PROCEDIMIENTO Y SISTEMA AUTOMATICO PARA ENVASAR ORDENADAMENTE PREFORMADOS DE PLASTICO EN CAJAS DE CARTON.
Sistema automático (1) para envasar ordenadamente unos preformados de plástico (2) en unas cajas de cartón,
caracterizado porque comprende:
a.una unidad manipuladora (6), que comprende un cabezal de agarre mediante creación del vacío (23), comprendiendo dicho cabezal (23) una pluralidad de compartimientos (30) que conforman la forma de los preformados (2);
b.una o más unidades (10) para manipular e insertar unos separadores (12) en la caja de cartón (13) que se debe llenar, comprendiendo cada separador (12) una pluralidad de particiones (12a) paralelas a uno de sus lados y equidistantes, con una distancia que se corresponde por lo menos con la longitud del preformado (2)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/008768.
Solicitante: LANFRANCHI S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA SCODONCELLO, 41/E,43044 COLLECCHIO.
Inventor/es: LANFRANCHI, LINO.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Abril de 2010.
Clasificación Internacional de Patentes:
- B65B35/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › que funcionan por succión.
- B65B61/20D
Clasificación PCT:
- B65B35/38 B65B 35/00 […] › que funcionan por succión.
- B65B61/20 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para añadir cartas, cupones u otros cartones al contenido (ajustar elementos de desembalaje B65B 61/18).
Fragmento de la descripción:
Procedimiento y sistema automático para envasar ordenadamente preformados de plástico en cajas de cartón.
La presente invención se refiere a un procedimiento y a un sistema automático para envasar ordenadamente unos preformados de plástico en unas cajas de cartón.
Los recipientes de plástico, y en particular las botellas de PET, se moldean por soplado a partir de unos preformados moldeados especiales o parisones.
Las máquinas de moldeo de preformados no siempre se encuentran situadas en las mismas factorías que las máquinas de soplado y, puesto que la capacidad de producción de dichas máquinas de moldeo de preformados es frecuentemente diferente a la capacidad de producción de las máquinas de soplado, los preformados deben almacenarse y transportarse en unas cajas de cartón de forma paralelepípeda o de forma prismática con una base octago- nal.
Como es bien conocido, los preformados de plástico se moldean y, cuando los moldes de la máquina se abren, caen sobre una correa transportadora que los transporta a la caja de cartón.
Una vez que los preformados han caído en el interior de la caja por gravedad, se almacenan en las mismas en una disposición no compacta.
Los inconvenientes de los que adolece la técnica anterior son:
- unos costes de manipulación elevados, lo que hace incrementar el coste unitario del preformado;
- los preformados caen unos encima de otros y, debido a la altura considerable de las cajas en comparación con los tamaños de los preformados, sufren roturas y daños superficiales, lo que conduce a unas tasas de rechazo altas de los recipientes o de las botellas.
En un intento de eludir los inconvenientes mencionados anteriormente, la técnica anterior ha propuesto un procedimiento y un sistema, según se describe y se representa en la patente italiana 1280729.
En el procedimiento para el llenado de las cajas de cartón según se da a conocer en la patente mencionada anteriormente, uno o más manguitos o tubos de llenado se introducen en la caja de cartón, y pueden manipularse y posicionarse en el interior de la misma.
Los tubos se rellenan con los preformados.
Las cajas se mantienen en una posición inclinada, de tal modo que el llenado se realiza desde la parte inferior y desde una parte lateral de la caja de cartón, mediante la descarga de los tubos rellenos de preformados.
La caja de cartón se llena mediante las operaciones sucesivas de manipulación del tubo en la posición de llenado actual, utilizando un autómata programable, que permite que el llenado se realice con una disposición sustancialmente matricial.
Dichos procedimiento y sistema adolecen asimismo de ciertos inconvenientes, por ejemplo:
- Todos los manguitos deben reemplazarse cuando cambia el tamaño del preformado;
- Es probable que los preformados se atasquen en los manguitos debido a la conformación de los cuellos de los preformados, lo que provoca que se inclinen con respecto al eje del manguito;
- Los preformados se insertan siempre en la misma dirección, con los cuellos de una capa adyacentes a los cuellos de la capa siguiente, reduciendo de este modo el espacio disponible.
El objetivo de la presente invención es proporcionar un envasado rápido y seguro de los preformados, independientemente de su tamaño, y optimizar el espacio disponible en las cajas de cartón.
Las ventajas alcanzadas gracias al procedimiento y al sistema según la presente invención permiten obtener una reducción considerable de los costes de manipulación y unas menores tasas de rechazo de los preformados.
Dichos objetivos y ventajas se alcanzan mediante el proceso y el sistema para envasar ordenadamente los preformados de plástico en unas cajas de cartón según la presente invención, caracterizada por las reivindicaciones adjun- tas.
Dicha y otras características se pondrán más claramente de manifiesto a partir de la descripción siguiente de una forma de realización preferida, que se representa a título de ejemplo y sin limitaciones en los dibujos adjuntos, en los que:
- La figura 1 es una vista en perspectiva del sistema automático para paletizar los preformados de plástico;
- La figura 2 es una vista aislada de la unidad para introducir unos separadores en el sistema de la figura 1;
- La figura 3 es una vista aislada del manipulador de los preformados en una configuración del funcionamiento del mismo;
- La figura 3a representa un detalle de la unidad manipuladora de la figura 3;
- La figura 4 representa diversas posiciones posibles del cabezal de agarre del manipulador;
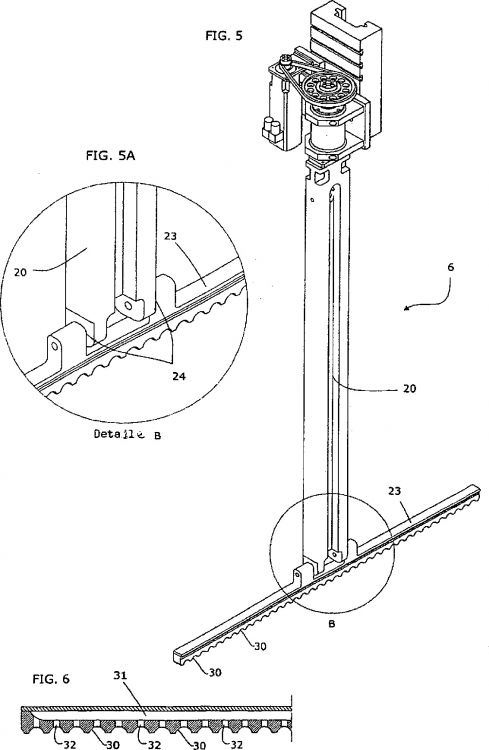
- La figura 5 es una vista aislada del manipulador de los preformados en otra configuración del funcionamiento del mismo;
- La figura 5a representa un detalle de la unidad manipuladora de la figura 5;
- La figura 6 es una vista en sección del cabezal de agarre.
Observando la figura 1, la referencia numérica 1 designa de un modo general un sistema automático para paletizar los preformados de plástico, conocidos asimismo como "parisones" y designados mediante la referencia numérica 2 en el ejemplo.
El sistema 1 está constituido por un bastidor de pórtico 3 en el que un carro horizontal 4 se desliza sobre unas guías 5 (que son estacionarias con respecto a los tirantes 3a).
Una unidad manipuladora 6 se instala en el carro 4, y se desliza sobre una guía vertical 7.
Haciendo referencia al sistema de coordenadas cartesianas xyz, las guías 5 permiten el desplazamiento de la unidad manipuladora 6 en la dirección y, el carro horizontal permite el desplazamiento de la misma en la dirección perpendicular x, y la guía 7 permite el desplazamiento de la misma en la dirección z.
Por consiguiente, la unidad manipuladora 6 puede desplazarse fácilmente hasta cualquier punto del interior del bastidor, a lo largo de las coordenadas cartesianas mencionadas anteriormente.
Haciendo referencia a la figura 2, el pórtico 3 comprende asimismo dos postes 9, que forman parte de una unidad 10 para manipular e insertar los separadores 12, tal como se describe a continuación.
Los postes 9 se extienden verticalmente, es decir, a lo largo de la dirección del desplazamiento del manipulador a lo largo del eje z, y se fijan a la base del bastidor de pórtico 3 del sistema paletizador automático 1.
Cada poste se equipa con un motor eléctrico 8 y con un par de brazos ortogonales 11 que se extienden a lo largo de dos lados adyacentes para definir (según se observa en una vista superior del sistema 1) una "L" encarada al interior del pórtico 3.
La finalidad de los brazos 11 es soportar los separadores 12, que están adecuadamente sujetos a los mismos mediante unos medios conocidos, y desplazarlos verticalmente, a lo largo de la dirección z, mediante el motor eléctrico 8, que acciona el par de brazos 11 sujetos a los mismos, mediante unos accionamientos mecánicos conocidos, tales como unas cadenas, unas correas dentadas y unos mecanismos de cremallera.
Dichos separadores 12 son unos elementos de pared delgada que presentan la forma de una caja, que se diseñan para ser introducidos en las cajas de cartón 13 en las que deben insertarse y paletizarse los preformados 2.
Tal como se representa, el separador 12 comprende un número de particiones 12a, paralelas a uno de sus lados y equidistantes entre sí a una distancia tal que permiten que el preformado 2 se inserte perpendicularmente y se aloje entre dos particiones 12a (lo que significa que, tras la inserción, el eje 2a del preformado 2 se encuentre perpendicular al plano de la pared 12a).
El sistema 1 comprende dos unidades de inserción de los separadores 10, de tal modo que, durante la paletización en una caja de cartón, un usuario puede preparar la unidad adyacente en unas condiciones seguras.
En particular, el usuario dispondrá la caja de cartón vacía 13 sobre un palé 14 en la posición correcta en el interior del sistema 1, obviamente tras levantar el separador 12 correspondiente.
A continuación, se hará descender el separador 12 a lo largo del poste 9 y se introducirá en la caja de cartón 13, en la que permanecerá durante la etapa siguiente de la paletización del preformado 2.
Una vez se ha completado la paletización, se levanta de nuevo el separador 12 y la caja de cartón, llena con preformados, se...
Reivindicaciones:
1. Sistema automático (1) para envasar ordenadamente unos preformados de plástico (2) en unas cajas de cartón, caracterizado porque comprende:
2. Sistema automático (1) según la reivindicación 1, caracterizado porque la unidad manipuladora (6) comprende un brazo (20) que se extiende verticalmente, que comprende un cabezal de agarre (23) montado en su extremo inferior en los goznes (24) correspondientes, permitiendo que el cabezal (23) gire alrededor de dichos goznes.
3. Sistema automático (1) según la reivindicación 1, caracterizado porque el brazo (10) comprende una unidad de accionamiento motorizado independiente (21) que permite que gire alrededor de su eje central.
4. Sistema automático (1) según la reivindicación 1, caracterizado porque el cabezal de agarre (23) presenta una cavidad (31) en el mismo, que está conectada con cada compartimiento (30) mediante unos orificios (32) y comprende unos medios para generar el vacío en la cavidad (31).
5. Sistema automático (1) según la reivindicación 1, caracterizado porque cada unidad (10) para insertar los separadores (12) comprende un poste (9) que se extiende verticalmente, y un par de brazos (11) accionados mediante un motor eléctrico (8), que soportan el separador (12), cuyos dos lados se fijan a los brazos (11) mencionados anteriormente.
6. Sistema automático (1) según la reivindicación 1, caracterizado porque los brazos se extienden ortogonalmente a lo largo de dos lados adyacentes para definir una "L" encarada al interior del pórtico 3.
7. Sistema automático (1) según la reivindicación 1, caracterizado porque el motor eléctrico (8) acciona el par de brazos (11) mediante unos accionamientos mecánicos, tales como unas cadenas, unas correas dentadas y un mecanismo de cremallera, causando dicho accionamiento que los brazos (11) se desplacen verticalmente.
8. Sistema automático (1) según la reivindicación 1, caracterizado porque la unidad manipuladora (6) se monta en un carro (22) que permite el movimiento de traslación vertical, estando encajado el carro (22) en una guía (7), y estando montada dicha guía (7), a su vez, en un carro horizontal (4) perpendicular a la misma; dicho carro (4) está encajado en unas guías (5) en un bastidor de pórtico (3) del sistema (1).
9. Sistema automático según la reivindicación 1, caracterizado porque comprende un sistema para controlar el manipulador (6) y sus operaciones de paletización.
10. Procedimiento para envasar ordenadamente unos preformados de plástico en unas cajas de cartón, caracterizado porque comprende las etapas de:
11. Procedimiento según la reivindicación 10, caracterizado porque los separadores permanecen en la caja de cartón hasta que todos los canales se han llenado.
Patentes similares o relacionadas:
MÁQUINA PARA EL POSICIONAMIENTO AUTOMÁTICO DE OBJETOS, del 19 de Marzo de 2020, de POSIMAT, SA: 1. Máquina para el posicionamiento automático de objetos, que comprende: - al menos un transportador de entrada configurado para transportar una pluralidad […]
Máquina encajadora de monodosis, del 11 de Marzo de 2020, de IMASDE EXTREMADURA S.L: La máquina encajadora de monodosis está diseñada para realizar el encajado de envases de tipo monodosis de distintos formatos en cajas vacías […]
Dispositivo de embalaje y sistema de clasificación para el embalaje direccional de productos y método para el mismo, del 18 de Diciembre de 2019, de DE GREEF'S WAGEN- CARROSSERIE- EN MACHINEBOUW B.V.: Dispositivo de embalaje para el embalaje direccional de productos (P), como verduras y frutas, que comprende: - un sistema de sensor que comprende: un sistema […]
Máquina de embalar, del 20 de Noviembre de 2019, de Mad Automation SRL: Máquina de embalar que comprende: - un transportador de entrada para transportar productos para su embalaje a lo largo de una dirección de desplazamiento […]
MÁQUINA ENCAJADORA DE ENVASES VERTICALMENTE INESTABLES Y PROCEDIMIENTO DE ENCAJADO DE ENVASES VERTICALMENTE INESTABLES, del 8 de Agosto de 2019, de TAVIL IND S.A.U: La presente invención se refiere a una máquina encajadora de envases verticalmente inestables que comprende unos medios de transporte de los […]
Conjunto y proceso para organizar pilas de tapones de corcho y máquina que comprende dicho conjunto, del 8 de Mayo de 2019, de Amorim Cork Research, Lda: Un conjunto para organizar pilas de tapones de corcho, que comprende: · una plataforma para organizar pilas de tapones de corcho que comprende una […]
DISPOSITIVO PARA MAQUINA ENCAJADORA DE FRUTA, del 10 de Abril de 2019, de ITEC MAQUINARIA, S.L: 1. Dispositivo para máquina encajadora de fruta capacitado para aspirar una capa de frutas y ser transferida al interior de una caja para su transporte y comercio, […]
Procedimiento y dispositivo para el tratamiento o procesamiento de recipientes para sustancias para aplicaciones médicas, farmacéuticas o cosméticas, del 30 de Noviembre de 2016, de SCHOTT AG: Procedimiento para el tratamiento o el procesamiento de recipientes , que sirven para la conservación de sustancias para aplicaciones médicas, […]