PROCEDIMIENTO PARA REALIZAR UN ELEMENTO ANULAR EN FORMA DE PERLA ABRASIVO PARA UN HILO DE CORTE PARA CORTAR MATERIALES RELATIVAMENTE DUROS.
Un procedimiento para fabricar un elemento anular en forma de perla abrasivo para un hilo de corte para cortar materiales relativamente duros,
que comprende las siguientes etapas en secuencia:
- cargar una mezcla de material metálico en polvo y material granular abrasivo en al menos un asiento anular de un primer molde;
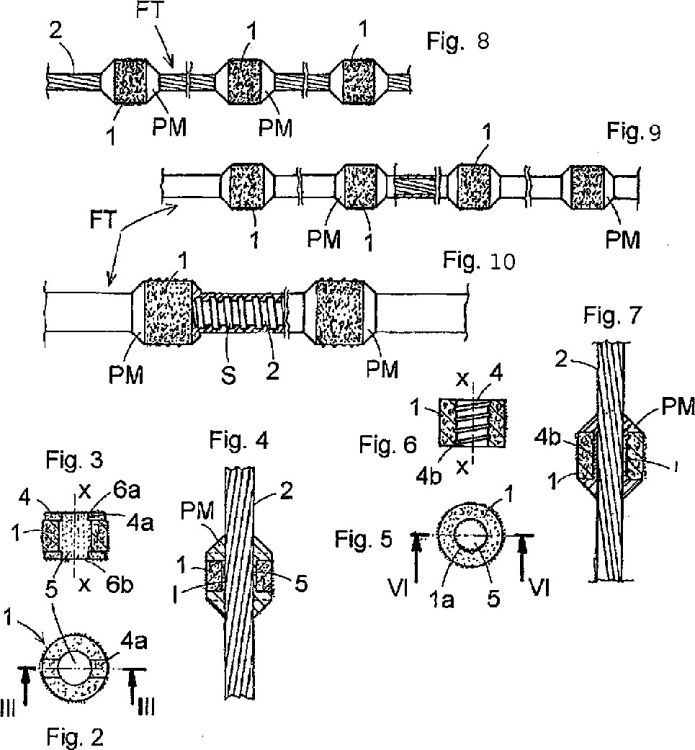
- dar forma a dicha mezcla en dicho molde, obteniendo de este modo al menos un elemento con forma anular con una abertura interior pasante (5); y
- sinterizar cada elemento anular formado para obtener un elemento anular abrasivo terminado.
teniendo cada asiento en dicho molde una forma tal que proporcione medios de agarre (4, 4a, 4b, 4c, 4e) en cada elemento anular formado, caracterizado porque dichos medios de agarre se seleccionan del grupo que incluye al menos uno de los siguientes:
al menos una rebaba transversal (4a) formada
en dicha abertura (5),
al menos una rosca (4b) formada en dicha abertura
interior pasante (5)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07001126.
Solicitante: AROS S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA EINAUDI 4/1 E,3701 AFFI VR.
Inventor/es: FIORATTI,STEFANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Enero de 2007.
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B23D61/18B
- B23D65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Fabricación de herramientas para las máquinas de aserrar o los dispositivos de aserrado que sirvan para cortar cualquier clase de material.
- B28D1/12C
Clasificación PCT:
- B23D61/18 B23D […] › B23D 61/00 Herramientas de las máquinas de aserrar o de los dispositivos de aserrado (herramientas para máquinas de taladrar B23B 51/04 ); Dispositivos de fijación para estas herramientas. › Herramientas particulares para aserrar, p. ej. hilos cortantes dotados de dientes de sierra, hojas de sierra o hilo de aserrar dotados de diamantes u otras partículas abrasivas dispuestas individualmente en posiciones escogidas.
- B23D65/00 B23D […] › Fabricación de herramientas para las máquinas de aserrar o los dispositivos de aserrado que sirvan para cortar cualquier clase de material.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para realizar un elemento anular en forma de perla abrasivo para un hilo de corte para cortar materiales relativamente duros.
La presente invención se refiere a un procedimiento para fabricar un elemento anular en forma de perla abrasivo para un hilo de corte para cortar materiales relativamente duros, tales como materiales pétreos.
Como es sabido, para el corte de materiales pétreos se han estado usando durante algún tiempo los llamados "hilos con perlas", en los que se ha visto incluso el uso de diamantes como material abrasivo. Los hilos con perlas se han usado en máquinas llamadas "máquinas de hilo" que habitualmente comprenden dos o más poleas de bobinado para el hilo o hilos con perlas, estando como mínimo una de las poleas motorizada. Una de las secciones del hilo con perlas entre una de las poleas de bobinado y la otra se pone en contacto con la pieza o piezas a trabajar (usualmente bloques de mármol, granito y similares) y el movimiento de arrastre entre bloque y hilo se puede impartir al hilo con perlas o a la pieza a trabajar; si se realiza usando hilo con perlas de diamante, se pueden alcanzar profundidades de corte que son claramente superiores a las que se alcanzan con, por ejemplo, discos de corte de diamante de grandes dimensiones, dado que los hilos de corte son, en general, más delgados y más precisos que los discos y, por tanto, aseguran un menor gasto de energía, a profundidades de corte iguales.
Generalmente, los hilos convencionales de diamante están compuestos por un cable trenzado de acero de alta resistencia al que se fijan las denominadas "perlas" (diamantes) con forma de anillo y que tienen un diámetro y una longitud del orden de 10 mm.
Para la producción de las perlas de diamante, normalmente se prensa en frío una mezcla de un material metálico en polvo (diseñado para formar una matriz de la perla) y un material abrasivo en gránulos con el fin de obtener un bloque compacto, llamado "preforma fría" en argot, formado con un hueco pasante, para la inserción forzada en el mismo de un elemento de soporte sustancialmente cilíndrico. Sin embargo, el conjunto bloque-elemento de soporte así obtenido no sería adecuado para su uso como perla en un hilo de corte. La preforma fría con su elemento de soporte deben pasar después por una operación de sinterización, por ejemplo una "sinterización sin presión en caliente", llamado "sinterización libre", "sinterización isostática" o "sinterización grafítica" en argot.
La sinterización sin presión en caliente se lleva a cabo prácticamente a presión atmosférica, sometiendo a la preforma fría con su elemento metálico de soporte a una o más etapas de calentamiento. Por otra parte, en caso de sinterización isostática o sinterización grafítica, la preforma fría con su elemento metálico de soporte se somete a una etapa de compactación por presión y, posiblemente, a una etapa de calentamiento.
Durante la etapa de sinterización se forman uniones sólidas entre los gránulos adyacentes de la matriz con la consiguiente eliminación progresiva de zonas de aire entre los propios gránulos y, por tanto, con la reducción de la energía de superficie de los gránulos individuales, de forma que las características mecánicas del producto una vez sinterizado son mejores.
Después de la etapa de sinterización, normalmente se forma un agujero pasante longitudinal en el elemento metálico de soporte, preferentemente un agujero roscado, de modo que se obtiene un elemento anular o perla terminado. En este punto, se inserta en la perla así fabricada se inserta un cable metálico trenzado y la sección de hilo con la perla o perlas se carga en un molde de inyección en el que se inyecta y se moldea un material plástico al menos en cada perla, que queda así establemente anclada al cable de acero. La rosca interna de cada perla junto con la acción de bloqueo del material plástico inyectado asegura que la propia perla no gira con respecto al cable trenzado durante el corte.
La obtención de un hilo de corte de acuerdo con las soluciones técnicas descritas en lo que antecede implica el uso de un soporte metálico, que sirve únicamente para realizar el anclaje de la matriz que contiene el abrasivo de cada perla al cable trenzado, pero que no tiene un papel activo en la etapa de corte.
Por tanto, el uso del elemento de soporte metálico implica una operación de taladrado y posiblemente de roscado, que necesariamente lleva a costes adicionales, así como a mayores dificultades y a tiempos mayores para la producción del hilo de corte.
Las perlas usadas actualmente además tienen un núcleo interno, esto es, el elemento metálico de soporte, que en el uso no tiene función de corte dado que una vez que la capa externa de abrasivo está gastada la acción de corte del hilo empieza a disminuir, cuando, probablemente, la mayoría de las otras perlas están aún "activas" para el corte.
Por tanto, la presencia del elemento de soporte metálico interior también impone un gran cuidado en la realización de la(s) etapa(s) de sinterización, dado que existe el riesgo de que se deforme demasiado y ocasione la fractura de la matriz.
El documento FR-2 495 535 divulga un hilo que se obtiene mediante la inserción de forma alterna de elementos de perla anulares y camisas de ajuste de distancia en un cable.
El documento DE-195 16 999 divulga un hilo de corte equipado con elementos de perlas anclados a un cable por medio de un soporte fabricado con material plástico. Se proporcionan muelles como medio de fijación de distancias entre los elementos de perla adyacentes y se puede localizar un material plástico en el cable para obtener una capa de recubrimiento para los muelles.
El documento DE-43 10549 divulga una perla proporcionada con medios de agarre, obtenida formando, en la perla, una abertura pasante que tiene una sección transversal que incluye: una porción circular y una o más zonas en forma de pétalo que se extienden desde la porción circular. Las porciones en pétalo están diseñadas para recibir respectivamente una hebra del cable.
Por tanto, el objeto principal de la presente invención es el de proporcionar un procedimiento para fabricar un elemento o perla anular abrasivo para un hilo de corte para cortar materiales relativamente duros, que no requiere la presencia de un elemento de soporte para cada perla.
Otro objeto de la presente invención es el de proporcionar un procedimiento para fabricar un elemento o perla anular abrasivo para un hilo de corte para cortar materiales relativamente duros que asegure considerables ahorros de materiales con respecto a los procedimientos empleados actualmente.
Otro objeto de la presente invención es el de proporcionar un procedimiento para fabricar un elemento o perla anular abrasivo para un hilo de corte para cortar materiales relativamente duros que se puede conseguir a costes competitivos con respecto a los procedimientos empleados actualmente.
Otro objeto de la presente invención es el de proporcionar un procedimiento para la producción de un hilo de corte que pueda fabricarse con más facilidad y más rápido respecto a los procedimientos usados hasta ahora.
De acuerdo con la presente invención, se proporciona un procedimiento para fabricar un elemento anular en forma de perla abrasivo para un hilo de corte para cortar materiales relativamente duros, que comprende las siguientes etapas en secuencia:
De acuerdo con otro aspecto de la presente invención, se proporciona un procedimiento para fabricar un hilo de corte para cortar materiales pétreos que comprende las siguientes etapas en secuencia:
Reivindicaciones:
1. Un procedimiento para fabricar un elemento anular en forma de perla abrasivo para un hilo de corte para cortar materiales relativamente duros, que comprende las siguientes etapas en secuencia:
2. Un procedimiento, de acuerdo con la reivindicación 1, que se caracteriza porque dicha operación de sinterización se realiza sustancialmente a presión atmosférica.
3. Un procedimiento, de acuerdo con la reivindicación 1 ó 2, que se caracteriza porque dicho polvo de material metálico comprende cobalto, hierro, cobre, estaño, tungsteno, titanio, níquel y aleaciones de los mismos.
4. Un procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, que se caracteriza porque dicho material granular abrasivo comprende gránulos de al menos un componente del grupo formado por el diamante industrial, carburo de tungsteno, carburo de silicio, corindón rojo-marrón, nitruro de boro, carburo de boro.
5. Un procedimiento, de acuerdo con cualquiera de las reivindicaciones precedentes, que se caracteriza porque dichos medios de agarre comprenden al menos una muesca longitudinal (4c) formada en dicha abertura interior pasante (5).
6. Un procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, que se caracteriza porque dichos medios de agarre comprenden al menos dicha abertura interior pasante (5) siendo de sección poligonal (4e).
7. Un procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, que se caracteriza porque dichos medios de agarre comprenden al menos dicha abertura interior pasante (5) siendo de sección elíptica.
8. Un elemento anular de abrasión en perla para un hilo de corte para cortar materiales relativamente duros, que comprende:
que se caracterizado porque dichos medios de agarre se seleccionan del grupo que incluye al menos uno entre:
9. Un procedimiento para fabricar un hilo de corte para materiales pétreos, que comprende las siguientes etapas en secuencia:
10. Un procedimiento para fabricar un hilo de corte para materiales pétreos, que comprende las siguientes etapas en secuencia:
11. Un procedimiento de acuerdo con la reivindicación 10, que se caracteriza porque dicho cable es un cable trenzado de metal.
12. Un procedimiento de acuerdo con la reivindicación 10, que se caracteriza porque dicho cable comprende fibras de Kevlar y/o de carbono.
13. Un procedimiento de acuerdo con cualquiera de las reivindicaciones 10 a 12, que se caracteriza porque dicho moldeo es un moldeo por inyección de tal forma que dicho al menos un material plástico es forzado a penetrar entre cada elemento anular de abrasión y dicho cable (2).
14. Un procedimiento de acuerdo con cualquiera de las reivindicaciones 10 a 13, que se caracteriza porque dicho al menos un material plástico se moldea de forma que cubra la totalidad de la sección de un cable entre un elemento anular de abrasión y el siguiente.
15. Un procedimiento de acuerdo con cualquiera de las reivindicaciones 10 a 14, que se caracteriza porque dicho material plástico se selecciona del grupo que comprende resinas de poliacrilato, poliamidas lineales, poliamidas mixtas y productos de poliamina, poliamidas (PA), polimetacrilamida, poliamidimida, poliarilamida, poliftalamida, polieterimida, polímeros termoplásticos de poliuretano, poliamidas amorfas, polibutileno-1, polimetilpenteno, polímeros de estireno, polímeros fluorados, materiales plásticos poli(met)acrílicos, masas de moldeo de PMMA (polimetilmetacrilato), policarbonato, polialquilentereftalatos (PTP), poliarilatos, óxidos-sulfuros (PPS)-sulfuros lineales poliarílicos, polifenilóxido modificado (PPO), poliariléteres (cetonas, polisulfonas, PEEK), poliésteres termoplásticos (LCP).
16. Un hilo de corte que comprende al menos una sección de cable (2) que tiene sobre él al menos un elemento perla de acuerdo con la reivindicación 8.
Patentes similares o relacionadas:
Bucle de cordón de sierra y un método para la producción de tal bucle, del 1 de Julio de 2020, de NV BEKAERT SA: Método para la producción de un bucle de cordón de sierra que comprende las etapas de: - proporcionar un cordón de acero que tiene una hebra de núcleo y hebras […]
 Manguito metálico para soportar la capa abrasiva de una perla de sierra en un cable de sierra y método para su producción, del 27 de Junio de 2019, de NV BEKAERT SA: Un manguito metálico para utilizar como un soporte para la capa abrasiva de una perla de sierra en un cable de sierra, teniendo dicho manguito metálico […]
Manguito metálico para soportar la capa abrasiva de una perla de sierra en un cable de sierra y método para su producción, del 27 de Junio de 2019, de NV BEKAERT SA: Un manguito metálico para utilizar como un soporte para la capa abrasiva de una perla de sierra en un cable de sierra, teniendo dicho manguito metálico […]
Perlas de aserrado y método para fabricarlas, del 5 de Junio de 2019, de NV BEKAERT SA: Un método para producir una perla de aserrado, comprendiendo dicha perla de aserrado una capa abrasiva sobre un manguito de metal, comprendiendo dicha capa […]
Método de fabricación de un elemento de sierra y elemento de sierra, del 30 de Enero de 2019, de NV BEKAERT SA: Método de fabricación de un elemento de sierra que comprende un sustrato metálico y una capa abrasiva, que comprende las etapas de: • proporcionar un sustrato metálico; […]
Método para fabricar una sierra circular con puntas, del 16 de Enero de 2019, de KANEFUSA KABUSHIKI KAISHA: Método para fabricar una hoja de sierra circular con puntas, que comprende una primera etapa de formar una base de metal con forma de disco de […]
Manguito para perla de sierra obtenido por moldeo por inyección de metal, del 21 de Febrero de 2018, de NV BEKAERT SA: Un método para producir un manguito de metal para su uso como un soporte de una capa abrasiva de una perla de sierra, teniendo dicho manguito una pared interior axial […]
Perla de sierra, del 8 de Febrero de 2017, de NV BEKAERT SA: Una perla para su uso en una cuerda de sierra, dicha perla teniendo un manguito tubular metálico rodeado por una capa abrasiva que comprende […]
Método para producir un perla de aserrado, del 28 de Diciembre de 2016, de NV BEKAERT SA: Método para producir una perla para su uso con un cable de aserrado que comprende las etapas de: - sujetar un tubo metálico en al menos uno de sus extremos; […]