DISPOSITIVO Y PROCEDIMIENTO PARA OBTENCION DE ENVASES A PARTIR DE UNA LAMINA TERMOCONFORMADA.
Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3),
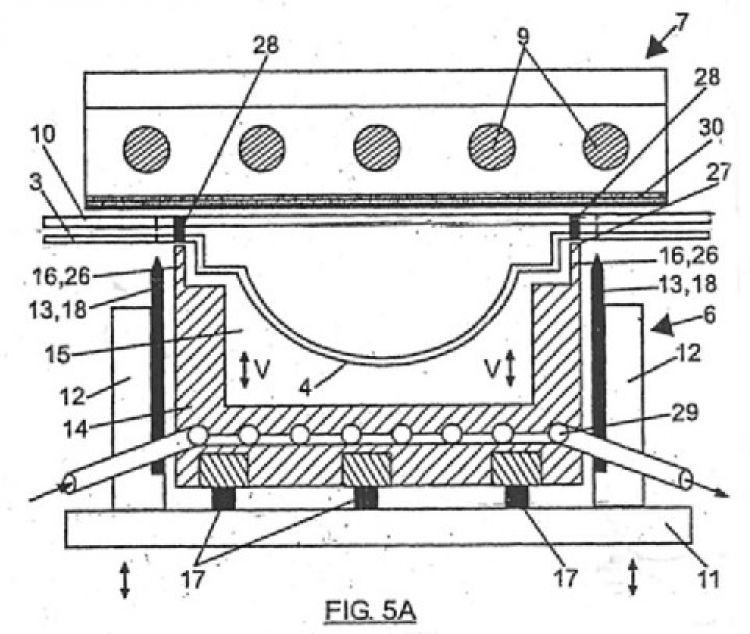
que comprende una estación de sellado y troquelado (5) dotada de un cuerpo inferior (6) y un cuerpo superior (7), suministrándose entre la lámina termoconformada (3) y el cuerpo superior (7) un film de cierre (10) configurado para ser termosoldado, comprendiendo dicho cuerpo inferior (6); una base (11), un cuerpo interior (14) y medios de amortiguación (17), dichos medios de amortiguación (17) configurados para que en un mismo ciclo de trabajo el cuerpo interior (14) adopte una primera posición de soldadura del film de cierre (10) con la lámina termoconformada (3) y una segunda posición de troquelado de la lámina termoconformada (3) y el film de cierre (10)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200802287.
Solicitante: MIRET GAYET,XAVIER.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: MIRET GAYET,XAVIER.
Fecha de Solicitud: 31 de Julio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 4 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B29C65/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando vibraciones ultrasonoras.
- B29C65/74 B29C 65/00 […] › por soldadura y corte.
- B65B61/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar.
- B65B7/16 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
Clasificación PCT:
- B29C65/08 B29C 65/00 […] › utilizando vibraciones ultrasonoras.
- B29C65/74 B29C 65/00 […] › por soldadura y corte.
- B65B61/00 B65B […] › Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar.
- B65B7/16 B65B 7/00 […] › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
Fragmento de la descripción:
Dispositivo y procedimiento para obtención de envases a partir de una lámina termoconformada.
Objeto de la invención
La presente invención se refiere a un dispositivo para la obtención de envases a partir de una lámina termoconformada que contiene el producto a envasar en su interior. Dicho dispositivo ha sido especialmente diseñado para optimizar y simplificar los procedimientos conocidos en el estado de la técnica, presentando respecto a los mismos; una mayor eficiencia energética, una reducción del tiempo de proceso, una disminución de las materias primas y un alto acabado estético de los envases obtenidos.
La presente invención resulta especialmente idónea tanto para el envasado de productos industriales como para el envasado de productos alimentarios.
Antecedentes de la invención
En la industria del envasado de productos, tanto industriales como alimentarios, son conocidos procedimientos de envasado en los que se parte de una lámina termoconformada que presenta un movimiento a lo largo de una dirección de avance en la que se van sucediendo todas las etapas del procedimiento de envasado. Dicha lámina termoconformada comprende una pluralidad de cavidades en las que previamente ha sido depositado en su interior el producto a envasar. Una vez dichas cavidades son selladas y separadas de la lámina se obtiene el envase. Generalmente, tras la etapa de rellenado de las cavidades de la lámina termoconformada le suceden una etapa de sellado de las mismas y una posterior etapa de corte que separa dichas cavidades de la lámina termoconformada y que deposita los envases obtenidos sobre medios de transporte que trasladan dichos envases hacia una posterior etapa de empaquetado de los mismos para su expedición.
Como se ha visto anteriormente, en los procedimientos conocidos las etapas de sellado y corte se llevan a cabo en dos etapas sucesivas de carácter independiente.
La etapa de sellado se produce por termosoldadura de un film de cierre, dispuesto sobre la lámina termoconformada, que produce el sellado de las cavidades. Dicho film de cierre presenta un recubrimiento termosellable,en al menos una de sus caras que lo hace adecuado para ser termosoldado. Dado que este sistema de soldadura se produce por calor, el film de cierre se calienta y tiende a presentar deformaciones incontrolables que con frecuencia suelen desplazar el cordón de soldadura. Esto presenta un importante problema en la siguiente etapa de corte. En concreto, cuando la lámina termoconformada afronta esta etapa se encuentra con unos medios de corte en posición fija, mientras que como se ha explicado, el cordón de soldadura ha sufrido un desplazamiento incontrolado y por lo tanto indefinido. Ello genera en frecuentes ocasiones errores de corte que pueden dar lugar a; no dejar el suficiente grosor del cordón de soldadura para garantizar el correcto sellado del envase, o por el contrario, cortar más allá del cordón de soldadura dejando un envase con un bajo nivel de acabado estético. Para reducir el riesgo de error en la etapa de corte suele recurrirse a la ampliación de los grosores del cordón,de soldadura. De modo que, desplazamientos incontrolados de la lámina de cierre de unos pocos milímetros tras la etapa de sellado son compensados por un incremento del grosor del cordón de soldadura.
Obviamente, esta solución presenta importantes inconvenientes como son; mayor consumo energético y mayor tiempo de proceso debido a que el cordón de soldadura es mayor y requiere más aportación de calor y tiempo, mayor consumo de materias primas (film de cierre y lámina termoconformada) debido a que las cavidades presentan una mayor separación entre ellas, y finalmente un bajo nivel de acabado estético debido a que con frecuencia el corte del envase es asimétrico, ya que pocas veces se corta por el centro del cordón del soldadura.
La presente invención resuelve de manera plenamente satisfactoria los problemas anteriormente expuestos, gracias a un dispositivo y a un procedimiento para obtención de envases que permiten llevar a cabo una etapa de sellado y troquelado en un mismo proceso, con grosores del cordón de soldadura tan pequeños que pueden llegar a ser incluso de 0,5 milímetros.
Descripción de la invención
Para resolver los problemas expuestos anteriormente, el dispositivo para obtención de envases de la presente invención parte de una lámina termoconformada que se desplaza a lo largo de una dirección de avance. Dicha lámina termoconformada está dotada de una pluralidad de cavidades que contienen un producto envasado en su interior, tras haber pasado previamente por una etapa de rellenado. Adicionalmente, la lámina termoconformada puede haber pasado previamente también por una etapa de etiquetado en la que se hayan dispuesto medios publicitarios y/o de identificación del producto sobre la misma, como por ejemplo cartones y/o cualquier otro tipo de etiquetas. También es posible que la lámina termoconformada incorpore dichos medios publicitados y/o de identificación del producto impresos sobre la misma.
Dicho dispositivo comprende una estación de sellado y troquelado que a su vez comprende un cuerpo inferior y un cuerpo superior confrontado con el cuerpo inferior. El cuerpo inferior está dotado de medios de desplazamiento configurados para desplazar el cuerpo inferior entre una posición inferior de alimentación de la lámina termoconformada y una posición superior de trabajo en la que se produce la soldadura y el troquelado. El cuerpo superior está dotado de elementos calefactores adecuados para llevar a cabo la termosoldadura.
Dicho dispositivo comprende también medios de suministro de un film de cierre configurado para ser termosoldado a la lámina termoconformada, siendo el film de cierre suministrado entre la lámina termoconformada y el cuerpo superior. El film de cierre también puede estar impreso con fines publicitarios y/o de identificación del producto.
A su vez, el cuerpo inferior comprende una base, un cuerpo interior y medios de amortiguación.
Preferentemente la base presenta un contorno rectangular de superficie plana con el grosor adecuado, aunque puede presentar otros tipos de formas circulares o poligonales. Sobre la base se dispone una pared exterior dotada de medios de troquelado dispuestos perimetralmente de acuerdo al contorno de troquelado que se desee para el envase. Preferentemente, los medios de troquelado se disponen por la cara interior de la pared exterior.
El cuerpo interior está dispuesto dentro de la pared exterior y comprende medios de alojamiento de al menos una de las cavidades de la lámina termoconformada y medios de soldadura.
Los medios de amortiguación están ubicados entre la base y el cuerpo interior. Dichos medios de amortiguación están configurados para dotar al cuerpo interior de un movimiento relativo en dirección vertical respecto a la pared exterior y a los medios de troquelado a medida que el cuerpo inferior es desplazado en sentido ascendente en la posición de trabajo, para que dicho cuerpo interior adopte en un mismo ciclo de trabajo; una primera posición de soldadura del film de cierre con la lámina termoconformada y una segunda posición de troquelado de la lámina termoconformada y el film de cierre.
Los medios de amortiguación están seleccionados entre, materiales elásticos o elastómeros, amortiguadores mecánicos como por ejemplo muelles, amortiguadores neumáticos, amortiguadores hidráulicos, amortiguadores oleohidráulicos, amortiguadores de gas y combinaciones de los mismos. Preferentemente la presente invención contempla el empleo de amortiguadores de gas, debido a que presentan un bajo nivel de fatiga y por lo tanto un elevado tiempo de vida útil. Además, ajustando la cantidad de gas contenido en su interior puede regularse la absorción de energía del mismo.
Preferentemente los medios de troquelado comprenden una cuchilla metálica dispuesta a lo largo de la pared exterior con el contorno de troquelado deseado para el envase. Pudiendo adoptar dicho contorno tanto una forma rectangular, como cualquier otra forma poligonal o circular.
Dicha cuchilla metálica comprende al menos una muesca en su filo configurada para crear nervios de unión entre las cavidades y la lámina termoconformada durante el troquelado. Preferentemente la cuchilla metálica comprende al menos dos muescas enfrentadas.
La finalidad de los nervios de unión es permitir que tras las etapas de sellado y troquelado, las cavidades no se desprendan de la lámina termoconformada y puedan seguir unidas a ésta para ser transportadas...
Reivindicaciones:
1. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), dicha lámina termoconformada (3) desplazándose a lo largo de una dirección de avance (D) y estando dotada de una pluralidad de cavidades (4) con un producto envasado en su interior, comprendiendo dicho dispositivo (1)
una estación de sellado y troquelado (5) que comprende:
medios de suministro (42) de un film de cierre (10) configurado para ser termosoldado a la lámina termoconformada (3), siendo el film de cierre (10) suministrado entre la lámina termoconformada (3) y el cuerpo superior (7);
caracterizado porque el cuerpo inferior (6) comprende;
- i) una base (11) sobre la que se dispone una pared exterior (12) dotada de medios de troquelado (13) dispuestos perimetralmente;
- ii) un cuerpo interior (14) dispuesto dentro de la pared exterior (12) que comprende; medios de alojamiento (15) de al menos una de las cavidades (4) de la lámina termoconformada (3);
- iii) medios de amortiguación (17), ubicados entre la base (11) y el cuerpo interior (14), configurados para dotar al cuerpo interior (14) de un movimiento relativo en dirección vertical (V) respecto a la pared exterior (12) y a los medios de troquelado (13) a medida que el cuerpo inferior (6) es desplazado en sentido ascendente en la posición de trabajo, para que dicho cuerpo interior (14) adopte en un mismo ciclo de trabajo;
2. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según la reivindicación 1 caracterizado porque los medios de troquelado (13) comprenden una cuchilla metálica (18) dispuesta a lo largo de la pared exterior (12) que comprende al menos una muesca (19) en un filo configurada para crear nervios de unión (20) entre las cavidades (4) y la lámina termoconformada (3) durante el troquelado.
3. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según la reivindicación 2 caracterizado porque la cuchilla metálica (18) comprende al menos dos muescas (19) enfrentadas.
4. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-3 caracterizado porque la base (11) del cuerpo inferior (6) comprende además medios de corte (21) dispuestos en el interior de la pared exterior (12) configurados para conformar en el envase medios de presentación (22).
5. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según reivindicación 4 caracterizado porque los medios de presentación (22) comprenden al menos un orificio (23) que atraviesa la lámina termoconformada (3) y el film de cierre (10).
6. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según la reivindicación 5 caracterizado porque los medios de corte (21) comprenden al menos una segunda cuchilla metálica (24) cuyo extremo define el contorno del orificio (23).
7. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 4-6 caracterizado porque el cuerpo interior (14) comprende al menos un orificio pasante (25) configurado para ser atravesado por los medios de corte (21).
8. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-7 caracterizado porque los medios de soldadura (16) comprenden una ala perimetral (26) dispuesta sobre el cuerpo interior (14) dotada de un área de soldadura (27) configurada para crear un cordón de soldadura (28) sobre la lámina termoconformada (3) y el film de cierre (10) durante la soldadura.
9. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-8 caracterizado porque los medios de amortiguación (17) están seleccionados entre, materiales elásticos, amortiguadores mecánicos, amortiguadores neumáticos, amortiguadores hidráulicos, amortiguadores oleohidráulicos, amortiguadores de gas y combinaciones de los mismos.
10. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-9 caracterizado porque el cuerpo interior (14) además comprende medios de refrigeración (29) que comprenden un circuito hidráulico en el interior del cuerpo interior (14) por el que circula un fluido refrigerante.
11. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-10 caracterizado porque el cuerpo superior (7) además comprende una sufridera metálica (30) configurada para amortiguar golpes de los medios de troquelado (13) y de los medios de corte (21) durante el troquelado.
12. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según la reivindicación 11 caracterizado porque la sufridera metálica (30) comprende una capa de material antiadherente para evitar que se acumule material residual sobre la sufridera metálica (30) después de la soldadura y el troquelado de la lámina termoconformada (3).
13. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-12 caracterizado porque los medios de desplazamiento (8) comprenden una rodillera (31) situada bajo la base (11):
configurada para conducir un desplazamiento de la base (11) a lo largo de al menos un guiador (32).
14. Dispositivo (1) para obtención, de envases (2) a partir de una lámina termoconformada (3), según la reivindicación 13 caracterizado porque los medios de desplazamiento (8) comprenden al menos dos cilindros neumáticos (33) configurados para acompañar el desplazamiento de la base (11), repartir cargas dinámicas de los medios de desplazamiento (8) y liberar carga de la rodillera (31).
15. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-14 caracterizado porque comprende una estación de refrigeración (34) de la lámina termoconformada (3) después de la estación de sellado y troquelado (5).
16. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según la reivindicación 15 caracterizado porque la estación de refrigeración (34) comprende un módulo de alimentación (35) dotado de movimiento vertical y confrontado con un módulo de refrigeración (36), comprendiendo dicho módulo de alimentación (35) medios de recepción (37) de las cavidades (4) de lámina termoconformada (3).
17. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-16 caracterizado porque comprende una estación de extracción (38) de los envases (2) que comprende al menos un sonotrodo (39) dotado de movimiento configurado para la eliminación de los nervios de unión (20) por ultrasonidos.
18. Dispositivo (1) para obtención de envases (2) a partir de una lámina termoconformada (3), según cualquiera de las reivindicaciones 1-17 caracterizado porque la estación de extracción (38) de los envases (2) comprende al menos una ventosa (40) dotada de movimiento configurada para sujetar el envase (2) durante la eliminación de los nervios de unión (20) y depositar dicho envase (2) sobre medios de transporte (41).
19. Procedimiento para obtención de envases (2) a partir de una lámina termoconformada (3) que se desplaza a lo largo de una dirección de avance (D) y está dotada de una pluralidad de cavidades (4) con un producto envasado en su interior, comprendiendo el procedimiento:
alimentar una estación de sellado y troquelado (5) con la lámina termoconformada (3);
disponer un film de cierre (10) sobre la lámina termoconformada (3);
soldar la lámina termoconformada (3) con el film de cierre (10);
troquelar el film de cierre (10) y la lámina termoconformada (3);
caracterizado porque:
el proceso de soldadura y troquelado se producen en un mismo ciclo de trabajo mediante el empleo de medios de amortiguación (17) que a medida que se comprimen permiten adoptar;
20. Procedimiento según la reivindicación 19 caracterizado porque además comprende extraer aire de las cavidades (4) de la lámina termoconformada (3), anteriormente o durante el proceso de soldadura y troquelado.
21. Procedimiento según la reivindicación 20 caracterizado porque además comprende inyectar gases inertes en las cavidades (4) de la lámina termoconformada (3) después de la extraer el aire de las cavidades (4).
22. Procedimiento según cualquiera de las reivindicaciones 19-21 caracterizado porque además comprende después del proceso de soldadura y troquelado, enfriar la lámina termoconformada (3) y el film de cierre (10).
23. Procedimiento según cualquiera de las reivindicaciones 19-22 caracterizado porque además comprende extraer los envases (2) de la lámina termoconformada (3) mediante al menos un sonotrodo (39).
24. Procedimiento según cualquiera de las reivindicaciones 19-23 caracterizado porque además comprende depositar los envases (2) sobre medios de transporte (41) mediante al menos una ventosa (40).
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Máquina rotatoria y procedimiento para el sellado de bolsas de láminas, del 6 de Mayo de 2020, de Pouch Partners GmbH: Máquina rotatoria (M), en particular máquina llenadora rotatoria (F), al menos para el sellado continuo de bolsas de láminas (B) individuales a través de […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]