Dispositivo y procedimiento para distribuir una masa plástica de material sintético.
Dispositivo para distribuir una masa plástica de material sintético en un útil de extrusión (1),
especialmente un útilde extrusión de tubos, que comprende
un canal (5, 8) de masa fundida, una entrada (2) de masa fundida y al menos una salida (3) de masa fundida, endonde
entre la entrada (2) de masa fundida y la salida (3) de masa fundida está dispuesto un elemento de distribución (6)en el canal (5, 8) de masa fundida del útil de extrusión, y
en donde el elemento de distribución (6) se extiende axialmente entre la entrada de masa fundida y la salida demasa fundida en la dirección de extrusión o de fluencia de tal manera que en el elemento de distribución (6) estánprevistos unos taladros de flujo perpendiculares a la dirección de extrusión o de fluencia, con lo quese definen aguas arriba una zona de la entrada (2) de masa fundida y aguas abajo al menos una zona de la salida(3) de masa fundida, y en donde
están previstos unos medios (7) para fijar el elemento de distribución (6) a un anillo de unión (4) del útil de extrusión(1),
caracterizado por que
el elemento de distribución (6) está unido con el anillo de unión (4) en la zona de entrada (2) de masa fundida de talmanera que en la zona de la salida (3) de masa fundida se forma en el canal (5, 8) de masa fundida una rendijadefinida (9) para conformar una derivación destinada a esquivar parcialmente el elemento de distribución (6).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08150120.
Solicitante: battenfeld-cincinnati Germany GmbH.
Inventor/es: SEIBEL, STEFAN, DOHMANN,HEINRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/20
- B29C47/68
- B29C47/70
- B29C47/74
PDF original: ES-2414255_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para distribuir una masa plástica de material sintético.
La invención concierne a un dispositivo para distribuir una masa plástica de material sintético en un útil de extrusión, especialmente un útil de extrusión de tubos, que comprende una entrada de masa fundida y al menos una salida de masa fundida, estando dispuesto entre la entrada y la salida de masa fundida un elemento de distribución según las características del preámbulo de la reivindicación 1. Se conocen dispositivos de esta clase por los documentos USA-2 908 938, DE-A-103 15 906 y DE-A-198 46 158. La invención concierne también a un procedimiento según las características del preámbulo de la reivindicación 10.
Para la fabricación de tubos es necesario transformar la corriente cilíndrica de masa fundida de material sintético generada por un extrusor, con ayuda de un útil subsiguiente, en una corriente de masa fundida en forma de una rendija a modo de corona circular. Es importante para ello que la corriente de masa fundida que viene del extrusor se transforme en el útil, por medio de un mandril centralmente dispuesto, en el correspondiente flujo anular.
Para poder inmovilizar mecánicamente el mandril en el útil es necesario fijarlo a la carcasa exterior del útil con ayuda de elementos de unión. Los elementos de unión dividen la corriente de masa fundida que viene del extrusor en al menos dos ramales que se juntan seguidamente de nuevo mediante procedimientos correspondientes. En poliolefinas con un efecto grande de memoria los medios auxiliarse más auxiliares para ello están constituidos por distribuidores helicoidales y cestos tamizadores.
Los distribuidores helicoidales logran en general un buen mezclado axial y radial de las corrientes de los mismos sin costuras de ligadura, pero tienen que adaptarse en su configuración geométrica a los respectivos comportamientos de fluencia de las poliolefinas. Por tanto, las desventajas de este sistema de útil pueden verse en el complejo dimensionamiento de los canales de alimentación de masa fundida, el cual tiene su fundamento en el gran número de parámetros geométricos que se deben correlacionar unos con otros. Esto limita considerablemente la posibilidad de utilización de un distribuidor helicoidal dentro del gran ancho de banda de los tipos de poliolefinas.
Según enseña la experiencia, los distribuidores helicoidales con hélices relativamente profundas se pueden utilizar más universalmente, pero conducen a una alta duración de la distribución de la masa fundida en los filetes profundos de las hélices. Asimismo, en esta forma de realización tanto el tiempo de permanencia de las distintas rutas de fluencia como el intervalo de velocidad de cizalladura de las distintas partículas de masa fundida son sumamente heterogéneos. Las inhomogeneidades citadas conducen a temperaturas diferentes en la masa fundida y también al establecimiento de estados de orientación y repercuten finalmente de manera desventajosa en la calidad de los tubos.
Los útiles de cestos tamizadores tienen en principio el mismo cometido que los útiles de distribuidores helicoidales en la extrusión de tubos. Debido a su construcción, los cestos tamizadores hacen posible una desviación doble de la corriente de masa fundida, con lo que tiene lugar aquí también un buen mezclado y homogeneización de la masa fundida. En contraste con los distribuidores helicoidales, los cestos tamizadores se pueden utilizar más universalmente en poliolefinas. Además, el tiempo medio de permanencia es relativamente corto, pero también es aceptable para la producción el ancho total del espectro de distribución, como indicativo de la autolimpieza. Debido a la configuración total del principio del cesto tamizador, la zona de alta cizalladura de la masa fundida queda limitada al segmento tamizador, con lo que resulta pequeño el aumento disipativo de temperatura y, por tanto, el espectro de temperatura de las distintas partículas de la masa fundida es también relativamente constante.
La configuración actual del canal de afluencia ofrece un potencial de mejoras. Las corrientes de masas fundidas suministradas por los taladros del distribuidor desembocan en un toro, desde el cual se abastece el cesto tamizador con material en sentido perpendicular a la dirección de extrusión. En la zona de transición del canal de afluencia al recinto anular la masa fundida no está sometida a un inequívoco guiado forzado y, por tanto, hace posible que las distintas partículas de la masa fundida sigan rutas de fluencia muy diferentes. La dirección preferente de las corrientes de la masa fundida en la dirección de extrusión es formada por los taladros del distribuidor. Aparte de éstas, se forman flujos en la dirección de rotación de la sección transversal del toro para llenar el recinto anular. La impartición del flujo transversal corresponde a los trazados isobáricos que se ajusten en el toro.
Estos útiles de tamices tamizadores o bien placas tamizadoras presentan un gran número de taladros dispuestos uno al lado de otro, a través de los cuales se transporta la masa fundida. Después de la salida de la masa fundida del juego de toberas conformadoras del útil tubular se presiona la masa fundida tubular en el equipo de calibrado subsiguiente contra la pared interior del casquillo de calibrado – con la asistencia de un vacío aplicado – y dicha masa fundida tubular forma inmediatamente una piel exterior consolidada debido a la diferencia de temperatura. Como consecuencia del calibrado interior no existente y también del tiempo de endurecimiento o tiempo de solidificación relativamente largo, condicionado por el pequeño gradiente de temperatura y la mala transmisión de calor hacia el aire en el interior del tubo, el material sintético tiene una buena posibilidad de relajación. Debido a estos acontecimientos del proceso, se manifiesta, según el caso de aplicación, una estructura de franjas sobre la superficie interior del semiproducto o tubo. Según el campo de utilización y los materiales empleados, no se desea
esta superficie no lisa del lado interior del tubo.
Por tanto, el cometido de la invención consiste en ofrecer un dispositivo por medio del cual se garantice una superficie lo más lisa posible del perfil a generar, así como un procedimiento para influir sobre la calidad del producto. Este problema se resuelve con el dispositivo según las características de la reivindicación 1 y con el procedimiento según las características de la reivindicación 10. En las reivindicaciones subordinadas se indican perfeccionamientos ventajosos de la invención.
La solución del problema se caracteriza, en combinación con el preámbulo de la reivindicación 1, por que el elemento de distribución está sólidamente unido con el dispositivo, estando presente una rendija definida entre el elemento de distribución y una parte de base del dispositivo. A través de esta rendija definida, que preferiblemente está libre y se extiende periféricamente sin interrupción, se conduce de manera definida una cantidad determinada de material sintético y ésta se superpone así a las rutas de fluencia que se presentan en el elemento de distribución debido al gran número de taladros y suprime con ello la aparición de la superficie interior del tubo en forma de franjas o de la estructura de franjas. Dado que esta rendija, visto en la dirección de extrusión, está situada detrás de los taladros del elemento de distribución, la capa de material sintético conducida a través de la rendija casi se coloca debajo de la masa de material sintético conducida a través de los taladros del elemento de distribución.
La zona en la que está dispuesto el elemento de distribución está constituida de modo que en una parte de base del útil está dispuesto un anillo de unión con el cual se atornilla el elemento de distribución. Debido a este atornillamiento, el elemento de distribución se mantiene sujeto en una posición definida. Este anillo de unión puede configurarse de modo que, debido a la posición del elemento de distribución, pueda variarse, por medio de elementos de regulación usuales o por aplicación de un anillo intermedio, la rendija definida entre el elemento de distribución y la parte de base del útil. Por supuesto, es imaginable también que esta regulación pueda efectuarse desde fuera y durante el proceso, o sea, durante la fabricación de un tubo, puesto que, como se ha señalado más arriba, se aplica sobre la pared interior del tubo a través de la rendija definida una capa adicional de material sintético que viene prefijada por el ancho de la rendija. Si se constata durante la producción que la superficie interior del tubo no satisface todavía los requisitos... [Seguir leyendo]
Reivindicaciones:
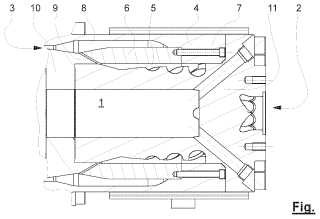
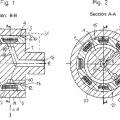
1. Dispositivo para distribuir una masa plástica de material sintético en un útil de extrusión (1) , especialmente un útil de extrusión de tubos, que comprende un canal (5, 8) de masa fundida, una entrada (2) de masa fundida y al menos una salida (3) de masa fundida, en donde entre la entrada (2) de masa fundida y la salida (3) de masa fundida está dispuesto un elemento de distribución (6) en el canal (5, 8) de masa fundida del útil de extrusión, y
en donde el elemento de distribución (6) se extiende axialmente entre la entrada de masa fundida y la salida de masa fundida en la dirección de extrusión o de fluencia de tal manera que en el elemento de distribución (6) están previstos unos taladros de flujo perpendiculares a la dirección de extrusión o de fluencia, con lo que se definen aguas arriba una zona de la entrada (2) de masa fundida y aguas abajo al menos una zona de la salida (3) de masa fundida, y en donde están previstos unos medios (7) para fijar el elemento de distribución (6) a un anillo de unión (4) del útil de extrusión (1) ,
caracterizado por que el elemento de distribución (6) está unido con el anillo de unión (4) en la zona de entrada (2) de masa fundida de tal manera que en la zona de la salida (3) de masa fundida se forma en el canal (5, 8) de masa fundida una rendija definida (9) para conformar una derivación destinada a esquivar parcialmente el elemento de distribución (6) .
2. Dispositivo según la reivindicación 1, caracterizado por que el elemento de distribución (6) está atornillado con el anillo de unión (4) .
3. Dispositivo según la reivindicación 1 ó 2, caracterizado por que el elemento de distribución (6) es un cesto tamizador, una placa tamizadora o un distribuidor radial.
4. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado por que la rendija definida (9) es una rendija anular.
5. Dispositivo según al menos una de las reivindicaciones anteriores, caracterizado por que se forma un primer canal (5) de masa fundida entre el elemento de distribución (6) y un elemento de predistribución (11) .
6. Dispositivo según al menos una de las reivindicaciones anteriores, caracterizado por que se forma un segundo canal (8) de masa fundida entre el elemento de distribución (6) y el anillo de unión (4) .
7. Dispositivo según la reivindicación 5 ó 6, caracterizado por que la rendija definida (9) es una derivación entre el primer canal (5) y el segundo canal (8) de masa fundida.
8. Dispositivo según la reivindicación 7, caracterizado por que la rendija definida (9) es de ancho variable.
9. Dispositivo según la reivindicación 8, caracterizado por que la variación del ancho de la rendija definida (9) se puede materializar por medio de una regulación térmica, termomecánica, electromecánica o mecánica.
10. Procedimiento para distribuir una masa plástica de material sintético en un útil de extrusión (1) , especialmente un útil de extrusión de tubos, que comprende un canal (5, 8) de masa fundida, una entrada (2) de masa fundida y al menos una salida (3) de masa fundida, y que comprende también
- la previsión de un elemento de distribución (6) entre la entrada (2) de masa fundida y la salida (3) de masa fundida en el canal (5, 8) de masa fundida del útil de extrusión, en donde
el elemento de distribución (6) se extiende axialmente entre la entrada de masa fundida y la salida de masa fundida en la dirección de extrusión o de fluencia de tal manera que en el elemento de distribución (6) están previstos unos taladros de flujo perpendiculares a la dirección de extrusión o de fluencia, con lo que se definen aguas arriba una zona de la entrada (2) de masa fundida y aguas abajo al menos una zona de la salida (3) de masa fundida,
- la previsión de unos medios (7) para fijar el elemento de distribución (6) a un anillo de unión (4) del útil de extrusión (1) ,
caracterizado por que el elemento de distribución (6) está unido con el elemento de unión (4) en la zona (en el lado) de la entrada (2) de
masa fundida de tal manera que en la zona de la salida (3) de masa fundida se forma en el canal (5, 8) de masa fundida una rendija definida (9) para conformar una derivación destinada a esquivar parcialmente el elemento de distribución (6) .
11. Procedimiento según la reivindicación 10, caracterizado por que el ancho de la rendija definida (9) se varía en función de la superficie interior medida del perfil y/o el caudal de la masa de material sintético a través de la rendija definida (9) se varía por influenciación térmica.
Patentes similares o relacionadas:
Dispositivo para el reciclaje de plásticos, del 17 de Enero de 2018, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Disposición para el reciclaje de plásticos que comprende: a) por lo menos una unidad de procesamiento , en particular un compresor de corte […]
Dispositivo para la extrusión de material sintético termoplástico, del 7 de Junio de 2017, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para la extrusión de material sintético termoplástico, con tornillo sinfín de extrusor alojado en una carcasa , que comprende […]
 Dispositivo y procedimiento para la producción de un material compuesto polimérico relleno, del 16 de Marzo de 2016, de STARLINGER & CO. GESELLSCHAFT M. B. H.: Dispositivo para la producción de un material compuesto polimérico relleno , que contiene un sustrato polimérico y un material de fibras […]
Dispositivo y procedimiento para la producción de un material compuesto polimérico relleno, del 16 de Marzo de 2016, de STARLINGER & CO. GESELLSCHAFT M. B. H.: Dispositivo para la producción de un material compuesto polimérico relleno , que contiene un sustrato polimérico y un material de fibras […]
 Procedimiento y dispositivo para la limpieza de un fluido, del 4 de Enero de 2016, de Aurotec GmbH: Procedimiento para la limpieza de un fluido con un dispositivo de filtración que presenta una carcasa con al menos una entrada y al menos una salida (21, […]
Procedimiento y dispositivo para la limpieza de un fluido, del 4 de Enero de 2016, de Aurotec GmbH: Procedimiento para la limpieza de un fluido con un dispositivo de filtración que presenta una carcasa con al menos una entrada y al menos una salida (21, […]
 Dispositivo para pretratar materiales sintéticos, del 16 de Diciembre de 2015, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para pretratar y, a continuación, plastificar materiales sintéticos, en particular residuos de material termoplástico para fines de reciclaje, con un recipiente […]
Dispositivo para pretratar materiales sintéticos, del 16 de Diciembre de 2015, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para pretratar y, a continuación, plastificar materiales sintéticos, en particular residuos de material termoplástico para fines de reciclaje, con un recipiente […]
 Proceso y equipo de extrusión de espuma de poliéster que pueden ser utilizados en plantas para la fabricación de láminas, planchas o tubos de espuma de poliéster, del 10 de Diciembre de 2015, de COSTRUZIONI MECCANICHE LUIGI BANDERA S.P.A.: Equipo de extrusión de espuma de poliéster que comprende un armazón termorregulado dotado de una entrada de alimentación de material de poliéster […]
Proceso y equipo de extrusión de espuma de poliéster que pueden ser utilizados en plantas para la fabricación de láminas, planchas o tubos de espuma de poliéster, del 10 de Diciembre de 2015, de COSTRUZIONI MECCANICHE LUIGI BANDERA S.P.A.: Equipo de extrusión de espuma de poliéster que comprende un armazón termorregulado dotado de una entrada de alimentación de material de poliéster […]
Procedimiento para el reciclado de plásticos, del 31 de Diciembre de 2014, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Procedimiento para el reciclado de plásticos que comprende los siguientes pasos de procesamiento: a) procesamiento del material de partida, triturándose […]
 Dispositivo de filtrado para fluidos, del 30 de Julio de 2014, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo de filtrado para fluidos, en particular para materiales sintéticos termoplásticos, que comprende un soporte de tamices que presenta una […]
Dispositivo de filtrado para fluidos, del 30 de Julio de 2014, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo de filtrado para fluidos, en particular para materiales sintéticos termoplásticos, que comprende un soporte de tamices que presenta una […]