utiliza una matriz según una de las reivindicaciones 20 a 22.
25. Uso de una matriz según una de las reivindicaciones 19 a 22 para realizar una unión de remache autoperforante entre dos piezas de ensamblaje (26; 28).
Patentes similares o relacionadas:
Dispositivo y procedimiento para la colocación de un elemento de conexión en una pieza de trabajo, del 9 de Octubre de 2018, de RICHARD BERGNER VERBINDUNGSTECHNIK GMBH & CO KG: Dispositivo para la realización de un proceso de colocación para la colocación de un elemento de conexión en una pieza de trabajo , […]
Método de remachado, del 21 de Febrero de 2018, de HENROB LIMITED: Un método de remachado que comprende usar un punzón para empujar un remache a través de una pieza de trabajo de modo que un vástago del remache es recibido en una matriz definida […]
Herramienta y método de remachado con normalización de barras tronzadoras electromagnéticas, del 14 de Febrero de 2018, de THE BOEING COMPANY: Una herramienta de remachado para dar forma a un remache en una pieza de trabajo que tiene un primer lado y un segundo lado , la herramienta […]
Matriz para una herramienta de unión, en particular para remachado, del 21 de Diciembre de 2016, de ECKOLD GMBH & CO. KG: Matriz para una herramienta de unión, en particular para remachado, con un yunque que configura un fondo de una parte hembra de molde y un manguito elástico […]
 Órgano de remache y herramienta de instalación adecuada, del 23 de Julio de 2014, de ERIS: Órgano de remache (R) de piezas de materiales compuestos (M1 y M2) en los cuales se ha realizado un agujero pasante, dicho órgano está compuesto por una parte
- de un casquillo […]
Órgano de remache y herramienta de instalación adecuada, del 23 de Julio de 2014, de ERIS: Órgano de remache (R) de piezas de materiales compuestos (M1 y M2) en los cuales se ha realizado un agujero pasante, dicho órgano está compuesto por una parte
- de un casquillo […]
 PROCEDIMIENTO DE FIJACIÓN, del 23 de Marzo de 2011, de AVDEL UK LIMITED: Procedimiento de fijación de uno o más elementos con aberturas con una pieza de trabajo con aberturas , estando alineada una abertura del o cada elemento […]
PROCEDIMIENTO DE FIJACIÓN, del 23 de Marzo de 2011, de AVDEL UK LIMITED: Procedimiento de fijación de uno o más elementos con aberturas con una pieza de trabajo con aberturas , estando alineada una abertura del o cada elemento […]
REMACHADORA MANUAL., del 1 de Enero de 2007, de MASTERFIX PRODUCTS B.V.: Remachadora manual que comprende un cuerpo , un tubo que atraviesa el cuerpo, un eje de accionamiento que atraviesa el interior del tubo, una conexión […]
DISPOSITIVO DE REMACHADO Y PROCEDIMIENTO DE REMACHADO ASOCIADO., del 16 de Noviembre de 2006, de RENAULT S.A.S., SOCIETE PAR ACTIONS SIMPLIFIEE: Dispositivo de remachar que comprende un punzón y una matriz correspondiente dispuestos enfrentados en un soporte , estando la matriz destinada […]