METODO Y APARATO PARA SUJETAR CON VACIO MATERIAL DE HOJAS DE PLASTICO CALENTADAS.
Un método para la sujeción por vacío de material de hojas de plástico,
según el cual un material de hojas (13) se calienta, sujeta y retiene a lo largo de como mínimo un borde periférico de una cara lateral, mediante un dispositivo (16) de sujeción por vacío que tiene al menos una ranura de succión (20) que se puede conectar a una fuente de vacío (17) en el que la ranura de succión (20) se abre hacia una superficie frontal, caracterizado por las etapas de:
proveer medios de soporte (10, 11) de hoja que tienen una superficie (12) de apoyo de hoja;
proveer un primer dispositivo (16) de sujeción de hoja accionado por vacío, que tiene una superficie frontal de casación conformada a dicha superficie (12) de apoyo de hoja de los medios de soporte (10,11) de hojas;
calentar la hoja (13) de plástico a una temperatura de ablandamiento; comprendiendo:
disponer una hoja (13) de plástico en un estado desplegado sobre dicha superficie (12) de apoyo;
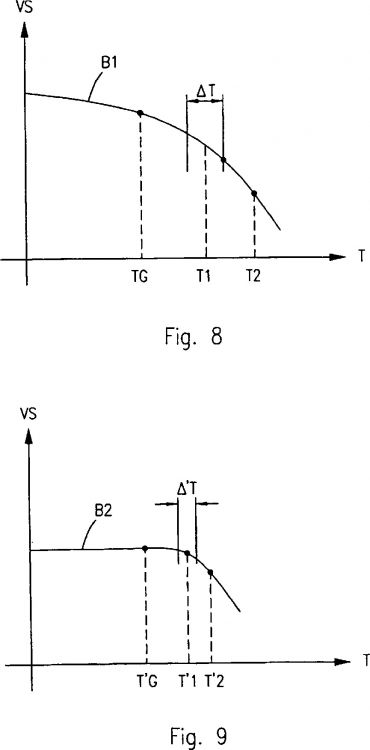
calentar la hoja (13) de plástico a una temperatura de ablandamiento mayor que la temperatura de transición vítrea (TG) del material de plástico, manteniendo la hoja (13) de plástico en el estado desplegado sobre dicha superficie (12) de apoyo;
posicionar el dispositivo (16) de sujeción por vacío con la ranura de succión (20) y la superficie de casación en contacto con el material de plástico (13) calentada a dicha temperatura de ablandamiento; y:
conectar dicha ranura de succión a la fuente de vacío, causando una penetración apretada del material de plástico en la ranura de succión a lo largo de dicho borde periférico
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/003524.
Solicitante: TECNOS S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA DELLA MERLATA,20014 NERVIANO MILAN.
Inventor/es: BINDA,GABRIELE, FIORENTINI,FRANCESCO, MARIANI,DAVIDE, D'ADDA,LUCIANO.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B29B13/02D
- B29C31/00P
- B29C51/26B
- B29C51/26B2
Clasificación PCT:
- B29C51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Fragmento de la descripción:
Método y aparato para sujetar con vacío material de hojas de plástico calentadas.
Campo de aplicación del invento
Este invento se refiere a la sujeción por vacío de material de hojas de plástico, y en particular se refiere a un método y un aparato provisto apropiadamente para la sujeción por vacío, para retener y/o transportar, posicionar y procesar material de hoja de plástico a lo largo de una línea de procesamiento.
Es un hecho conocido, en el transporte de hojas de material termoplástico en instalaciones o en sistemas de termoformación, que existe una necesidad para agarrar hojas de material de plástico de un determinado espesor, que sea flexible y al mismo tiempo tenga una cierta rigidez, para retenerlas, transportarlas y/o posicionarlas en una o más estaciones de trabajo, por ejemplo para transferirlas desde una estación de calentamiento hasta un molde a lo largo de una línea de termoformación.
La captación de las hojas mediante abrazaderas o miembros de agarre mecánicos ha demostrado ser un poco inadecuada, al mismo tiempo que plantea ciertos inconvenientes; en la práctica, el agarre por abrazaderas mecánicas implica la necesidad de usar material de hoja que tenga unas dimensiones considerablemente mayores que el molde, y por consiguiente impone un desperdicio mayor de material, un calentamiento desigual a lo largo de los bordes periféricos de la hoja, y un posible efecto negativo durante la termoformación; además, el agarre mecánico restringe el uso de las hojas a aquéllas que tengan unas formas geométricas sencillas, por ejemplo, cuadradas o rectangulares.
El agarre con medios mecánicos hace que sea también difícil transportar las hojas a lo largo de una línea de procesamiento, y posicionarlas por ejemplo en correspondencia con un molde de termoformación, en donde la hoja calentada a un estado plástico se debe posicionar con precisión, impidiendo un contacto prematuro con una superficie fría del molde.
En épocas anteriores, el uso de sistemas de vacío se ha sugerido en diversas ocasiones para captar películas de plástico destinadas a posicionarse dentro de moldes, en la fabricación de paneles de espuma, o en otras aplicaciones.
Aunque el uso de sistemas accionados por vacío ha demostrado ser adecuado en el caso de películas de plástico, debido a la flexibilidad natural de la propia película, y a su capacidad de adherirse cuando están frías a cualquier perfil bajo la simple acción del vacío, en el caso de hojas de material de plástico de un determinado espesor, que sean al mismo tiempo flexibles y que tengan un cierto grado de rigidez, por ejemplo con espesores equivalentes a -o mayores de- 150-200 micras de una clase tal que impida su capacidad de deformación cuando estén frías, o en el caso de material de plástico estratificado, el uso de sistemas de sujeción accionados por vacío ha demostrado ser extremadamente crítico y un poco inadecuado debido a la variabilidad de ciertas características físicas del material de plástico, en particular debido a la intensa dependencia de la viscosidad sobre las temperaturas de calentamiento.
El uso de sistemas accionados con vacío para sujetar hojas de material de plástico se ha indicado generalmente, por ejemplo, en los documentos WO-A-2004/062869 y WO-A- 2005/014262, en la termoformación de cuerpos huecos.
Según estos documentos, se introduce una hoja de material de plástico en un calentador, donde se precalienta a una primera temperatura menor que la temperatura de termoformación, y subsiguientemente se calienta a una temperatura final de trabajo para el único fin de reducir el tiempo de la totalidad del ciclo de trabajo. El precalentamiento inicial de los materiales de plástico no está relacionado en manera alguna con las características y el estado físico del material de plástico, ni tampoco se propone en modo alguno resolver los requisitos particulares de la captación y sujeción de las hojas.
En el ámbito de ciertas aplicaciones, es necesario también captar y retener un material de hoja en una condición perfectamente orientada, impidiendo que se caiga o que se mueva cuando se está transportando a lo largo de una línea de procesamiento, con el fin de no poner en peligro su posicionamiento final con respecto a una estación de moldeo o a otra estación de trabajo.
Por consiguiente, existe una necesidad de perfeccionar los sistemas accionados con vacío actualmente en vigor para la sujeción de hojas, o de encontrar nuevas soluciones capaces de permitir la sujeción por vacío de hojas de plástico de un peso y/o espesor determinados, o que tengan un grado determinado de rigidez. Para los fines de esta memoria descriptiva, la expresión "material de hoja de plástico" se entiende referida tanto a hojas de plástico que comprendan un solo estrato de un material de polímero, como a hojas estratificadas que comprendan dos o más estratos superpuestos de materiales de plástico que tengan características químicas o físicas, y espesores idénticas o diferentes.
Objetos del invento
El principal objeto de este invento es proveer un método y un aparato para sujetar con vacío material de hojas de plástico, capaces de obviar las limitaciones e inconvenientes de los sistemas de sujeción por vacío que existen en la actualidad.
Un objeto adicional del invento es proveer un método y un aparato de sujeción de hojas accionado por vacío, como se ha mencionado anteriormente, capaces de retener firmemente hojas de material de plástico también de peso y/o espesor considerables, que son extremadamente versátiles, y no afectados en absoluto por las formas geométricas y dimensiones de las hojas y/o por las características físicas de los materiales de plástico.
Todavía otro objeto es proveer un método y un aparato de sujeción de hojas accionado por vacío, como se ha mencionado anteriormente, que sean también capaces de ejercer una acción de retención mecánica, además de la retención por vacío, contribuyendo de ese modo a asegurar un grado de retención de gran fiabilidad en el caso de que el vacío se limite o eventualmente se corte.
Aún un objeto adicional es permitir, en ciertas situaciones, que la hoja de material de plástico se sujete por vacío en diferentes posiciones en una misma cara o en caras opuestas, en correspondencia con una misma zona periférica de la hoja, logrando de ese modo un ahorro significativo de material y una mayor facilidad de procesamiento.
Breve descripción del invento
Los anteriores y más objetos del invento se pueden lograr mediante un método para sujetar por vacío hojas de material de plástico según la reivindicación 1, y por medio de un aparato según la reivindicación 8.
En particular, según una primera realización del invento, un método para sujetar por vacío material de hojas de plástico, de acuerdo con el cual un material de hoja se calienta, sujeta y retiene a lo largo de cómo mínimo un borde periférico de una cara lateral, mediante un dispositivo de sujeción por vacío que tiene al menos una ranura de succión que se puede conectar a una fuente de vacío en donde la ranura de succión se abre hacia una superficie frontal, se caracteriza por las etapas de:
proveer unos medios de soporte escalonado de hoja que tienen una superficie de apoyo de hoja;
proveer un primer dispositivo de sujeción de hoja accionado por vacío, que tiene una primera superficie frontal de casación conformada con respecto a dicha superficie de apoyo de hoja de los medios de soporte de hoja;
disponer una hoja de plástico en una condición de despliegue sobre dicha superficie de apoyo;
calentar la hoja de plástico hasta una temperatura de ablandamiento mayor que la temperatura de transición vítrea del material de plástico manteniendo la hoja de plástico en la condición desplegada sobre dicha superficie de apoyo de hoja;
posicionar el dispositivo de sujeción por vacío con la ranura de succión y la superficie de casación en contacto con el material de plástico calentado a dicha temperatura de ablandamiento; y
conectar dicha ranura de succión a la fuente de vacío causando una penetración apretada del material de plástico en el interior de la ranura de succión a lo largo de dicho borde periférico.
Según una característica adicional del invento, se ha provisto un aparato de sujeción de hojas accionado por vacío para sujetar hojas de material de plástico, incluyendo un dispositivo de sujeción de hojas accionado por vacío que tiene...
Reivindicaciones:
1. Un método para la sujeción por vacío de material de hojas de plástico, según el cual un material de hojas (13) se calienta, sujeta y retiene a lo largo de como mínimo un borde periférico de una cara lateral, mediante un dispositivo (16) de sujeción por vacío que tiene al menos una ranura de succión (20) que se puede conectar a una fuente de vacío (17) en el que la ranura de succión (20) se abre hacia una superficie frontal, caracterizado por las etapas de:
proveer medios de soporte (10, 11) de hoja que tienen una superficie (12) de apoyo de hoja;
proveer un primer dispositivo (16) de sujeción de hoja accionado por vacío, que tiene una superficie frontal de casación conformada a dicha superficie (12) de apoyo de hoja de los medios de soporte (10,11) de hojas;
calentar la hoja (13) de plástico a una temperatura de ablandamiento; comprendiendo:
disponer una hoja (13) de plástico en un estado desplegado sobre dicha superficie (12) de apoyo;
calentar la hoja (13) de plástico a una temperatura de ablandamiento mayor que la temperatura de transición vítrea (TG) del material de plástico, manteniendo la hoja (13) de plástico en el estado desplegado sobre dicha superficie (12) de apoyo;
posicionar el dispositivo (16) de sujeción por vacío con la ranura de succión (20) y la superficie de casación en contacto con el material de plástico (13) calentada a dicha temperatura de ablandamiento; y:
conectar dicha ranura de succión a la fuente de vacío, causando una penetración apretada del material de plástico en la ranura de succión a lo largo de dicho borde periférico.
2. El método según la reivindicación 1, en el que el dispositivo (16) de sujeción por vacío y el material de hoja de plástico (13) tienen una interfaz de contacto, caracterizado por regular la temperatura de calentamiento de la hoja (13) de plástico, y la temperatura de calentamiento del dispositivo (16) de sujeción, para mantener la temperatura de la interfaz de contacto dentro de un intervalo que comprenda la temperatura de ablandamiento del material de plástico.
3. El método según la reivindicación 1, en el que el dispositivo (16) de sujeción accionado por vacío y la hoja (13) de plástico tienen una interfaz de contacto, caracterizado por comprimir la hoja (13) de plástico, en correspondencia de dicha interfaz de contacto, mediante el prensado del dispositivo (16) de sujeción por vacío contra la hoja (13) de plástico.
4. El método según la reivindicación 1, caracterizado por proveer la ranura de succión (20) con alas laterales (26) para formar superficies socavadas y causar que la hoja (13) de plástico se adhiera fuertemente por vacío, a las superficies socavadas de la ranura de succión (20).
5. El método según la reivindicación 1, caracterizado por proveer un segundo dispositivo (40) de sujeción accionado por vacío que tiene al menos una ranura de succión 41, que se puede conectar a una fuente de vacío, y que se abre hacia una superficie frontal de casación que transfiere la hoja (13) de plástico desde el primero (16) al segundo (40) dispositivo de sujeción por vacío, en una condición de superposición, y retener la hoja (13) de plástico mediante el segundo dispositivo (40) de sujeción en correspondencia de áreas de contacto, opuestas a las áreas de contacto de la hoja (13) de plástico con respecto al primer dispositivo (16) de sujeción por vacío.
6. Un aparato de sujeción de hojas accionado por vacío para sujetar hojas (13) de material de plástico, que incluye un dispositivo (16) de sujeción de hojas accionado por vacío que tiene al menos una ranura de succión (20) que se puede conectar a una fuente de vacío, y medios de calentamiento (14,15) para calentar la hoja (13) de plástico; cuyo aparato comprende:
unos medios de soporte (11) de hoja para una hoja (13) de plástico, caracterizado porque dichos medios de soporte (11) de hoja comprenden una superficie de apoyo (12) de hoja configurada conformada para soportar la hoja (13) de plástico en un estado desplegado;
en donde el dispositivo de sujeción por vacío tiene una superficie frontal de casación provista de dicha ranura de succión (20), conformándose la superficie de casación del dispositivo de sujeción por vacío a dicha superficie configurada de apoyo (12) de hoja; y
en donde los medios de calentamiento están conformados y dispuestos con respecto a los medios de soporte (11) de hoja para calentar la hoja (13) de plástico a una temperatura de ablandamiento mayor que la temperatura de transición vítrea (TG) del material de plástico.
7. El aparato según la reivindicación 6, caracterizado porque dicha superficie de apoyo (12) de hoja es transparente a las radiaciones infrarrojas.
8. El aparato según la reivindicación 6, caracterizado porque comprende unos medios de calentamiento (15) situados debajo de la superficie de apoyo (12) de hoja.
9. El aparato según la reivindicación 6, caracterizado porque los medios de calentamiento (14) están situados por encima de la superficie de apoyo (12) de hoja.
10. El aparato según la reivindicación 6, caracterizado porque el dispositivo (16) de sujeción accionado por vacío está provisto de una cámara (36) con forma de caja, que se puede conectar a una fuente de vacío.
11. El aparato según la reivindicación 6, caracterizado porque la ranura de succión (20) está provista de unas superficies internas socavadas (21).
12. El aparato según la reivindicación 6, caracterizado porque el dispositivo de sujeción accionado por vacío está provisto de un bastidor (16) de retención de hojas que comprende medios de calentamiento.
13. El aparato según la reivindicación 12, caracterizado porque dichos medios de calentamiento comprenden un conducto (24) para la circulación de un fluido térmico, que se puede conectar operativamente a una fuente (26) de fluido térmico.
14. El aparato según la reivindicación 13, caracterizado porque las fuentes (26) de fluido térmico comprenden medios de control termostático (26).
15. El aparato según la reivindicación 12, caracterizado porque el dispositivo (16) de sujeción accionado por vacío comprende una barra metálica (19) que tiene un primer conducto (23) de succión que se puede conectar a una fuente de vacío, cuyo conducto (23) de succión está en comunicación fluida con la ranura de succión (20); y un segundo conducto (24) para circulación de un fluido térmico.
16. El aparato según la reivindicación 15, caracterizado porque el conducto (24) para circulación del fluido térmico está situado entre la ranura de succión (20) y el conducto (23) de succión.
17. El aparato según la reivindicación 15, caracterizado porque el conducto (23) de succión está situado entre la ranura de succión (20) y el conducto (24) para circulación del fluido térmico.
18. El aparato según la reivindicación 6, caracterizado porque la ranura de succión (20) comprende un revestimiento de material no adherente (27).
Patentes similares o relacionadas:
MÉTODO PARA GUARNECER UN BORDE DE LÁMINA MEDIANTE UNA TIRA, del 14 de Noviembre de 2011, de JÄMIÄ, AULIS: Un método para guarnecer la porción de borde de una lámina de ánodo o cátodo con una tira, como una tira de material plástico, usando un dispositivo que comprende […]
 MÁQUINA DE TRATAMIENTOS TÉRMICOS, del 1 de Abril de 1960, de DUNGLER, JULIEN: Máquina de tratamiento térmico en una cámara mantenida a una presión diferente de la presión atmosférica, destinada alas operaciones de secado, polimerización, […]
MÁQUINA DE TRATAMIENTOS TÉRMICOS, del 1 de Abril de 1960, de DUNGLER, JULIEN: Máquina de tratamiento térmico en una cámara mantenida a una presión diferente de la presión atmosférica, destinada alas operaciones de secado, polimerización, […]
INSTALACIÓN PARA FABRICAR RECIPIENTES POR TERMOFORMADO, del 16 de Enero de 2020, de ERCA: La instalación comprende varios puestos de tratamiento (14A, 14B, 14C, 16, 18, 20, 22, 24) para fabricar recipientes a partir de un sustrato termoplástico. Para transportar […]
Máquina de cierre de bandejas, del 11 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta […]
Método para producir un elemento de cápsula, y elemento de cápsula, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer […]
MÉTODO Y MÁQUINA DE ENVASADO, del 21 de Noviembre de 2019, de Ulma Packaging Technological Center, S.Coop: Máquina y método de envasado que comprende disponer un conjunto de bandejas con al menos una hilera formada por una pluralidad de bandejas […]
Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica así como dispositivo para la realización del procedimiento, del 10 de Julio de 2019, de KAUTEX TEXTRON GMBH & CO. KG.: Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica, que comprende el moldeo de al menos dos […]
Dispositivo y procedimiento para el estampado de un panel compuesto con matriz termoplástica, del 8 de Mayo de 2019, de DAHER AEROSPACE: Dispositivo para dar forma a un panel compuesto con matriz termoplástica reforzado por fibras continuas de carbono, vidrio o aramida, dicho […]