DISPOSITIVO Y PROCEDIMIENTO PARA LA MANIPULACION DE DOS LAMINAS SUPERPUESTAS Y BOLSA FABRICADA CON EL PROCEDIMIENTO ANTES MENCIONADO.
Dispositivo para separar dos láminas superpuestas, especialmente láminas de bolsas plásticas,
con una herramienta superior (18) y una herramienta inferior opuesta (20) caracterizado porque la herramienta superior (18) y la herramienta inferior (20) se encuentran conformadas, en cada caso, como horquillas de pinza pivotantes (22, 26), que pueden ser llevadas de una posición abierta a una posición cerrada para el agarre, en los extremos libres de las horquillas de pinza (22; 26) se encuentran conformadas, en cada caso, placas de agarre (24) y las placas de agarre (24; 28) presentan superficies de apoyo planas (32) y filos asimétricos (30), así como entalladuras (36, 38) en el área detrás de los filos (30)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/011267.
Solicitante: FRESENIUS MEDICAL CARE DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ELSE-KRONER-STRASSE 1,61352 BAD HOMBURG V.D.H.
Inventor/es: MEISINGER, MATTHIAS, KUGELMANN, FRANZ, DR..
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C65/00H14
- B29C65/00H2B
- B29C65/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B31B19/84B1
Clasificación PCT:
- B31B19/84
- B65B43/28 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › por zarpas que cooperan con soportes fijos.
- B65B43/30 B65B 43/00 […] › por zarpas que trabajan sobre las paredes opuestas, p. ej. por succión.
Clasificación antigua:
Fragmento de la descripción:
Dispositivo y procedimiento para la manipulación de dos láminas superpuestas y bolsa fabricada con el procedimiento antes mencionado.
La presente invención hace referencia a un dispositivo y un procedimiento para la manipulación de dos láminas superpuestas, especialmente láminas de bolsas plásticas, con una herramienta superior y una herramienta inferior opuesta. La manipulación hace referencia especialmente a la separación de láminas.
En el ámbito del embalaje, las láminas tubulares son muy utilizadas. En el ámbito de la medicina se utilizan preferentemente para la fabricación de sistemas de bolsas que son muy exigentes en relación con la esterilidad y la escasez de partículas. La ventaja de las láminas tubulares es que, debido al proceso de fabricación, las láminas pueden ser producidas de forma cerrada y así almacenadas "sin gérmenes". También en el procesamiento sucesivo la carga de partículas en el interior de la bolsa es muy baja, ya que sólo se debe crear un acceso breve a los lugares específicos para colocar un puerto.
Durante el procesamiento de las láminas tubulares es dificultosa, especialmente, la apertura de las láminas debido a la alta propiedad adherente de los lados de las láminas entre sí.
En el estado actual del arte ya se han descrito dispositivos para separar dos láminas superpuestas. Así, de la DE 43 15 685 A1 se conoce un dispositivo correspondiente en el que respectivas herramientas superiores o inferiores se encuentran dispuestos por encima o por debajo de las mitades de lámina que deben ser separadas. Estas herramientas superiores o herramientas inferiores presentan ventosas para aspirar las respectivas mitades de láminas y separarlas a través del movimiento de separación de las ventosas. Sin embargo, estas aspiradoras de vacío no pueden ser implementadas para todos los tipos de láminas con los que se fabrican las correspondientes láminas tubulares. Deben ser abiertas mecánicamente, de otra manera.
La DE 3326 616 revela un dispositivo para la separación de dos láminas superpuestas conforme al concepto genérico de la reivindicación 1.
Es objeto de la presente invención, perfeccionar un dispositivo para separar dos láminas superpuestas, especialmente láminas de bolsas plásticas, conforme al concepto genérico de la reivindicación 1 de manera tal, que las mitades de láminas de láminas tubulares pueden ser separadas una de otra de forma segura independientemente del tipo de lámina y, en gran medida, independientemente del espesor de las láminas.
Conforme a la invención este objeto es resuelto mediante un dispositivo del tipo con una herramienta superior y una herramienta inferior opuesta, a través de la combinación con las características de la parte identificativa de la reivindicación 1. De acuerdo a esto, la herramienta superior y la herramienta inferior se encuentran conformadas, en cada caso, como horquillas pivotantes que pueden ser llevadas desde una posición abierta a una posición cerrada para el agarre. En los extremos libres de las horquillas se encuentran conformadas, en cada caso, placas de agarre y las placas de agarre presentan superficies de apoyo planas y filos conformados de manera asimétrica, así como entalladuras en el área detrás de los filos. Para separar las láminas se coloca la herramienta superior y la herramienta inferior, en cada caso con las pinzas abiertas, sobre la superficie de la lámina. Las pinzas son llevadas a una posición cerrada, con lo que los respectivos filos son presionados en la superficie del material de las láminas de bolsas plásticas, que en comparación es blando. De esta manera el material de las láminas de bolsas plásticas es desplazado y sujetado entre los filos de las pinzas opuestas, con lo que el material que se encuentra detrás de los filos es desplazado a entalladuras correspondientes. En material introducido entre los filos posibilita una unión en arrastre de forma que con la correspondiente separación de la herramienta superior y de la herramienta inferior conduce a la separación segura de las láminas de bolsas plásticas.
Diseños conforme a la invención de la presente invención resultan de las reivindicaciones secundarias que le siguen a la reivindicación principal. Así, en el estado cerrado de las horquillas pivotantes puede existir una distancia determinada entre los filos dirigidos uno hacia el otro.
De manera ventajosa los filos se extienden hasta un plano por debajo de la superficie de apoyo de las placas de agarre. De esta manera se garantiza, que con la respectiva colocación de las placas de agarre sobre la superficie del plástico el filo sea presionado en el material de las láminas de bolsas plásticas blando, de manera que con el correspondiente cierre de las pinzas se produzca la deformación deseada de la superficie de plástico.
De manera ventajosa, el filo converge en un ángulo agudo, de manera especialmente ventajosa en un ángulo de 10º - 45º.
La presente invención hace referencia, además, a un procedimiento conforme a la reivindicación 5.
Con el dispositivo conforme a la invención de acuerdo a la reivindicación 1 o el procedimiento de acuerdo a la reivindicación 5 se pueden moldear de manera ventajosa, como se explica a continuación, también dos tubos o puertos en una banda de lámina tubular.
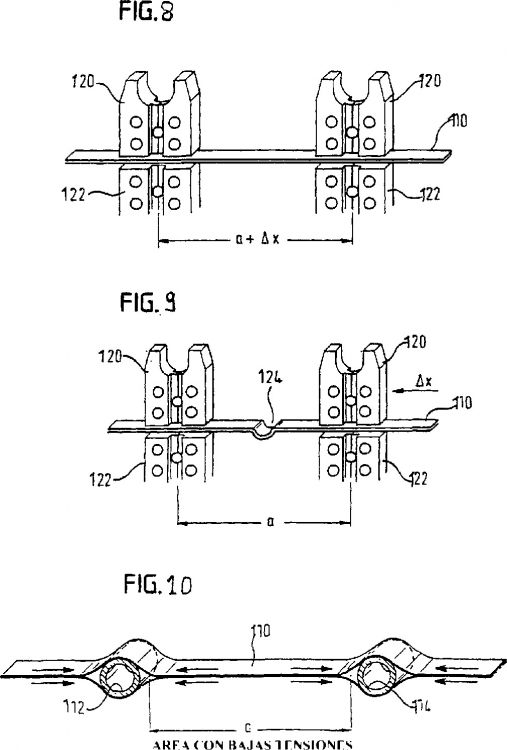
Conforme al estado actual del arte el moldeo de múltiples conexiones de tubos o puertos generalmente se realiza en un paso y con una herramienta soldadora. En ese caso, las conexiones de tubos o puertos son conducidas juntos a un lado abierto de una banda de lámina tubular o al lado no soldado de una bolsa y, después de abrir la bolsa, son colocados dentro de la lámina. Esto es explicado en detalle con ayuda de la secuencia de figuras 1 a 3 de acuerdo a los dibujos adjuntos. En la fig. 5 se pueden observar las dos mordazas de una herramienta soldadora 116 y 118 y dos secciones de tubo 112 y 114, que deben ser moldeados, a una distancia determinada, en una bolsa continua 110 que en el medio se encuentra separado. La distancia entre los centros de las secciones de tubo es a. En la fig. 6 se representa cómo la herramienta superior 116 o la herramienta inferior 118 de las herramientas soldadoras son desplazadas una contra la otra para soldar las láminas de la banda de lámina tubular 110 con el tubo 112 o el tubo 114 (aquí no representado). Las conexiones de tubos 112 y 114 aquí son conducidas juntas hacia un lado no soldado de la banda de lámina tubular o de una bolsa presoldada y, después de abrir la banda de lámina tubular o la bolsa, son colocados dentro de la lámina. Después de cerrar la herramienta soldadora las láminas de la banda de lámina tubular 110 se moldean alrededor los tubos 112 y 114 y son soldadas mediante la conducción de calor. La desventaja de este procedimiento es que de la banda de lámina tubular bidimensional se debe moldear un producto tridimensional. Para moldear la circunferencia de tubos o piezas para soldar se necesita material de láminas de las áreas del borde y este material también es tomado parcialmente por la herramienta soldadora. Ya que entre los tubos 112, 114 o puertos no puede penetrar material de lámina porque la herramienta soldadora subsiguiente 116, 118 lo impide debido a la compresión requerida para la soldadura, se forman zonas delgadas en la lámina, es decir, áreas con una tensión propia muy alta o hundimientos en el tubo. En el caso de una carga de la bolsa, estas zonas delgadas conducen a una falla temprana, es decir, a fugas o a l ruptura en estas zonas cargadas. Esto se representa esquemáticamente en la fig. 7. Aquí, en el área entre los tubos soldados se representa un área con altas tensiones.
Con el dispositivo conforme a la invención y el procedimiento conforme a la invención existe la posibilidad de mejorar el procedimiento conocido para moldear, al menos, dos tubos o puertos en una banda de lámina tubular o una bolsa prefabricada de manera tal, que las bolsas listas resistan, en comparación, cargas más altas.
Un procedimiento mejorado de este tipo con la utilización del dispositivo conforme a la invención comprende los siguientes pasos de proceso:
Reivindicaciones:
1. Dispositivo para separar dos láminas superpuestas, especialmente láminas de bolsas plásticas, con una herramienta superior (18) y una herramienta inferior opuesta (20) caracterizado porque la herramienta superior (18) y la herramienta inferior (20) se encuentran conformadas, en cada caso, como horquillas de pinza pivotantes (22, 26), que pueden ser llevadas de una posición abierta a una posición cerrada para el agarre, en los extremos libres de las horquillas de pinza (22; 26) se encuentran conformadas, en cada caso, placas de agarre (24) y las placas de agarre (24; 28) presentan superficies de apoyo planas (32) y filos asimétricos (30), así como entalladuras (36, 38) en el área detrás de los filos (30).
2. Dispositivo conforme a la reivindicación 1, caracterizado porque en el estado cerrado de las horquillas pivotantes (22) existe una distancia (a) entre los filos (30) dirigidos uno hacia el otro.
3. Dispositivo conforme a la reivindicación 1 o 2 caracterizado porque los filos (30) se extienden hasta un plano por debajo de las superficies de apoyo (32) de las placas de agarre (24, 28).
4. Dispositivo conforme a una de las reivindicaciones 1 a 3, caracterizado porque el filo respectivo (30) converge en un ángulo agudo a, preferentemente de 10º a 45º.
5. Procedimiento para separar dos láminas superpuestas, especialmente láminas de bolsas plásticas utilizando un dispositivo conforme a una de las reivindicaciones 1 a 4, caracterizado porque la herramienta superior (18) y la herramienta inferior (20) se colocan sobre la superficie de la lámina con las horquillas de pinza abiertas (22, 26), que las horquillas de pinza (22, 26) son llevadas a una posición cerrada, con lo que los respectivos filos (30) son presionados en la superficie de las láminas superpuestas y que la herramienta superior (18) y la herramienta inferior (20) son separadas para separar ambas láminas superpuestas.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]