METODO DE REFORZAMIENTO DE CELOSIAS Y LAMAS DE PERSIANAS DE PVC.
Método de reforzamiento de celosías y lamas de persiana de PVC.
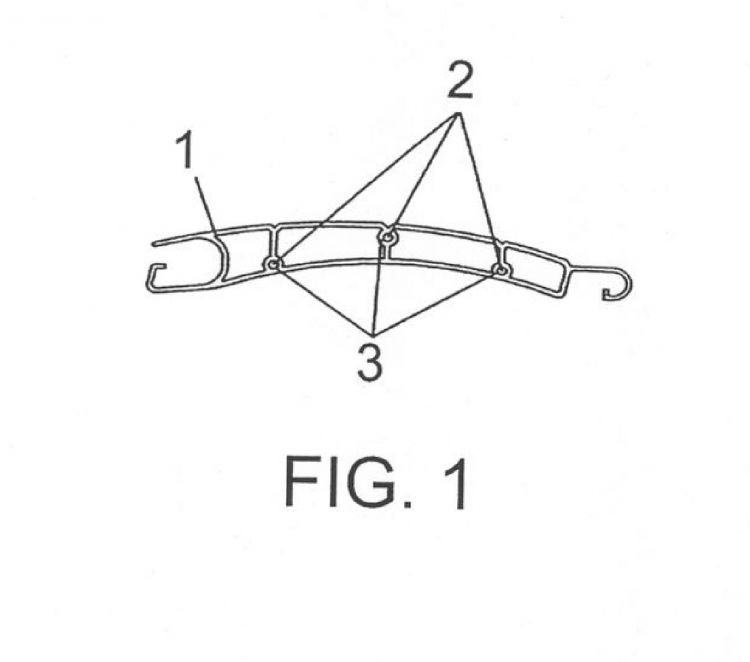
Previsto para incrementar sustancialmente la resistencia mecánica de un perfil sin incremento de la cantidad de material (PVC) que participa en el mismo, consiste en introducir en el seno del perfil de PVC durante la maniobra de extrusión del mismo, de hilos continuos termoestables (2), que quedan embebidos en el PVC al quedar rodeados por un aro o envolvente (3) del propio material constitutivo del perfil, de manera que a término de la extrusión y durante la solidificación del PVC, éste queda pegado al hilo o hilos continuos termoestables (2), originándose como resultado de esa unión un perfil con una resistencia a la carga del viento muy elevada, empleando una menor cantidad de energía en su fabricación y reduciendo los costos de producción
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200703374.
Solicitante: GIMENEZ GANGA, S.L.U..
Nacionalidad solicitante: España.
Provincia: ALICANTE.
Inventor/es: LOPEZ VAZQUEZ,JOSE VICENTE.
Fecha de Solicitud: 19 de Diciembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 24 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B29C47/02
- E06B9/00 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › Pantallas o dispositivos de protección para aberturas, con o sin dispositivos de maniobra o fijación; Cerraduras de la misma estructura (E06B 5/10 tiene prioridad; batientes para puertas o ventanas unidas por sus bordes E06B 3/48; equipo accesorio interior de puertas y ventanas, no formando parte propiamente del trabajo de acabado del edificio, p. ej. telones, A47H; rejas como elementos de construcción E04C 2/42; cerraduras, sus accesorios E05B; pestillos o dispositivos de inmovilización para batientes E05C; mecanismos de control para batientes en general E05F).
Clasificación PCT:
- B29C47/02
- B29C70/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › uilizando fibras largs, o continuas.
- B29K27/06 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 27/00 Uso de polihalogenuros de vinilo como material de moldeo. › PVC, es decir, policloruro de vinilo.
- E06B9/00 E06B […] › Pantallas o dispositivos de protección para aberturas, con o sin dispositivos de maniobra o fijación; Cerraduras de la misma estructura (E06B 5/10 tiene prioridad; batientes para puertas o ventanas unidas por sus bordes E06B 3/48; equipo accesorio interior de puertas y ventanas, no formando parte propiamente del trabajo de acabado del edificio, p. ej. telones, A47H; rejas como elementos de construcción E04C 2/42; cerraduras, sus accesorios E05B; pestillos o dispositivos de inmovilización para batientes E05C; mecanismos de control para batientes en general E05F).
Descripción:
Método de reforzamiento de celosías y lamas de persiana de PVC.
Objeto de la invención
La presente invención se refiere a un método para reforzar perfiles de PVC, como por ejemplo los que forman parte de celosías o constituyen lamas de persiana, si bien como es obvio la invención es aplicable igualmente a cualquier otro tipo de perfil de PVC obtenido por extrusión, como por ejemplo paneles de encofrado u otros.
El objeto de la invención es conseguir un reforzamiento del perfil de que se trate, por ejemplo frente a la carga del viento, sin tener que aumentar la cantidad de PVC utilizado en la extrusión del perfil, mediante la introducción en el seno del mismo de hilos termoestables, lo que supone un ahorro de energía en la fabricación y, consecuentemente, un ahorro en los costos de producción.
Antecedentes de la invención
Existen infinidad de perfiles fabricados en PVC, como por ejemplo perfiles de celosía y lamas de persiana, entre otros, perfiles que tienen muy limitadas las medidas máximas de fabricación, debido que la resistencia a la carga del viento de estos perfiles es muy reducida. Para lograr una resistencia mayor en perfiles de PVC hasta la fecha se hace necesaria la fabricación de perfiles con un peso en PVC mucho mayor, para que adquieran un grosor muy superior, lo que trae como resultado perfiles que requieren para su fabricación un elevado consumo energético y una gran cantidad de materia prima, es decir de PVC, lo que repercute de forma considerable y negativa en los costos de producción.
Descripción de la invención
El método que la invención propone resuelve de forma plenamente satisfactoria la problemática anteriormente expuesta, partiendo de un proceso convencional de fabricación de perfiles de PVC por extrusión, consiste en la paralela introducción de hilos continuos termoestables en el seno del material plástico, es decir del PVC, en correspondencia con los puntos de la sección del perfil en los que se prevea la necesidad de dicho refuerzo, ya sean tabiques internos, contrafuertes, etc.
Estos hilos de refuerzo pueden ser orgánicos o sintéticos y quedan totalmente embebidos en el PVC, es decir en el seno del perfil, elevando la rigidez y resistencia a la carga de viento de los perfiles de celosía y de las lamas de persiana, frente a la presión del hormigón en el caso de encofrados, etc.
El reforzamiento de estos perfiles por la acción de los citados hilos, se produce debido a que en la extrusión del PVC, cuando éste se encuentra caliente, se pega al hilo que no se ve afectado por la temperatura al ser termoestable, con lo que el perfil resultante tendrá la rigidez de los hilos termoestables mejorando también su comportamiento frente a cambios bruscos de temperatura.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo preferente de realización práctica del mismo, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
La figura 1.- Muestra un detalle en sección transversal del perfil de una lama de persiana obtenido mediante el método de reforzamiento que constituye el objeto de la presente invención y en la que se han utilizado tres hilos de refuerzo.
La figura 2.- Muestra la misma lama de la figura anterior obtenida por métodos convencionales, es decir sin los citados hilos de refuerzo.
La figura 3.- Muestra según una representación esquemática, una vista en alzado lateral de una máquina estándar de extrusión de PVC, utilizable en el método de la invención.
La figura 4.- Muestra, finalmente, una vista transversal de la boquilla de extrusión de la máquina de la figura anterior, que permitirá la obtención de una determinada forma de perfil.
Realización preferente de la invención
En las figuras reseñadas se ha referenciado con (1) una lama de persiana realizada de acuerdo con el método de la invención, que integra en el seno de su material hilos (2) termoestables y continuos, concretamente hilos establecidos en regruesamientos del propio PVC que configuran a modo de fundas para dichos hilos.
Para la obtención de dicha lama o perfil (1) se utiliza una máquina (5) de extrusión de PVC, convencional, a la que se aporta el PVC en forma de lanza, a través de la correspondiente y clásica tolva, a la vez que de una o mas bobinas (6) se suministra el hilo o los hilos continuos y termoestables (2), que se irán desenrollando a la misma velocidad que se produce la extrusión, produciéndose el movimiento de las bobinas (6) por la acción de tiro de la máquina de extrusión (5) de PVC.
Como se observa especialmente en la figura 4, el molde (7-7') o boquilla de inyección está configurado de manera que en correspondencia con los puntos de reforzamiento se define una cámara anular (3') para configurar las fundas (3) de PVC, cámara envolvente de otra interior y coaxial (2') para paso del hilo, de manera que en correspondencia con cada uno de estos puntos (8) de la lama se obtiene un regruesamiento tubular asociado a la pared de la misma en cuyo seno discurre el hilo termoestable, que al abandonar la bobina inyectora y al estar el plástico aún caliente, se funde con éste último dotándole de la adecuada resistencia mecánica.
Tal como anteriormente se ha dicho, el hilo continuo y termoestable (2) podrá ser algodón, por ejemplo, de 1 mm de diámetro, y la distribución de los distintos hilos por las diferentes partes del perfil de PVC se realizará preferentemente de forma que no coincidan sobre una imaginaria línea recta, es decir que no sean coplanarios, sino que adopten una distribución triangular, con lo que se consigue una mayor resistencia de los perfiles resultantes.
Reivindicaciones:
1. Método de reforzamiento de celosías y lamas de persiana de PVC, caracterizado porque consiste en incluir en el seno del material plástico constitutivo del perfil durante la fase de extrusión del mismo, uno o mas hilos continuos y termoestables, indistintamente de material orgánico (algodón) o sintético (plásticos termoestables), que quedan totalmente embebidos en la masa de PVC, mediante regruesamientos a modo de fundas de dicho PVC.
2. Método de reforzamiento de celosías y lamas de persiana de PVC, según reivindicación 1ª, caracterizado porque la inclusión de los hilos termoestables en el PVC constitutivo del perfil se llevará a cabo en un proceso de coextrusión, en el que una máquina de extrusión de PVC es alimentada además mediante una o mas bobinas de las que se desenrollan los hilos continuos termoestables.
3. Reforzamiento de celosías y lamas de persiana de PVC, según reivindicaciones anteriores, caracterizado porque los hilos continuos y termoestables se sitúan en tabiques y contrafuertes internos del perfil, dispuestos preferentemente de forma que no queden alineados, para conseguir un máximo reforzamiento.
4. Reforzamiento de celosías y lamas de persiana de PVC, según reivindicaciones anteriores, caracterizado porque se dota a las paredes del perfil, en los puntos previstos para su reforzamiento, de regruesamientos en el PVC de dimensiones adecuadas para albergar en su interior a los correspondientes hilos termoestables.
Patentes similares o relacionadas:
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende: una pluralidad de fibras ópticas ; un tubo de protección extrudido envolviendo dichas fibras […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende: (a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que - se extruye un perfil hueco de metal, - el perfil metálico hueco […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Procedimiento para producir un perfil de extrusión reforzado con fibras, del 12 de Julio de 2017, de REHAU AG + CO: Procedimiento para producir un perfil de extrusión reforzado con fibras, - en el que en primer lugar se saca de un rollo de cinta al menos […]