PLACA NERVADA RECUBIERTA MEDIANTE COEXTRUSION SIN EFECTO TRIANGULO.
Placa nervada multicapa fabricada mediante coextrusión de la capa o capas de coextrusión (9,
10) con uno o varios coextrusores, caracterizada
porque dispone de capa o capas de coextrusión uniformes (9, 10) y
porque se puede obtener mediante extrusión de una capa de base con un extrusor principal, desviándose un flujo parcial del flujo material del material base, que se conduce directamente a la mitad del molde de nervio (8) que conforma los nervios
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06027045.
Solicitante: BAYER SHEET EUROPE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: OTTO-HESSE-STRASSE 19/T9,64293 DARMSTADT.
Inventor/es: RUBECK, JAKOB.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Mayo de 2004.
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B29C47/00B
- B29C47/00H
- B29C47/06B
- B29C47/20E
- B29C47/70B
Clasificación PCT:
- B29C47/06
- B29C47/20
- B29C47/70
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Placa nervada recubierta mediante coextrusión sin efecto triángulo.
La presente invención se refiere a placas nervadas multicapa coextrudidas, que comprenden al menos una capa que contiene un termoplástico y al menos un recubrimiento, sin efecto triángulo, así como a otros productos que contienen estas placas nervadas multicapa.
Las placas nervadas están dotadas a menudo respectivamente por uno o ambos lados con una capa de coextrusión sobre uno o ambos lados exteriores que puede satisfacer distintas funcionalidades, por ejemplo, puede tratarse de una capa protectora contra UV que protege a la placa ante el ataque (por ejemplo amarilleamiento) por radiación UV, pero también se satisfacen otras funcionalidades de este modo como, por ejemplo, reflexión IR.
A continuación, se resume el estado de la técnica para productos multicapa.
El documento EP-A 0.110.221 da a conocer placas de dos capas de policarbonato en las que una capa contiene al menos un 3% en peso de un absorbente de UV. La fabricación de estas placas puede realizarse mediante coextrusión según el documento EP-A 0.110.221.
El documento EP-A 0.774.551 da a conocer placas nervadas coextrudidas que contienen al menos una capa de bloqueo frente a IR no visible y su fabricación mediante coextrusión.
El documento EP-A1-1.270.176 da a conocer un instrumento de extrusión para la extrusión de placas perfiladas de cámara hueca de plástico termoplástico con una configuración de capas de una capa que se encuentra arriba y abajo y una capa de cámara hueca, en el que la capa que se encuentra arriba y abajo se fabrica a partir de una mezcla fundida de plástico que se acompaña de dos canales de corriente fundida. Mediante este procedimiento, no se consigue sin embargo ninguna influencia sobre la uniformidad de los grosores de capa.
El documento EP-A 0.320.632 da a conocer cuerpos de moldeo de dos capas de plástico termoplástico, preferiblemente policarbonato, en los que una capa contiene benzotriazoles sustituidos especiales como absorbentes de UV. El documento EP-A 0.320.632 da a conocer también la fabricación de estos cuerpos de moldeo mediante coextrusión.
El documento EP-A 0.247.480 da a conocer placas multicapa en las que está presente una capa de policarbonato ramificado además de una capa de plástico termoplástico, conteniendo la capa de policarbonato benzotriazoles sustituidos especiales como absorbentes de UV. Se da a conocer igualmente la fabricación de estas placas mediante coextrusión.
El documento EP-A 0.500.496 da a conocer composiciones poliméricas que están estabilizadas frente a la luz UV con triazinas especiales y su uso como capa exterior en sistemas multicapa. Se citan como polímeros policarbonato, poliéster, poliamida, poliacetal, poli(óxido de fenileno) y poli(sulfuro de fenileno).
Todas las placas nervadas recubiertas conocidas en el estado de la técnica muestran sin embargo el problema del denominado "efecto triángulo", es decir, en la coextrusión se generan cuñas compuestas por el material de la capa de coextrusión ligadas a cierta rugosidad de la superficie de la placa.
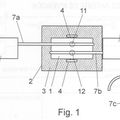
La Fig. 1 muestra esquemáticamente mediante un corte de una placa nervada cómo se llega a esta formación de cuña. Las flechas muestran el flujo de la mezcla fundida polimérica en el molde de nervio de la placa nervada (1) que causa la formación de cuña en la capa de coextrusión (2).
A partir del estado de la técnica, resulta por tanto el objetivo de procurar una placa nervada recubierta dado el caso con varias capas mediante coextrusión que no muestre efecto triángulo frente al estado de la técnica.
En este objetivo se basa la presente invención.
En el caso de placas recubiertas por un lado, podría solucionarse este problema mediante un suministro alterado del material de coextrusión, reforzando el suministro de material del lado no recubierto, con lo que puede evitarse la formación de cuña en el lado recubierto.
La Fig. 2 muestra esquemáticamente mediante un corte de una placa nervada cómo podría funcionar este procedimiento:
Mediante un flujo polimérico reforzado del lado no recubierto, se llega a una distribución de la mezcla fundida en la dirección del lado recubierto de la placa nervada (3), de modo que la capa de coextrusión (4) permanece exenta de cuña.
Sin embargo, en el caso de placas recubiertas por ambos lados, este procedimiento no funcionaría. Aquí aparecería una cuña reforzada en el lado inferior, por ejemplo, por el suministro reforzado del lado inferior, el beneficio sobre un lado se anularía pues por una pérdida sobre el otro lado.
La Fig. 3 muestra esquemáticamente mediante un corte de una placa nervada cómo aparece este efecto (suministro en (5)): aunque la capa de coextrusión superior (62) permanece exenta de cuña, la capa de coextrusión inferior (7) presenta una gran cuña.
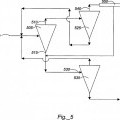
Se ha encontrado ahora sorprendentemente que puede evitarse prácticamente por completo la formación de cuña o el efecto triángulo sobre cada lado modificando los flujos de material durante la extrusión de modo que se desvíe un flujo parcial del flujo de material ordinario alrededor del peine de boquilla que se conduce directamente a la mitad del molde de nervio de la boquilla, que conforma el nervio de las placas. Habitualmente, se reparte el flujo de material por el peine en una corriente superior y otra inferior que convergen desde arriba y desde abajo en los moldes de nervio y producen así el nervio. Este drenaje de material de la corriente superior e inferior conduce sin embargo a un "cono de drenaje" típico que se rellena por el lado de coextrusión con material de coextrusión fluido. Se genera una cuña, véase la Fig. 1. Así, que se conduzca según la invención una parte del material directamente a los moldes de nervio reduce o incluso elimina el drenaje de material de la corriente superior e inferior, véase la Fig. 4, la formación de cono y por tanto la formación de cuña, y el efecto triángulo sobre ambos lados de la placa se minimiza, preferiblemente incluso se evita completamente. El procedimiento es por tanto adecuado para la fabricación de placas nervadas recubiertas tanto por uno como por ambos lados.
La Fig. 4 muestra esquemáticamente mediante un corte de una placa nervada cómo funciona el procedimiento:
Mediante un suministro adicional de la mezcla fundida polimérica en (8), por ejemplo a través de un orificio en el molde de nervio, ambas capas de coextrusión (9) y (10) permanecen exentas de cuña.
Es enteramente sorprendente que mediante una medida tan sencilla pudiera resolverse tan exitosamente un problema presente durante tanto tiempo.
Es por tanto objeto de la presente invención las placas exentas de cuña o de efecto triángulo que se pueden obtener mediante este procedimiento. Estas placas se caracterizan por una superficie especialmente plana y capas de extrusión uniformes, o sea exentas de cuña. Es una forma de realización preferida una placa nervada recubierta por ambos lados.
El peine de la boquilla de extrusión contiene, además de los orificios, cortes y moldes habituales y necesarios para distintos fines, orificios que conducen a una parte del material fluido directamente al molde de nervio. En una forma de realización preferida, se conduce a este respecto el material desde una región inferior de la boquilla directamente más adelante al molde de nervio.
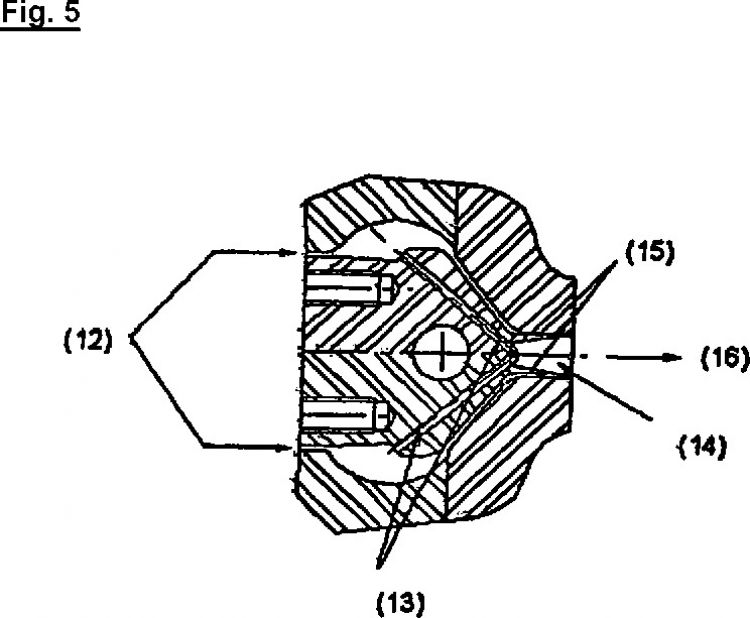
Se representa esquemáticamente una posible forma de realización de la boquilla al nivel de un molde de nervio en la Fig. 5 en forma de sección transversal.
El flujo de entrada de la mezcla fundida polimérica se realiza en (12). A través de los orificios (13), se realiza la conducción de la mezcla fundida al molde de nervio (14). (13) designa el molde del lado superior o inferior, la salida de la placa se realiza en (16).
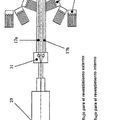
Es además objeto de la presente invención un producto que contiene las placas citadas. A este respecto, este producto que contiene por ejemplo la placa nervada multicapa citada, se selecciona preferiblemente del grupo compuesto por acristalamientos, invernaderos, jardines de invierno, porches, cobertizos para coches, marquesinas de autobús, techados, paredes divisoras, despachos de billetes y colectores solares.
La importancia esencial del procedimiento se basa en evitar el efecto triángulo que se pone de manifiesto negativamente si no mediante la formación de cuña y el desperdicio de material ligado a la misma,...
Reivindicaciones:
1. Placa nervada multicapa fabricada mediante coextrusión de la capa o capas de coextrusión (9, 10) con uno o varios coextrusores, caracterizada
porque dispone de capa o capas de coextrusión uniformes (9, 10) y
porque se puede obtener mediante extrusión de una capa de base con un extrusor principal, desviándose un flujo parcial del flujo material del material base, que se conduce directamente a la mitad del molde de nervio (8) que conforma los nervios.
2. Placa nervada según la reivindicación 1, caracterizada porque contiene un termoplástico transparente.
3. Placa nervada según la reivindicación 1, caracterizada porque todas las capas están basadas en el mismo termoplástico.
4. Placa nervada según la reivindicación 1, caracterizada porque está compuesta por policarbonato.
5. Placa nervada según la reivindicación 1, caracterizada porque la capa o capas de coextrusión (9, 10) sirven como protección contra UV.
6. Producto que contiene una placa nervada según las reivindicaciones 1 a 5.
7. Producto según la reivindicación 6, en el que el producto se selecciona del grupo compuesto por acristalamientos, invernaderos, jardines de invierno, galerías, cobertizos para coches, marquesinas de autobús, techados, paredes divisoras, despachos de billetes y colectores solares.
8. Placa nervada según la reivindicación 1, caracterizada porque es una placa nervada recubierta por ambos lados.
9. Placa nervada según la reivindicación 8, caracterizada porque el material de base y ambas capas de coextrusión (9, 10) están compuestos por policarbonato.
10. Placa nervada según la reivindicación 1, caracterizada porque es una placa nervada doble, una placa nervada triple o una placa nervada cuádruple.
Patentes similares o relacionadas:
PERFIL PARA JUNTA DE ESTANQUEIDAD CON IMAN Y PROCEDIMIENTO DE FABRICACION, del 10 de Noviembre de 2009, de REHAU AG + CO: Perfil para junta de estanqueidad de cloruro de polivinilo (PVC) que consiste en un elemento de sujeción y un elemento de estanqueidad flexible que incluye una banda magnética […]
 PROCEDIMIENTO Y DISPOSITIVO PARA CURVADO DE PERFILES, del 1 de Diciembre de 2007, de INDUSTRIAS TAPLA, S.L.: Procedimiento, que comprende la extrusión lineal de material termoplástico en un perfil caliente (7a) y no rigidizado, el cual es enrollado […]
PROCEDIMIENTO Y DISPOSITIVO PARA CURVADO DE PERFILES, del 1 de Diciembre de 2007, de INDUSTRIAS TAPLA, S.L.: Procedimiento, que comprende la extrusión lineal de material termoplástico en un perfil caliente (7a) y no rigidizado, el cual es enrollado […]
AGENTES DISPERSANTES EN COMPUESTOS, del 13 de Septiembre de 2011, de Advanced Polymerik Pty Limited: Una composicion que comprende (a) un polimero sintetico, (b) un talco como un relleno, en donde las particulas de talco tienen un tamano de particula […]
 CONTROL DE TAMAÑO DE PARTÍCULA MEDIO EN SEPARACIONES DE MEDIO DENSO EN SUSPENSIONES, del 4 de Abril de 2011, de MBA POLYMERS, INC.: Un método para separar una mezcla, el método comprende: desarrollar una o más separaciones de clasificación por aspereza en una suspensión que incluye […]
CONTROL DE TAMAÑO DE PARTÍCULA MEDIO EN SEPARACIONES DE MEDIO DENSO EN SUSPENSIONES, del 4 de Abril de 2011, de MBA POLYMERS, INC.: Un método para separar una mezcla, el método comprende: desarrollar una o más separaciones de clasificación por aspereza en una suspensión que incluye […]
PROCEDIMIENTO PARA LA PRODUCCION DE CUERPOS REFLECTORES DE LOS RAYOS IR A PARTIR DE UN MATERIAL SINTETICO RESISTENTE A LOS GOLPES, del 23 de Marzo de 2010, de EVONIK ROHM GMBH: Procedimiento para la producción de un cuerpo de material sintético reflector de los rayos IR, permeable a la luz, que se compone total o por lo menos […]
 PROCEDIMIENTO PARA LA OBTENCION DE UN CUERPO MOLDEADO A PARTIR DE UN POLICONDENSADO, del 30 de Diciembre de 2009, de BUHLER AG: Procedimiento para la obtención de un producto final a partir de un cuerpo moldeado, en especial a partir de un perfil, constituido por un policondensado, […]
PROCEDIMIENTO PARA LA OBTENCION DE UN CUERPO MOLDEADO A PARTIR DE UN POLICONDENSADO, del 30 de Diciembre de 2009, de BUHLER AG: Procedimiento para la obtención de un producto final a partir de un cuerpo moldeado, en especial a partir de un perfil, constituido por un policondensado, […]
DISTRIBUIDOR DE CAUDAL PARA UN UTILLAJE DE MOLDEO DE UN EQUIPO PARA MOLDEAR TUBOS CON EXTRUSORA SITUADA A DISTANCIA, del 18 de Julio de 2011, de LUPKE, MANFRED ARNO ALFRED LUPKE, STEFAN, A.: Equipo utilizado en el moldeo de un tubo de plástico, comprendiendo dicho equipo un suministrador de plástico (2, 2a, 2b, 2c, 2d) y un alimentador de plástico […]
 DISPOSITIVO PARA LA PRODUCCIÓN DE TUBOS DE PLÁSTICO, del 31 de Enero de 2011, de UNICOR GMBH: Dispositivo para la producción de tubos de plástico sin rebaba; con al menos un equipo de extrusión; con al menos un cabezal de inyección post-conectado […]
DISPOSITIVO PARA LA PRODUCCIÓN DE TUBOS DE PLÁSTICO, del 31 de Enero de 2011, de UNICOR GMBH: Dispositivo para la producción de tubos de plástico sin rebaba; con al menos un equipo de extrusión; con al menos un cabezal de inyección post-conectado […]