NUCLEO O MACHO DE FUNDICION A BASE DE BORATOS DE POTASIO QUE COMPRENDE UNA CAVIDAD DE DISOLUCION.
Núcleo o macho (10) para la realización de formas huecas por fundición,
obtenido por moldeo de una colada de sales minerales fundidas dentro de un molde (16),
caracterizado porque comprende una cavidad (26) interior destinada a permitir que un disolvente tenga acceso por capilaridad al centro del núcleo o macho con el fin de acelerar la disolución dentro de la pieza (12) después del uso del núcleo o macho
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04300450.
Solicitante: RENAULT S.A.S..
Nacionalidad solicitante: Francia.
Dirección: 13-15 QUAI ALPHONSE LE GALLO,92100 BOULOGNE BILLANCOURT.
Inventor/es: LE NEZET, ANDRE.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Julio de 2004.
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B22C7/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 7/00 Modelos; Su fabricación si no está prevista en otras clases. › Cajas de machos.
- B22C9/10C
- B22D29/00A1
Clasificación PCT:
- B22C7/06 B22C 7/00 […] › Cajas de machos.
- B22C9/10 B22C […] › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Machos; Fabricación o colocación de los machos.
- B22D17/22 B22 […] › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión. › Moldes metálicos (su fabricación, veáse la clase apropiada, p. ej. B23P 15/24 ); Planchas de moldes; Soportes de moldes; Equipo para el enfriamiento de los moldes; Accesorios para la extracción y la eyección de las piezas fuera del molde.
Clasificación antigua:
- B22C7/06 B22C 7/00 […] › Cajas de machos.
- B22C9/10 B22C 9/00 […] › Machos; Fabricación o colocación de los machos.
- B22D17/22 B22D 17/00 […] › Moldes metálicos (su fabricación, veáse la clase apropiada, p. ej. B23P 15/24 ); Planchas de moldes; Soportes de moldes; Equipo para el enfriamiento de los moldes; Accesorios para la extracción y la eyección de las piezas fuera del molde.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Núcleo o macho de fundición a base de boratos de potasio que comprende una cavidad de disolución.
El invento se refiere a un núcleo o macho para la realización de formas huecas por fundición, un molde y un procedimiento para la realización del citado núcleo o macho.
Más en concreto, el invento se refiere a un núcleo o macho para la realización de formas huecas por fundición, obtenido por moldeo de una colada de sales minerales fundidas dentro de un molde.
El documento JP-A-0.1.306043 describe y representa un sistema para el moldeo de un núcleo o macho dentro de una cavidad (2) con forma de U
de un molde (1). El material (10) fundido con la ayuda del cual se realiza el núcleo o macho se introduce en el molde (1) por medio de una válvula (5) situada en el extremo de una de las patas de la U
. A continuación se cierra la válvula (5) de manera que el material (10), al enfriarse, se retrae con respecto a las paredes de la cavidad (2) del molde (1). A continuación, se abren la válvula (5) y una válvula (6) situada en el extremo de la pata opuesta de la U
y se provoca una aspiración mediante dichas válvulas para extraer el núcleo o macho del molde (1) de un solo bloque.
En este documento el núcleo o macho se extrae de un solo bloque. Ahora bien, esto no siempre es posible.
El documento FR-2.819.205 describe un núcleo o macho que comprende sales minerales tales como metaborato o monoborato de potasio, diborato de potasio, triborato de potasio, tetraborato de potasio, o incluso pentaborato de potasio.
Un núcleo o macho de este tipo es compatible con los procedimientos de fundición bajo presión, para la realización de formas huecas de geometrías finas, y es también compatible con todos los tipos de aleaciones ligeras utilizadas en esos procedimientos.
Especialmente, este núcleo o macho permite realizar piezas que comprenden formas huecas de geometrías complejas y que presentan un buen estado superficial, al mismo tiempo que garantiza la limpieza de las cavidades.
El núcleo o macho se puede utilizar en un procedimiento de fundición bajo presión, pero también se puede utilizar en un procedimiento de fundición con colada por gravedad, con vistas a mejorar el estado superficial de las cavidades y con vistas a realizar cavidades de geometrías más complejas, en comparación con un procedimiento de fundición con colada por gravedad que utilice un núcleo o macho a base de arena o de sales minerales clásicas.
En el documento EP-0.613.742 se describe también un núcleo o macho de este tipo.
Después del moldeo de una pieza de fundición con la ayuda de un núcleo o macho de este tipo se debe retirar el núcleo o macho, cualquiera que sea, de la pieza bruta de desmoldeo con el fin de poder utilizar y/o mecanizar la citada pieza.
En el caso particular de los núcleos o machos del tipo descrito anteriormente que se disuelven en el agua, se ha comprobado que la disolución del núcleo o macho se produce según un frente de disolución que se extiende desde un extremo del núcleo o macho, por el cual se encamina el agua, hasta su extremo opuesto.
Este fenómeno se opone a una disolución rápida del núcleo o macho, y debido a ello aumenta el tiempo durante el cual la pieza procedente de fundición está inmovilizada a la espera de la disolución de su(s) núcleo(s) o macho(s).
Para remediar este inconveniente, el invento proporciona un núcleo o macho del tipo descrito anteriormente que comprende medios destinados a favorecer la penetración del agua en el núcleo o macho y, por consiguiente, a acelerar su disolución, como se define en la reivindicación 1.
Con este objetivo el invento proporciona un núcleo o macho del tipo descrito anteriormente, caracterizado porque comprende una cavidad interior destinada a permitir, después del uso del núcleo o macho para la realización de una pieza de fundición, que un disolvente tenga acceso por capilaridad al centro de dicho núcleo o macho con el fin de acelerar la disolución.
De acuerdo con otras características del invento:
El invento se refiere también a un procedimiento para la realización de un núcleo o macho del tipo descrito anteriormente, como se define en la reivindicación 4 que comprende al menos una operación de moldeo del núcleo o macho, caracterizado porque la operación de moldeo es seguida por una operación de enfriamiento rápido de la superficie exterior del núcleo o macho.
De acuerdo con otras características del procedimiento:
El invento se refiere además a un molde para la realización de un núcleo o macho que comprende medios de enfriamiento situados cerca de la pared de la cavidad del molde.
De acuerdo con otra característica del molde, éste comprende medios internos de calentamiento.
Otras características y ventajas del invento se harán evidentes con la lectura de la siguiente descripción detallada para cuya comprensión se hará referencia a los dibujos adjuntos, en los cuales:
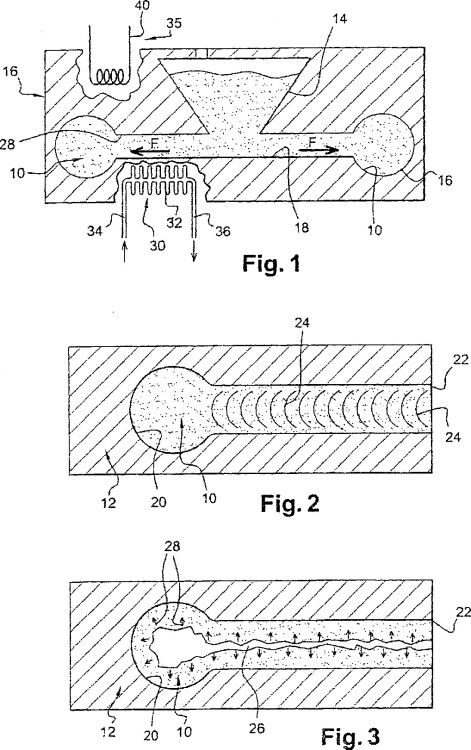
- la figura 1 es una vista esquemática en sección longitudinal con rotura de un molde y de un núcleo o macho de acuerdo con el invento durante una operación de moldeo por colada en racimo del núcleo o macho de acuerdo con el invento;
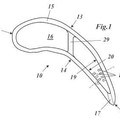
- la figura 2 es una vista esquemática en sección longitudinal que representa la disolución de un núcleo o macho convencional en una pieza de fundición;
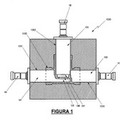
- la figura 3 es una vista esquemática en sección longitudinal que representa la disolución de un núcleo o macho de acuerdo con el invento en una pieza de fundición.
En la descripción siguiente, números de referencia idénticos designan piezas idénticas o que tienen funciones similares.
En la figura 1 se ha representado una operación de moldeo por colada en racimo de dos núcleos o machos 10 destinados a la realización de una pieza de fundición del tipo de la pieza 12 que se ha representado en las figuras 2 y 3.
Como ilustra la figura 1, durante la operación de moldeo del núcleo o macho 10 se realiza una colada de sales minerales fundidas en una tolva 14 de alimentación de un molde 16. La tolva de alimentación comunica en su extremo inferior con una cavidad 18 del molde 16.
Al menos una parte de las sales minerales se elige por ejemplo entre los boratos de potasio para obtener un núcleo o macho 10 que presente características mecánicas elevadas.
En estas condiciones, las sales minerales se distribuyen por gravedad dentro de la cavidad 18 del molde 16 siguiendo las flechas F
para constituir, después del enfriamiento, el núcleo o macho 10.
El resultado obtenido es un núcleo o macho 10 análogo al que se ha representado en las figuras 2 y 3.
Como ilustran las figuras 2 y 3, una pieza 12 de fundición que comprende una forma 20 hueca se obtiene mediante una operación de moldeo con el núcleo o macho 10 obtenido anteriormente. La forma 20 hueca es complementaria del núcleo o macho 10, y para poder utilizar esta forma 20 hueca es necesario disolver el núcleo o macho 10 con la ayuda de un disolvente, por ejemplo agua en el caso de un núcleo o macho 10 de acuerdo con el invento que comprende sales a base de borato de potasio.
Como ilustra la figura 2 que representa una operación de disolución de un núcleo o macho 10 convencional, el disolvente se introduce por una abertura 22 de extremo de la pieza 12. Con el núcleo o macho 10 convencional lleno que se ha representado en la figura 2, el disolvente se propaga dentro del núcleo o macho 10...
Reivindicaciones:
1. Núcleo o macho (10) para la realización de formas huecas por fundición, obtenido por moldeo de una colada de sales minerales fundidas dentro de un molde (16),
caracterizado porque comprende una cavidad (26) interior destinada a permitir que un disolvente tenga acceso por capilaridad al centro del núcleo o macho con el fin de acelerar la disolución dentro de la pieza (12) después del uso del núcleo o macho.
2. Núcleo o macho (10) de acuerdo con la reivindicación precedente, caracterizado porque la cavidad (26) interior se conforma durante el moldeo de dicho núcleo o macho.
3. Núcleo o macho (10) de acuerdo con la reivindicación precedente, caracterizado porque la cavidad (26) está constituida por un rechupe interno del núcleo o macho obtenido como consecuencia de un enfriamiento más rápido de su superficie (28) exterior que de su centro.
4. Procedimiento de fabricación de un núcleo o macho (10) de acuerdo con la reivindicación 3, caracterizado porque la operación de moldeo es seguida por una operación de enfriamiento rápido de la superficie (28) exterior del núcleo o macho (10).
5. Procedimiento de fabricación de un núcleo o macho (10) de acuerdo con la reivindicación precedente, caracterizado porque, durante la operación de enfriamiento rápido de la superficie (28) exterior del núcleo o macho (10), se enfría rápidamente la pared de una cavidad (18) del molde (16) en contacto con el núcleo o macho (10) con la ayuda de medios (30) de enfriamiento situados cerca de la pared de la cavidad (18) del molde (16).
6. Procedimiento de fabricación de un núcleo o macho (10) de acuerdo con una de las reivindicaciones 4 ó 5 precedentes, caracterizado porque las sales minerales fundidas se cuelan por gravedad dentro del molde (16) durante la operación de moldeo del núcleo o macho.
7. Procedimiento de fabricación de un núcleo o macho (10) de acuerdo con una de las reivindicaciones 4 a 6 precedentes, caracterizado porque comprende una operación preliminar de calentamiento del molde (16) con la ayuda de medios (38) de calentamiento internos al molde (16), antes de la operación de moldeo, con vistas a disminuir la diferencia inicial de temperatura entre las sales minerales y el molde (16).
Patentes similares o relacionadas:
Procedimiento para la fabricación de un alimentador con un tejido a modo de red que recubre la abertura de alimentador del mismo, del 18 de Diciembre de 2019, de GTP Schäfer Gießtechnische Produkte GmbH: Procedimiento para la fabricación de un alimentador previsto para la inserción en un molde de fundición utilizado en la fundición de metales con un cuerpo de alimentador […]
Equipos para fabricar núcleos de fundición, del 28 de Agosto de 2019, de FRENI BREMBO S.P.A.: Un equipo para fabricar núcleos de fundición, que comprende un molde dispuesto con una o más cajas de núcleo y uno o más canales de […]
Núcleo cerámico con inserción compuesta para planos aerodinámicos fundidos, del 12 de Octubre de 2016, de HOWMET CORPORATION: Un método de realización de un núcleo cerámico multipared para la fundición de un plano aerodinámico con uno o más pasos de refrigeración […]
 Procedimiento para la fabricación técnica por fundición de una pala para una turbina de gas así como útil para la fabricación de un núcleo de fundición para la fabricación técnica por fundición de la pala, del 31 de Octubre de 2013, de ALSTOM TECHNOLOGY LTD: Procedimiento para la fabricación técnica por fundición de una pala para una turbina de gas, cuya pala presenta un canto delantero y un canto trasero , así […]
Procedimiento para la fabricación técnica por fundición de una pala para una turbina de gas así como útil para la fabricación de un núcleo de fundición para la fabricación técnica por fundición de la pala, del 31 de Octubre de 2013, de ALSTOM TECHNOLOGY LTD: Procedimiento para la fabricación técnica por fundición de una pala para una turbina de gas, cuya pala presenta un canto delantero y un canto trasero , así […]
 MOLDE METÁLICO PARA FABRICAR UN CUERPO RECTO DE CERA PARA VÁLVULA Y CUERPO RECTO METÁLICO PARA VÁLVULA QUE SE OBTIENE, del 12 de Abril de 2012, de FARAON CHAUL HUERTA, Adma Elena: La presente invención se refiere a un molde metálico para la fabricación de un cuerpo recto de cera para válvula y el cuerpo recto metálico que se […]
MOLDE METÁLICO PARA FABRICAR UN CUERPO RECTO DE CERA PARA VÁLVULA Y CUERPO RECTO METÁLICO PARA VÁLVULA QUE SE OBTIENE, del 12 de Abril de 2012, de FARAON CHAUL HUERTA, Adma Elena: La presente invención se refiere a un molde metálico para la fabricación de un cuerpo recto de cera para válvula y el cuerpo recto metálico que se […]
 UNA BANDA DE FRENADO, UN DISCO VENTILADO DE FRENO DE DISCO Y UNA CAJA DE MUESTRAS PARA LA PRODUCCION DE UN NUCLEO DE DISCO DE FRENO, del 29 de Junio de 2010, de FRENI BREMBO S.P.A.: Una banda de frenado para un disco de freno de disco, que comprende dos placas coaxiales con un eje (Z-Z), enfrentadas cada una con la otra, y separadas […]
UNA BANDA DE FRENADO, UN DISCO VENTILADO DE FRENO DE DISCO Y UNA CAJA DE MUESTRAS PARA LA PRODUCCION DE UN NUCLEO DE DISCO DE FRENO, del 29 de Junio de 2010, de FRENI BREMBO S.P.A.: Una banda de frenado para un disco de freno de disco, que comprende dos placas coaxiales con un eje (Z-Z), enfrentadas cada una con la otra, y separadas […]
DISPOSITIVO EXPULSOR DE CAJA DE MACHOS CON DISTRIBUCION DE AGENTE DESMOLDEANTE., del 1 de Abril de 2007, de LORAMENDI, S.A.: Dispositivo expulsor de caja de machos con distribución de agente desmoldeante. Es aplicable para cajas de machos de fundición y presenta una doble finalidad, por un […]
DISPOSITIVO PARA REMOVER TOBERAS RANURADAS DE CAJAS NUCLEO, PLACAS DE MOLDE, COQUILLAS ETC., del 1 de Marzo de 2007, de MODELLBAU FRIEDRICH SEIBERTZ GMBH: Combinación de una tobera ranurada y un dispositivo para remover toberas ranuradas para el desmontaje de la tobera ranurada de cajas núcleo, placas […]