PUERTA HUECA.
Una puerta hueca (1), que comprende:
un bastidor (15) de puerta;
primero y segundo revestimientos (7, 9) unidos a dicho bastidor (15) de puerta con el fin de definir una zona hueca (11) entre ellos, siendo al menos uno de dichos revestimientos (7, 9) un revestimiento de puerta de tablero de fibras de densidad media, moldeado;
teniendo dicho revestimiento moldeado de puerta (7, 9), moldeados en él, una pluralidad de paneles (3);
caracterizada porque dicho revestimiento moldeado de puerta (7, 9) tiene una resina acondicionadora termocurable aplicada a, por lo menos, una superficie mayor para proporcionar una resistencia de la unión de, al menos, 2,0 N/mm2
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05003031.
Solicitante: MASONITE ENTRY DOOR CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: NEW RIVER CENTER, NO.1900, 200 EAST LOS OLAS BOULEVARD,FORT LAUDERDALE, FL 33301.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Julio de 1999.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B27N7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › Postratamiento, p. ej. reducción del abultamiento o contracción, alisamiento; Protección de los bordes de los tableros contra la humedad.
Clasificación PCT:
- B27N7/00 B27N […] › Postratamiento, p. ej. reducción del abultamiento o contracción, alisamiento; Protección de los bordes de los tableros contra la humedad.
- E06B3/70 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › Batientes de puerta (bastidores de batientes E06B 3/04).
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
Puerta hueca.
El invento expuesto se refiere a una puerta hueca que comprende un bastidor de puerta y un primero y un segundo revestimientos, unidos a dicho bastidor de puerta, con el fin de definir una zona hueca entre ellos, en la que al menos uno de dichos revestimientos es un revestimiento de puerta de tablero de fibras moldeado y dicho revestimiento de puerta moldeado tiene, moldeados en él, una pluralidad de paneles.
Las puertas huecas se utilizan tanto en aplicaciones de interior como de exterior. Muchas puertas huecas están fabricadas con revestimientos de puerta formados a partir de materiales compuestos de madera. Estos materiales compuestos de madera pueden incluir tableros de partículas, tableros de astillas, tableros duros y tableros de fibras de densidad media ("MDF"). Los materiales compuestos de madera utilizan, con frecuencia, un aglutinante de resina que, frecuentemente, es una resina termocurable, con el fin de mantener las fibras de madera que forman el material compuesto en una forma sólida.
Una puerta hueca puede ser del tipo "sin relieve", esto es, con ambas superficies mayores planas o lisas (es decir, ambos revestimientos de la puerta son planos y no incluyen paneles moldados en ellos). Alternativamente, una puerta hueca puede ser de tipo "moldeado", es decir, tiene una serie de paneles tridimensionales o similares que se forman o se moldean en los revestimientos cuando se les fabrica.
Los revestimientos de puerta moldeados estándar están formados a partir de una lámina o manta no sólida, relativamente gruesa que, después es sometida a compresión en una prensa hasta que adopta un grosor final relativamente delgado. La manta puede fabricarse a partir de fibras secas o húmedas. Si la manta tiene un contenido de agua muy alto, ello quiere decir que el agua es exprimida durante la operación de prensado, La prensa puede ser una prensa de múltiples platinas, dotada de una serie de cavidades de formación de revestimientos. Como la manta está en estado flexible antes de la operación de prensado, entonces el revestimiento sólido resultante posee características exactamente definidas aceptables para los consumidores por cuanto las fibras de madera pueden fluir con el fin de conformarse al molde. Debido, en parte, a los elevados costes económicos que supone la construcción de las instalaciones para la fabricación de los revestimientos moldeados, los fabricantes exigen, con frecuencia, que los distintos pedidos de fabricación supongan un gran número de revestimientos, a fin de permitir rendimientos de trabajo máximos. Los pedidos menos importantes son económicamente prohibitivos.
Por otra parte, los revestimientos de puerta sin relieve pueden fabricarse de manera parecida a los revestimientos moldeados, excepto porque la lámina o manta original de fibras de madera se prensa plana y no se moldea tridimensionalmente para formar paneles ni similares. Alternativamente, para los revestimientos planos puede utilizarse una prensa de correa continua. Así, un revestimiento de puerta sin relieve se crea a partir de una lámina o manta no sólida, relativamente gruesa, de fibras como las de la madera, que es prensada hasta darle una forma lisa o plana para definir el revestimiento sólido, sin relieve. Esto quiere decir que puede utilizarse panel estándar de fibras de densidad media o panel duro.
Los revestimientos de puerta moldeados estándar son relativamente caros, porque la inversión de capital es muy elevada debido a la necesidad de disponer de troqueles, prensas y similares. Por otra parte, los revestimientos lisos o planos utilizados para las puertas sin relieve, son relativamente baratos, pero no proporcionan las características estéticas con frecuencia deseadas por los consumidores.
Debido a la diferencia de precio existente entre un revestimiento de material compuesto de madera "sin relieve" o "plano" y un revestimiento de material compuesto de madera "moldeado", se han realizado intentos para transformar los revestimientos sin relieve en revestimientos moldeados, en un esfuerzo para fabricar de forma más barata productos de puertas moldeadas. Tales esfuerzos anteriores no han dado como resultado revestimientos de puertas comercialmente aceptables, principalmente debido a que el aspecto de la superficie no ha sido, típicamente, satisfactorio. Los esfuerzos anteriores llevados a cabo para transformar revestimientos sin relieve en revestimientos moldeados han tenido como consecuencia, generalmente, que los revestimientos moldeados finales tuviesen grietas, se estropeasen o tuvieran un aspecto y/o una configuración estéticamente desagradables por otros motivos.
En el documento WO 87/02407 se describe una puerta hueca de esta clase que comprende un bastidor de puerta y dos revestimientos de puerta, que se unen desde ambos lados al bastidor. Los revestimientos de puerta se obtienen troquelando un miembro de placa plano que, originalmente, tiene un carácter parecido al cuero. Un recubrimiento de papel o enchapado se aplica a los revestimientos de la puerta antes del troquelado para obtener una estructura satisfactoria de la superficie.
El documento WO 97/05275 describe cómo aglutinar materiales compuestos de madera mediante el uso de isocianatos orgánicos. Los materiales se mezclan y se les da la forma de una manta seca que, entonces, es troquelada directamente para darle la forma final deseada.
Artículos moldeados, fabricados a partir de partículas de madera pulverulentas y resina fenólica pulverulenta, se describen en el documento WO 92/06832. Estas partículas se mezclan en estado seco, de forma que la mezcla puede troquelarse para obtener tableros y piezas moldeadas.
Un objeto del invento expuesto es una puerta moldeada que no se deformará y que, por tanto, será adecuada para aplicaciones en exterior.
Este objeto se consigue mediante la puerta hueca de acuerdo con la parte caracterizante de la reivindicación 1.
De acuerdo con el invento, el revestimiento moldeado reformado tiene una resistencia de la unión de, al menos, unos 2,0 N/mm2 y, de preferencia, una resistencia de la unión de, al menos, unos 2,5 N/mm2. Este valor puede ser, y con frecuencia lo es, el doble del de la unión interna después del tratamiento.
Un revestimiento de puerta de acuerdo con el invento, puede comprender una pieza elemental tridimensional de tablero de fibras de densidad media, moldeada. La pieza elemental tiene una primera parte con un primer grosor preseleccionado. La pieza elemental tiene una segunda parte con un segundo grosor preseleccionado. El segundo grosor es menor que el primer grosor.
Un revestimiento de puerta de acuerdo con el invento comprende, una vez sometido a un cambio de forma (reformado) en la prensa, una pieza elemental tridimensional de tablero de fibras de densidad media, moldeado, con una densidad comprendida entre, aproximadamente, 550 y, aproximadamente, 1.200 kg/m3, cuya densidad es sustancialmente uniforme en todo el grosor del revestimiento (es decir, más/menos 75 kg por metro cúbico en todo el grosor del revestimiento, preferiblemente dentro de, aproximadamente, más/menos 25 kg por metro cúbico).
Una puerta de acuerdo con el invento comprende un bastidor periférico que tiene lados dispuestos en oposición. Están previstos, al menos, un primero y un segundo revestimientos moldeados. Los revestimientos tienen caras primera y segunda. La primera cara o cara exterior del revestimiento tiene una barrera impermeable aplicada por toda ella. La segunda cara o cara interior del revestimiento se asegura a uno de los lados del bastidor. Un segundo revestimiento de puerta se asegura al lado opuesto del bastidor.
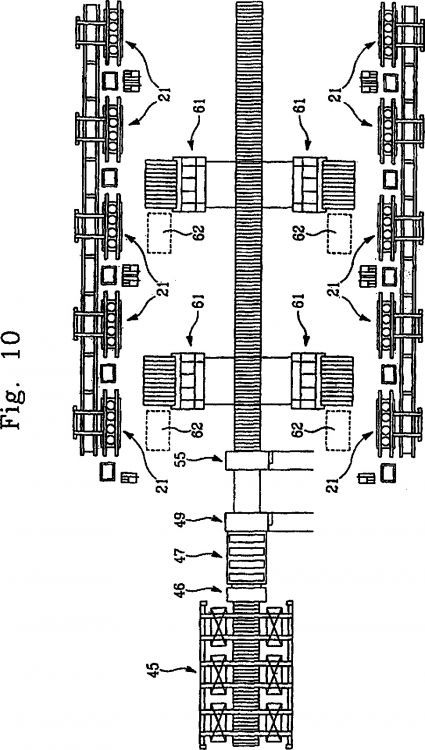
Un método de fabricación de un revestimiento para una puerta, de acuerdo con el invento, puede comprender los pasos de proporcionar una pieza elemental plana de material compuesto de madera, sólida (es decir, que ya haya sido comprimida a partir de su estado grueso, suelto, conteniendo humedad). La pieza elemental es precalentada y humedecida, se la recubre con un agente sellador y se la coloca entre las platinas de una prensa caliente. La o las platinas se calientan a una temperatura suficiente para reblandecer la resina de la pieza elemental y, así, ablandar ésta; se aplica presión suficiente para cerrar las platinas y se incrementa la presión continuamente para hacer que la pieza elemental se deforme adoptando una configuración moldeada, determinada por la configuración de la platinas. La velocidad de cierre de la prensa viene determinado por, y es función de, varias características que incluyen la dureza, densidad, perfil...
Reivindicaciones:
1. Una puerta hueca (1), que comprende:
un bastidor (15) de puerta;
primero y segundo revestimientos (7, 9) unidos a dicho bastidor (15) de puerta con el fin de definir una zona hueca (11) entre ellos, siendo al menos uno de dichos revestimientos (7, 9) un revestimiento de puerta de tablero de fibras de densidad media, moldeado;
teniendo dicho revestimiento moldeado de puerta (7, 9), moldeados en él, una pluralidad de paneles (3);
caracterizada porque dicho revestimiento moldeado de puerta (7, 9) tiene una resina acondicionadora termocurable aplicada a, por lo menos, una superficie mayor para proporcionar una resistencia de la unión de, al menos, 2,0 N/mm2.
2. La puerta (1) de la reivindicación 1, en la que cada uno de los revestimientos de puerta primero y segundo (7, 9) es un revestimiento de puerta moldeado con una resistencia de la unión de, al menos, 2,5 N/mm2.
3. La puerta (1) de la reivindicación 1 o de la reivindicación 2, en la que cada uno de dichos revestimientos de puerta primero y segundo (7, 9) es un revestimiento de puerta moldeado, formado por prensado de una lámina o manta floja hasta obtener una pieza elemental plana (10) de puerta con una densidad de, al menos, unos 550 kg/m3 y, después humectando, calentando y reformando en una prensa dicha pieza elemental plana (10) de puerta hasta obtener un revestimiento (7, 9) de puerta, moldeado, que tiene los paneles (3) moldeados en él, de modo que la resistencia de la unión de cada uno de los revestimientos (7, 9) se incremente con relación a la de las piezas elementales planas (10) originales a partir de las cuales se forman.
4. La puerta (1) de una cualquiera de las reivindicaciones 1 a 3, caracterizada porque dicho revestimiento de puerta moldeado (7, 9) tiene una cara dispuesta al exterior dotada de una barrera de papel impermeable (13) en ella.
5. La puerta (1) de la reivindicación 4, caracterizada porque dicha barrera de papel impermeable (13) se selecciona del grupo que consiste en papel crepé impregnado con melanina y papel crepé con resina fenólica.
6. La puerta (1) de una cualquiera de las reivindicaciones 1 a 5, caracterizada porque dicho revestimiento de puerta moldeado (7, 9) tiene una densidad sustancialmente constante.
7. La puerta (1) de una cualquiera de las reivindicaciones 1 a 6, caracterizada porque dicho revestimiento de puerta moldeado (7, 9) tiene partes planas primera y segunda (35, 37) y partes (39, 41) desplazadas en ángulo entre dichas partes planas primera y segunda (35, 37) y enterizas con ellas, definiendo juntas las primeras partes planas (35) y las partes (39, 41) desplazadas en ángulo, dichos paneles (3).
8. La puerta (1) de una cualquiera de las reivindicaciones 1 a 7, caracterizada porque dicho revestimiento de puerta moldeado (7, 9) tiene una cara dispuesta al exterior con un agente sellador pigmentado en ella.
9. La puerta (1) de la reivindicación 8, caracterizada porque dicho agente sellador pigmentado proporciona una superficie coloreada de modo uniforme.
10. La puerta (1) de una cualquiera de las reivindicaciones 1 a 9, que comprende además una espuma que llena la zona hueca (11).
11. La puerta (1) de una cualquiera de las reivindicaciones 1 a 10, caracterizada porque dicho revestimiento de puerta moldeado (7, 9) tiene una densidad de entre 550 kg/m3 y 1200 kg/m3.
12. La puerta (1) de una cualquiera de las reivindicaciones 1 a 10, caracterizada porque dicho revestimiento de puerta moldeado (7, 9) tiene una densidad de entre 800 kg/m3 y 1200 kg/m3.
Patentes similares o relacionadas:
Tablero de material derivado de la madera, en particular en forma de un material compuesto de madera-plástico, y un procedimiento para su fabricación, del 1 de Julio de 2020, de FLOORING TECHNOLOGIES LTD.: Tablero de material derivado de la madera de un material compuesto de madera-plástico (WPC), de una mezcla de fibras de madera y fibras de plástico, que comprende fibras […]
Procedimiento para la fabricación de un panel de OBS con superficie lisa, del 10 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la fabricación de un panel de OSB , en el que se dispersan virutas de madera largas, encoladas con adhesivo orientadas en al menos tres capas (1, 2, […]
Herramienta de prensar diseñada como chapa de presión, del 1 de Abril de 2020, de HUECK RHEINISCHE GMBH: Herramienta de prensar para el revestimiento de placas de material de madera en prensas hidráulicas calentadas que está realizada como una chapa […]
Procedimiento para estructurar la superficie de un panel de material derivado de la madera y un panel de material derivado de la madera con estructuración superficial fabricado de acuerdo con el procedimiento, del 11 de Diciembre de 2019, de SWISS KRONO Tec AG: Procedimiento para estructurar por lo menos una superficie de un tablero de material derivado de la madera OSB con una superficie antideslizante, en donde la estructuración […]
 Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Método de fabricación de un panel de construcción y panel de construcción, del 28 de Agosto de 2019, de VALINGE INNOVATION AB: Método de fabricación de un panel de construcción, que comprende aplicar un primer aglutinante y partículas lignocelulósicas o celulósicas libres sobre […]
Procedimiento para fabricar una OSB con superficie lisa y una OSB, del 14 de Agosto de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar una placa OSB, en el que virutas de madera largas, encoladas con un adhesivo, se esparcen de forma orientada […]
Método de procesamiento continuo de bordes de placas y dispositivo de procesamiento de bordes, del 3 de Julio de 2019, de ULMADAN-R.D. APS: Un método de procesamiento continuo de bordes de placas , mediante el cual las placas se transportan continuamente en una dirección de […]