PROCEDIMIENTO PARA LA FABRICACION DE DISPOSITIVOS DE CONDUCCION DE GAS DE ESCAPE, EN PARTICULAR DISPOSITIVOS DE LIMPIEZA DE GAS DE ESCAPE.
Procedimiento para la fabricación de dispositivos de conducción de gas de escape,
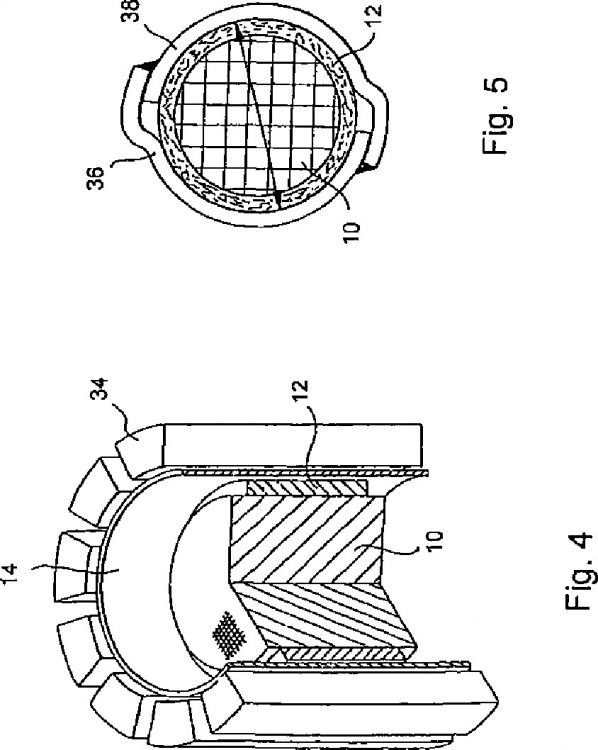
en particular dispositivos de limpieza de gas de escape, que tienen, respectivamente, una carcasa exterior (14) con un soporte apretado en su interior, en el que el soporte comprende un sustrato (10) a través del que fluye gas de escape y un elemento de compensación (12) elástico que rodea el sustrato (10), caracterizado por las siguientes etapas:
a) Determinación de la geometría exterior individual del sustrato (10),
b) Determinación de una geometría adaptada a la geometría exterior individual del sustrato (10) de la carcasa exterior (14) para la consecución de una fuerza de apriete requerida, que está adaptada y se ha de ejercer individualmente sobre el soporte,
c) Fabricación de la carcasa exterior (14) con geometría adaptada, y
d) Montaje y apriete del soporte en la carcasa exterior (14), realizándose el cierre de la carcasa exterior (14) de modo controlado por presión o controlado por fuerza
Tipo: Resumen de patente/invención. Número de Solicitud: W06002332EP.
Solicitante: EMCON TECHNOLOGIES GERMANY (AUGSBURG) GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BIBERBACHSTRASSE 9,86154 AUGSBURG.
Inventor/es: SCHMIDT, STEFAN, KRONER, PETER, MERSCHKOETTER,STEFAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F01N13/18 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01N SILENCIADORES O DISPOSITIVOS DE ESCAPE PARA MAQUINAS O MOTORES EN GENERAL; SILENCIADORES O DISPOSITIVOS DE ESCAPE PARA MOTORES DE COMBUSTION INTERNA (disposiciones de conjuntos de propulsión relativas al escape de gases B60K 13/00; silenciadores de admisión de aire especialmente adaptados para motores de combustión interna, o con dispositivos para estos motores F02M 35/00; protección contra ruidos en general o amortiguamiento de los mismos G10K 11/16). › F01N 13/00 Silenciadores o dispositivos de escape caracterizados por aspectos de su estructura. › Estructura que facilita la fabricación, el montaje o el desmontaje.
- F01N3/021B
- F01N3/28C2B
Clasificación PCT:
- B01D53/88 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 53/00 Separación de gases o de vapores; Recuperación de vapores de disolventes volátiles en los gases; Depuración química o biólogica de gases residuales, p. ej. gases de escape de los motores de combustión, humos, vapores, gases de combustión o aerosoles (recuperación de disolventes volátiles por condensación B01D 5/00; sublimación B01D 7/00; colectores refrigerados, deflectores refrigerados B01D 8/00; separación de gases difícilmente condensables o del aire por licuefacción F25J 3/00). › Manipulación o montaje de catalizadores.
- F01N3/021 F01N […] › F01N 3/00 Silenciadores o aparatos de escape que incluyen medios para purificar, volver inofensivos o cualquier otro tratamiento de los gases de escape (control eléctrico F01N 9/00; dispositivos de control o diagnóstico para los aparatos de tratamiento de gases de escape F01N 11/00). › utilizando filtros.
- F01N3/28 F01N 3/00 […] › Estructura de reactores catalíticos.
- F01N7/18
Fragmento de la descripción:
Procedimiento para la fabricación de dispositivos de conducción de gas de escape, en particular dispositivos de limpieza de gas de escape.
Ámbito técnico de la invención
La invención se refiere a un procedimiento para la fabricación de dispositivos de conducción de gas de escape, en particular dispositivos de limpieza de gas de escape, que tienen, en particular, una carcasa exterior con un soporte apretado en su interior, comprendiendo el soporte un sustrato a través del que pasa el gas de escape y un elemento de compensación elástico que rodea el sustrato.
Los dispositivos conductores de gas de escape de los que se trata en la invención son, en particular, dispositivos de limpieza de gas de escape, como catalizadores y filtros de partículas diésel, o combinaciones de los dos. En este tipo de dispositivos están colocados soportes muy sensibles frente a la presión radial, en cuyo caso se trata hasta el momento mayoritariamente de sustratos cerámicos a través de los que se produce un flujo axial, que están envuelto con un elemento de compensación elástico (designado habitualmente como estera de apoyo): estos soportes se sujetan principalmente por medio de un apriete radial en la carcasa exterior y en la dirección axial y lateral, siendo posible un apoyo axial adicional, por ejemplo con un anillo de punto de hilo. El apriete ha de ser lo suficientemente grande para que durante el funcionamiento de marcha, tanto por medio de la presión de gas como por medio de vibraciones no se produzca ningún desplazamiento del soporte relativo a la carcasa exterior en la dirección axial. Por otro lado, la presión radial o, en general, la presión que actúa lateralmente hacia dentro, no ha de ser tan grande que se produzca una destrucción del soporte, en particular la destrucción del sustrato del catalizador o el sustrato del filtro de partículas diésel sensible a la presión.
La introducción y apriete del soporte en la carcasa exterior se realiza hasta ahora, por ejemplo, por medio del denominado arrollado. En este caso se preforma en primer lugar una cubierta de chapa por medio de flexión de cilindros o de curvado de planchas. A continuación se introduce el soporte formado por sustrato y estera de apoyo lateralmente en la cubierta de chapa preformada, se arrolla la cubierta de chapa de modo controlado por fuerza fijamente alrededor del soporte, y a continuación se cierra la cubierta soldándola. Con ello se comprime la estera.
Puesto que, sin embargo, las dimensiones del sustrato (como también la estera de apoyo) están sometidas a ciertas tolerancias de fabricación, por medio de este procedimiento conocido no se garantiza siempre un apriete óptimo del soporte en la carcasa exterior. Mientras que un sustrato con un diámetro especialmente pequeño, bajo ciertas circunstancias, no se aprieta suficientemente fuerte, en el caso de un sustrato especialmente grande, como consecuencia de la mayor presión ejercida por medio de la estera comprimida, se puede llegar a una destrucción del sustrato.
A esto hay que añadir que la estera de apoyo que está dispuesta entre el sustrato y la carcasa exterior, y que ha de procurar una compensación de presión y una pretensión constante, después de una compresión está sometida a un cierto proceso de asiento (relajación), por medio del cual se reduce la presión comunicada a través de ella al sustrato. El retorno elástico de la carcasa exterior después de la introducción y apriete lleva, igualmente, a que la presión aplicada al comienzo sobre el sustrato, y con ello la fuerza de apriete aplicada, se relaja. Además, la presión de sujeción de la estera de apoyo se reduce durante el funcionamiento (por ejemplo por medio de envejecimiento).
Una posibilidad (teórica) en el apriete del soporte para compensar sus tolerancias de medida viene dada ahora por el hecho de cerrar la carcasa exterior con el procedimiento descrito hasta el momento de modo controlado por presión o por fuerza. Sin embargo, en la práctica por medio de ello tampoco se pueden compensar apenas las elevadas oscilaciones que se producen en la presión de sujeción de la estera de apoyo.
El documento JP 2002-263764 A describe un procedimiento para la fabricación de un dispositivo de conducción de gas de escape, en el que se determinan el diámetro exterior del sustrato y el peso de la estera de apoyo. A partir de los datos determinados se determina el diámetro de la carcasa exterior necesario para la consecución de una fuerza de sujeción uniforme, y la carcasa exterior se adapta de modo correspondiente.
El documento EP 1 445 443 A1 muestra un procedimiento para el montaje de un catalizador o bien de un cuerpo de filtro, en el que en la forma de realización de las Figuras 1 a 7 en primer lugar se fabrica completamente la carcasa, y a continuación se introduce el paquete formado por el sustrato y la estera de apoyo en la carcasa. En la forma de realización según la Figura 8, el grupo constructivo formado por el sustrato y la estera de apoyo se inserta en una carcasa que todavía no está cerrada. A continuación se cierra la carcasa al diámetro calculado, es decir, se cierra de modo controlado en su recorrido.
El documento DE 103 13 155A1 muestra un procedimiento para el montaje de un sustrato de una instalación de escape de gases, en la que se fabrica un recorte de chapa para la carcasa con las dimensiones adecuadas, de manera que los bordes que se han de unir entre ellos de la carcasa estén en contacto haciendo tope entre ellos sin que se produzca solape.
El objetivo de la invención es presentar un procedimiento que se ocupe de un apriete suficientemente seguro del soporte en la carcasa exterior con tasas de defectos mínimas.
Esto se consigue por medio de las siguientes etapas del procedimiento:
a) Determinación de la geometría exterior individual del sustrato,
b) Determinación de una geometría adaptada a la geometría exterior individual del sustrato de la carcasa exterior para la consecución de una fuerza de apriete recurrida que se ha de ejercer adaptada individualmente al soporte,
c) Fabricación de la carcasa exterior con una geometría adaptada, y
d) Montaje y apriete del soporte en la carcasa exterior.
En los procesos conocidos hasta el momento se ha usado en todo momento una carcasa exterior uniforme, doblada de modo redondo, que ha sido cerrada de modo controlado por fuerza o por presión alrededor del soporte. En el caso de un cierre controlado por presión se han compensado tolerancias en el tamaño del soporte parcialmente por medio del hecho de que la carcasa exterior se ha cerrado algo. La invención va por otro lado, determinando la geometría exterior de cada sustrato individual antes de la construcción incorrecta y entonces, dependiendo de esta geometría exterior, conformando una carcasa exterior que está adaptada exactamente a la geometría exterior del sustrato correspondiente (incluyendo el espacio para la estera de apoyo). A continuación, el soporte, formado por el sustrato y el elemento de compensación, se monta y se aprieta en su carcasa exterior realizada de modo individual. De este modo, la densidad superficial de la estera comprimida, y con ello la presión de sujeción ejercida por ella está sometida a oscilaciones considerablemente menores, como es el caso en el estado de la técnica, lo que significa que cada soporte se aprieta con la fuerza de sujeción necesaria para él. Por medio del procedimiento conforme a la invención se puede reducir, con ello, la carga del sustrato, y se consigue una mejor conservabilidad. Al hablar de geometría adaptada de la carcasa exterior, en este contexto, se hace referencia al hecho de que la forma y la dimensión de la carcasa exterior se realiza a medida. Según la invención está previsto que la geometría de la carcasa exterior se determine directamente a partir de la geometría exterior del sustrato. Las etapas intermedias, como por ejemplo una determinación o cálculo del peso del sustrato, no están previstas para esto.
Para la mejora de la precisión en la determinación de la geometría de la carcasa exterior se determina preferentemente adicionalmente a la determinación de la geometría exterior del sustrato el peso individual del elemento de compensación. Esto tiene sentido ya que la presión que se ha de ejercer por medio del elemento de compensación depende, entre otras cosas, de la masa del soporte, y con ello también de la masa del elemento de compensación.
Para poder reproducir también las más pequeñas estructuras del sustrato, la geometría adaptada de la carcasa...
Reivindicaciones:
1. Procedimiento para la fabricación de dispositivos de conducción de gas de escape, en particular dispositivos de limpieza de gas de escape, que tienen, respectivamente, una carcasa exterior (14) con un soporte apretado en su interior, en el que el soporte comprende un sustrato (10) a través del que fluye gas de escape y un elemento de compensación (12) elástico que rodea el sustrato (10), caracterizado por las siguientes etapas:
a) Determinación de la geometría exterior individual del sustrato (10),
b) Determinación de una geometría adaptada a la geometría exterior individual del sustrato (10) de la carcasa exterior (14) para la consecución de una fuerza de apriete requerida, que está adaptada y se ha de ejercer individualmente sobre el soporte,
c) Fabricación de la carcasa exterior (14) con geometría adaptada, y
d) Montaje y apriete del soporte en la carcasa exterior (14), realizándose el cierre de la carcasa exterior (14) de modo controlado por presión o controlado por fuerza.
2. Procedimiento según la reivindicación 1, caracterizado porque adicionalmente a la determinación de la geometría exterior del sustrato (10) se determina el peso individual del elemento de compensación (12).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la geometría adaptada de la carcasa exterior (14) se genera por medio de una conformación incremental.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la carcasa exterior (14) se cierra para apretar el soporte.
5. Procedimiento según la reivindicación 4, caracterizado porque antes del cierre de la carcasa (14) se determinan parámetros adecuados para el proceso de cierre.
6. Procedimiento según la reivindicación 4 ó 5, caracterizo porque el cierre de la carcasa (14) se realiza controlado por presión o controlado por fuerza.
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el sustrato (10) es fundamentalmente cilíndrico con una superficie base que difiere de la forma circular.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el sustrato (10) está medido para la determinación de la geometría exterior individual.
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque los datos determinados respecto al soporte se alimentan en un control (20), y porque en el control (20) se determina la geometría individual de la carcasa exterior (14) asignada.
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque en el caso del dispositivo se trata de un catalizador del gas de escape o de un filtro de partículas diésel o de una combinación de los dos.
11. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque como carcasa exterior (14) se usa una carcasa de chapa.
12. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la carcasa exterior (14) se genera por medio de arrollamiento alrededor del soporte.
13. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado porque la carcasa exterior (14) se presiona por medio de calibrado contra el soporte.
14. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado porque la carcasa exterior (14) está formada por varias cubiertas (36, 38) que se presionan contra el soporte y que se fijan una a la otra.
Patentes similares o relacionadas:
 APARATO SILENCIADOR-CATALIZADOR PARA MOTORES DE COMBUSTIÓN INTERNA, del 16 de Diciembre de 1960, de WUTRICH, LUCIEN FERNAND: Aparato silenciador-catalizador para motores de combustión interna, caracterizado porque comprende una envolvente tubular fijada por su […]
APARATO SILENCIADOR-CATALIZADOR PARA MOTORES DE COMBUSTIÓN INTERNA, del 16 de Diciembre de 1960, de WUTRICH, LUCIEN FERNAND: Aparato silenciador-catalizador para motores de combustión interna, caracterizado porque comprende una envolvente tubular fijada por su […]
 Métodos y sistemas para restringir el material fibroso durante la operación de llenado, del 29 de Julio de 2020, de OCV INTELLECTUAL CAPITAL, LLC: Un método de llenado de un silenciador con un material fibroso, el silenciador incluyendo una carcasa de silenciador que tiene un puerto […]
Métodos y sistemas para restringir el material fibroso durante la operación de llenado, del 29 de Julio de 2020, de OCV INTELLECTUAL CAPITAL, LLC: Un método de llenado de un silenciador con un material fibroso, el silenciador incluyendo una carcasa de silenciador que tiene un puerto […]
Método y máquina para producir un elemento tubular para aislar acústica y/o térmicamente un componente de un vehículo a motor, del 18 de Marzo de 2020, de SO.LA.IS. - SOCIETA' LAVORAZIONE ISOLANTI - S.R.L. CON UNICO SOCIO: Un método para producir un elemento tubular diseñado para instalarse en un componente de un vehículo provisto de un motor de combustión interna para aislar acústica […]
Contenedor para un dispositivo generador de aerosoles, del 1 de Enero de 2020, de JT International SA: Un contenedor para un dispositivo generador de aerosoles, teniendo el contenedor un cuerpo que comprende: una primera parte configurada para recibir un dispositivo […]
 Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Dispositivo de sujeción para un conducto de escape, del 15 de Mayo de 2019, de Vibracoustic GmbH: Dispositivo de sujeción para la sujeción de un conducto de escape de una instalación de escape por medio de un equipo de apoyo soportado, con una sección de soporte […]
Elemento de tubo con un elemento interior y un elemento exterior, del 15 de Mayo de 2019, de Westfalia Metal Hoses GmbH: Elemento de tubo constituido por un elemento interior (IE) y un elemento exterior (AE), en el que - el elemento interior (IE) y el elemento exterior […]
Silenciador para una línea de escape de un motor de un vehículo y su procedimiento de montaje, del 8 de Mayo de 2019, de HUTCHINSON: Silenciador para una línea de escape de un motor de un vehículo, constituido por al menos un conducto que actúa como guía para los gases de escape y como atenuador […]