MOLDE PARA UNA MAQUINA DE SOPLADO DE RECIPIENTES Y PROCEDIMIENTO DE FABRICACION DE RECIPIENTES CON LA AYUDA DE DICHO MOLDE.
Molde (9) para una máquina de soplado de recipientes (2) a partir de semielaborados (1),
comprendiendo este molde (9) una pared (12) que define una cavidad (14) destinada a recibir un semielaborado (1), así como por lo menos una inserción (21, 22) de moldeo que, provista de una espiga (23, 24), está montada desplazable con respecto a la pared (12), entre:
- una posición salida en la cual la espiga (23, 24) se extiende por lo menos en parte en resalte con respecto a la pared (12), hacia el interior de la cavidad (14), y
- una posición retraída en la cual la espiga (23, 24) se encuentra escamotada en el interior de la pared (12),
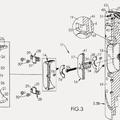
caracterizado porque la inserción (21, 22) de moldeo es un seguidor de leva, y porque el molde (9) comprende un mecanismo (33) de accionamiento que comprende una leva (34) montada móvil con respecto a la pared (12), entre:
- una posición inactiva en la cual la leva (34) permite que la inserción (21, 22) adopte su posición retraída, y
- una posición activa en la cual la leva (34) empuja la inserción (21, 22) hacia su posición salida
Tipo: Resumen de patente/invención. Número de Solicitud: W05002698FR.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE,76930 OCTEVILLE-SUR-MER.
Inventor/es: TONGA,JULES.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B29C49/54 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › para fabricar objetos con muesca o sesgados.
Clasificación PCT:
- B29C49/54 B29C 49/00 […] › para fabricar objetos con muesca o sesgados.
Fragmento de la descripción:
Molde para una máquina de soplado de recipientes y procedimiento de fabricación de recipientes con la ayuda de dicho molde.
La presente invención se refiere al soplado de los recipientes a partir de semielaborados, generalmente de material termoplástico.
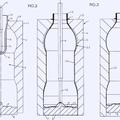
Se recuerda que el soplado de un recipiente tiene lugar en un molde cuya pared define una cavidad en el seno de la cual es introducido el semielaborado, pasando este último, en el curso del soplado, a encajar con la pared bajo el efecto de la presión gaseosa elevada que reina en el semielaborado, previamente calentado de manera que permita su deformación plástica.
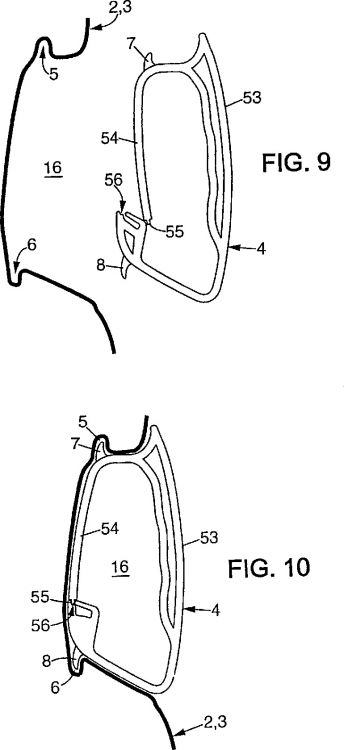
Se ha expresado la necesidad, para ciertas aplicaciones, de proveer los recipientes de una empuñadura que define, con el cuerpo del recipiente, una abertura que permite el libre paso de la mano.
Hasta el presente, la fabricación de este tipo de recipiente se puede realizar según dos técnicas distintas.
La primera consiste en moldear el recipiente por inyección, siendo la empuñadura formada en un bloque con el cuerpo del recipiente al cual se fija. Pero, como ya se ha indicado, la presente solicitud prevé la técnica del soplado. Asimismo, la técnica del moldeado por inyección está en este caso fuera de contexto.
La segunda técnica consiste en realizar el cuerpo del recipiente por soplado alrededor de una empuñadura aplicada, introducida en el molde previamente al soplado.
Esta técnica, expuesta en la patente europea concedida bajo el número EP-1 204 524 y de la cual el solicitante es el titular, ha demostrado que es posible realizar un recipiente con empuñadura por soplado. Sin embargo, la misma necesita una cinemática compleja y costosa para la aplicación de la empuñadura, resultando la sincronización del conjunto de las operaciones particularmente difícil de controlar y que genera, a pesar de los esfuerzos realizados, una disminución de la cadencia.
Se ha propuesto recientemente formar directamente en el recipiente, cuando tiene lugar el soplado, unas marcas en hueco que pueden recibir a continuación una empuñadura por engatillado.
Según esta técnica, descrita en la patente US nº 5.649.612 que representa el preámbulo de la reivindicación 1, se forman en la cavidad del molde unas protuberancias retráctiles alrededor de las cuales pasa a formarse el recipiente. En el curso del soplado, estas protuberancias son desplazadas más adelante en la cavidad para formar completamente las marcas citadas.
Además, la patente US nº 5.649.612 describe asimismo un procedimiento de fabricación de un recipiente por soplado a partir de un semielaborado de material termoplástico, utilizando este procedimiento un molde que comprende una pared que define una cavidad destinada a recibir un semielaborado, así como por lo menos una inserción de moldeo que, provista de una espiga, está montada desplazable con respecto a la pared, entre:
- - una posición salida en la cual la espiga se extiende por lo menos en parte en resalte con respecto a la pared, hacia el interior de la cavidad, y
- - una posición retraída en la cual la espiga se encuentra escamoteada en el interior de la pared,
comprendiendo este procedimiento las etapas que consisten en:
- - introducir el semielaborado en la cavidad;
- - colocar la inserción de moldeo en su posición salida;
- - formar el recipiente por soplado o estirado/soplado del semielaborado en la cavidad de manera que deje sobre el recipiente formado por lo menos una marca en hueco, complementaria de dicha espiga;
- - una vez formado el recipiente, colocar la inserción de moldeo en su posición retraída;
- - retirar del molde el recipiente así formado,
- - como se describe en una parte de la reivindicación 12.
Si bien en teoría esta técnica permite realizar sobre el recipiente unas marcas que permiten el montaje de la empuñadura, en realidad existe el riesgo de perforación de la pared del recipiente por las protuberancias en el curso del soplado.
Por otra parte, desde un punto de vista estructural, las protuberancias están formadas en los extremos de brazos móviles montados sobre unos gatos que aseguran su desplazamiento. En este caso también, esta técnica, seductora en teoría, es difícilmente extrapolable a la práctica. En efecto, los brazos tienen tendencia, debido a su voladizo importante, a apoyarse y encajarse cuando tiene lugar su desplazamiento. De hecho, en su extremo conformado en protuberancia, se ejerce, bajo la presión que reina en el recipiente en el curso del soplado, una fuerza que se opone a la fuerza de empuje del gato que se ejerce en el extremo opuesto, siendo la resultante de estas fuerzas un par que tiende a hacer pivotar el brazo alrededor de un eje perpendicular a su dirección de desplazamiento.
Otra técnica, descrita en la solicitud de patente americana publicada con el número US 2002/0195749, propone un procedimiento de moldeo de un artículo según el cual se introduce inicialmente en la cavidad de moldeo un manguito que se extiende alrededor de un vástago fijo con respecto al molde y cuyo diámetro exterior corresponde al diámetro interno de una marca a formar en la pared del artículo, y luego, después de moldeo, en dejar descansar el articulo por una duración dada, antes de retraer el manguito de manera que la pared del artículo pase a encajar con el vástago.
Se plantea en esta técnica un problema de desmoldeado, puesto que el vástago permanece fijo con respecto al molde. En estas condiciones, unos medios de asido particulares deben estar previstos para separar el artículo del molde al final del soplado, lo que grava a la vez los costes del molde y los tiempos de ciclo.
Los inventores se han esforzado, permaneciendo sin embargo en la técnica del soplado, en proponer una solución alternativa a las técnicas conocidas, que permita en particular resolver los problemas mencionados más arriba.
Con este fin, los inventores proponen, en primer lugar, un molde para una máquina de soplado de recipientes a partir de semielaborados, comprendiendo este molde una pared que define una cavidad destinada a recibir un semielaborado y que comprende por lo menos una inserción de moldeo que, provista de una espiga, está montada desplazable con respecto a la pared, entre:
- - una posición salida en la cual la espiga se extiende por lo menos en parte en resalte con respecto a la pared, hacia el interior de la cavidad, y
- - una posición retraída en la cual la espiga se encuentra escamoteada en el interior de la pared,
estando este molde caracterizado porque la inserción se presenta en forma de un seguidor de leva, comprendiendo el molde un mecanismo de accionamiento que comprende una leva montada móvil con respecto a la pared, entre:
- - una posición inactiva en la cual permite que la inserción adopte su posición entrada, y
- - una posición activa en la cual desplaza la inserción hacia su posición salida.
Cuando tiene lugar el soplado, el material del semielaborado pasa a encajar con la espiga en resalte, que forma así en el cuerpo del recipiente una marca en hueco con la cual pasará a cooperar ulteriormente una empuñadura aplicada de asido del recipiente. Debe observarse que la mecánica leva/seguidor de leva permite obtener un funcionamiento más fiable del molde.
Según un modo de realización, extendiéndose la cavidad según un eje principal, la espiga se extiende, en la posición salida, sustancialmente paralelamente a este eje, estando por ejemplo montada móvil en traslación con respecto a la pared del molde.
Según un modo de realización, la pared del molde presenta una excrecencia hacia el interior de la cavidad, excrecencia en la cual la inserción es recibida.
La inserción es por ejemplo desplazable en traslación según una dirección paralela a un eje principal de la cavidad del molde, siendo la leva a su vez desplazable asimismo en traslación según una dirección perpendicular a este eje principal.
Según un modo de realización, la leva presenta una superficie de leva oblicua con respecto a la dirección de desplazamiento de la leva, que coopera con...
Reivindicaciones:
1. Molde (9) para una máquina de soplado de recipientes (2) a partir de semielaborados (1), comprendiendo este molde (9) una pared (12) que define una cavidad (14) destinada a recibir un semielaborado (1), así como por lo menos una inserción (21, 22) de moldeo que, provista de una espiga (23, 24), está montada desplazable con respecto a la pared (12), entre:
- - una posición salida en la cual la espiga (23, 24) se extiende por lo menos en parte en resalte con respecto a la pared (12), hacia el interior de la cavidad (14), y
- - una posición retraída en la cual la espiga (23, 24) se encuentra escamotada en el interior de la pared (12),
caracterizado porque la inserción (21, 22) de moldeo es un seguidor de leva, y porque el molde (9) comprende un mecanismo (33) de accionamiento que comprende una leva (34) montada móvil con respecto a la pared (12), entre:
- - una posición inactiva en la cual la leva (34) permite que la inserción (21, 22) adopte su posición retraída, y
- - una posición activa en la cual la leva (34) empuja la inserción (21, 22) hacia su posición salida.
2. Molde (9) según la reivindicación 1, caracterizado porque, extendiéndose la cavidad (14) según eje (X) principal, la espiga (23, 24) se extiende, en la posición salida, sustancialmente paralelamente al eje (X) principal.
3. Molde (9) según la reivindicación 1 ó 2, caracterizado porque la inserción (21, 22) de moldeo está montada móvil en traslación con respecto a la pared (12) del molde (9).
4. Molde (9) según una de las reivindicaciones 1 a 3, caracterizado porque la pared (12) del molde (9) presenta una excrecencia (15) hacia el interior de la cavidad (14), y porque la inserción (21, 22) de moldeo es recibida en esta excrecencia (15).
5. Molde (9) según la reivindicación 4, caracterizado porque la inserción (21, 22) es desplazable en traslación según una dirección paralela a un eje (X) principal de la cavidad (14), y porque la leva (34) es desplazable en traslación según una dirección perpendicular a este eje (X) principal.
6. Molde (9) según la reivindicación 5, caracterizado porque la leva (34) presenta una superficie (35, 36) de leva oblicua con respecto a la dirección de desplazamiento de la leva (34), que coopera con una superficie (37, 38) de apoyo realizada sobre la inserción (21, 22), oblicua con respecto a la dirección de desplazamiento de la inserción (21, 22).
7. Molde (9) según la reivindicación 6, caracterizado porque la inserción (21, 22) está provista de por lo menos un pivote (39, 40) que se extiende en resalte perpendicularmente a la dirección desplazamiento de la inserción (21, 22), cooperando este pivote (39, 40) con una ranura (41, 42) practicada en la leva (34) paralelamente a la superficie (35, 36) de leva.
8. Molde (9) según una de las reivindicaciones 1 a 7, caracterizado porque el mecanismo (33) de accionamiento comprende un resorte (52) de retorno que solicita la leva (34) hacia su posición inactiva.
9. Molde (9) según una de las reivindicaciones 1 a 8, caracterizado porque el mecanismo (33) de accionamiento comprende un gato (43) provisto de un vástago (44) en un extremo (47) del cual está montada la leva (34).
10. Molde (9) según una de las reivindicaciones 1 a 9, caracterizado porque comprende un resorte (31, 32) de retorno que solicita la inserción (21, 22) hacia su posición retraída.
11. Molde según una de las reivindicaciones 1 a 10, caracterizado porque comprende dos inserciones (21, 22) provistas cada una de una espiga (23, 24), y desplazables conjuntamente con respecto a la pared (12), entre:
- - una posición salida en la cual las espigas (23, 24) se extienden ambas por lo menos en parte en resalte con respecto a la pared (12), hacia el interior de la cavidad (14), y
- - una posición retraída en la cual las espigas (23, 24) se encuentran ambas escamoteadas en el interior de la pared (12).
12. Procedimiento de fabricación de un recipiente (2) por soplado a partir de un semielaborado (1) de material termoplástico, utilizando este procedimiento un molde (9) que comprende una pared (12) que define una cavidad (14) destinada a recibir un semielaborado (1), así como por lo menos una inserción (21, 22) de moldeo que, provista de una espiga (23, 24), está montada desplazable con respecto a la pared (12), entre:
- - una posición salida en la cual la espiga (23, 24) se extiende por lo menos en parte en resalte con respecto a la pared (12), hacia el interior de la cavidad (14), y
- - una posición retraída en la cual la espiga (23, 24) se encuentra escamoteada en el interior de la pared (12),
comprendiendo este procedimiento las etapas que consisten en:
- - introducir el semielaborado (1) en la cavidad (14);
- - colocar la inserción (21, 22) de moldeo, que es un seguidor de leva, en su posición salida con la ayuda de un mecanismo (33) de accionamiento que comprende una leva (34) montada móvil con respecto a la pared (12), entre una posición inactiva en la cual la leva (34) permite que la inserción (21, 22) adopte su posición retraída, y una posición activa en la cual la leva (34) empuja la inserción (21, 22) hacia su posición salida,
- - formar el recipiente (2) por soplado o estirado/soplado del semielaborado (1) en la cavidad (14) de manera que deje en el recipiente formado por lo menos una marca (5, 6) en hueco, complementaria de dicha espiga (23, 24);
- - una vez formado el recipiente (2), colocar la inserción (21, 22) de moldeo en su posición retraída;
- - retirar del molde (9) el recipiente (2) así formado.
13. Procedimiento según la reivindicación 12, caracterizado porque la etapa de colocación de la inserción (21, 22) se realiza durante la etapa de soplado antes de que el material del semielaborado (1) alcance las espigas.
14. Procedimiento según una de las reivindicaciones 12 ó 13, que comprende una etapa que consiste, después de formación del recipiente (2) en montar sobre éste una empuñadura (4) aplicada provista de por lo menos una garra (7, 8) apropiada para cooperar de forma amovible con una marca (5, 6) en hueco formada, en el cuerpo (3) del recipiente (2), por la espiga (23, 24) de la inserción (21, 22) de moldeo cuando tiene lugar la formación del recipiente (2).
Patentes similares o relacionadas:
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]
 Unidad de moldeado de recipientes, equipada con un dispositivo de cajeado de compacidad incrementada, del 26 de Junio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , provisto de un espacio en hueco hacia el interior del recipiente , comprendiendo esta […]
Unidad de moldeado de recipientes, equipada con un dispositivo de cajeado de compacidad incrementada, del 26 de Junio de 2019, de SIDEL PARTICIPATIONS: Unidad de moldeado para la formación de un recipiente , provisto de un espacio en hueco hacia el interior del recipiente , comprendiendo esta […]
Bases de compensación a presión para envases poliméricos, del 17 de Abril de 2019, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Un envase de plástico que comprende: • una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una […]
Molde para botella encajable a presión, del 22 de Noviembre de 2018, de BTC Concept: Base para molde, para contenedor encajable a presión, que comprende sobre su cara superior una pared de moldeo , del fondo del contenedor a […]
Recipiente de plástico moldeado por soplado y estirado y procedimiento de moldeo por soplado y estirado, del 18 de Septiembre de 2018, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Recipiente de plástico moldeado por soplado y estirado con un cuerpo de recipiente , que está cerrado con un fondo de recipiente, y con un cuello […]
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma, del 11 de Abril de 2018, de NISSEI ASB MACHINE CO., LTD.: Una unidad de moldeo por soplado que comprende: un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de […]
Recipiente para un producto fluido y procedimiento de producción de dicho recipiente, del 12 de Abril de 2017, de Cardiff Group, Naamloze Vennootschap: Procedimiento para formar un recipiente para un producto fluido mediante moldeo por soplado, en donde el recipiente comprende una pared y un borde realizados […]
 Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]
Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]