PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE BANDAS ANCHAS DE COBRE O ALEACIONES DE COBRE.
Procedimiento para la fabricación de bandas anchas de cobre o aleaciones de cobre por mediante la colada de un caldo de metal líquido en una lingotera giratoria para bandas anchas (1),
conduciendo el metal fundido por medio de una tobera de colada inclinada (14) de la artesa de colada (9) en la lingotera para bandas anchas (1) situada más baja, manteniendo el nivel del metal fundido en la artesa de colada (9) a un nivel constante (H) situado por encima del punto de integración de la tobera de colada (14) en la artesa de colada (9), en una zona de 75 a 90 mm con respecto al nivel del baño (7) de la lingotera (1), conduciendo el metal fundido a través de un canal ascendiente (11) desde la artesa de colada (9) hacia la tobera de colada (14) y distribuyéndolo simétricamente hacia el interior de la tobera de colada (14) sobre una anchura que corresponde a la anchura de la banda a producir, guiando el metal fundido hacia el interior de la tobera de colada (14) a través de al menos un primer estrangulador (16) y desviándolo hacia el punto de salida de la tobera de colada (14) a través de otro estrangulador (21) en el sentido de la superficie del baño de la lingotera (7) y repartiéndolo en sentido vertical sobre toda la anchura de banda de la lingotera (1) en una multitud de flujos individuales mas pequeños que se introducen en el baño de fusión de la lingotera (1) como flujo laminar formando un perfil de salida tipo cuña con un ángulo de apertura (a) que se extiende en la dirección de la descarga de la banda de entre 15 y 30º con respecto al nivel del baño (7) de la lingotera (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06025918.
Solicitante: MKM MANSFELDER KUPFER UND MESSING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LICHTLOCHERBERG 40,06333 HETTSTEDT.
Inventor/es: DAUTERSTEDT, JOACHIM, ALBRECHT, MICHAEL, SCHUTT, HANS-JURGEN, STARKE,MICHAEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Diciembre de 2006.
Fecha Concesión Europea: 31 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B22D11/06L1
- B22D11/06L1A
Clasificación PCT:
- B22D11/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › en moldes de paredes que se desplazan, p. ej. entre rodillos, placas, correas, orugas (B22D 11/07 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de bandas anchas de cobre o aleaciones de cobre.
La invención se refiere a un procedimiento para la fabricación de bandas anchas de cobre o aleaciones de cobre mediante la colada de un caldo de metal fundido líquido en una lingotera para bandas anchas giratoria así como un dispositivo adecuado para la ejecución del procedimiento, consistente en una artesa de colada y una tobera de colada para dirigir el metal fundido líquido hacia la lingotera de colado de bandas.
Para la fabricación de bandas anchas, el metal fundido líquido que se halla en una artesa de colada (tundish) es conducido mediante uno o varios tubos de colada o toberas de colada en la lingotera para bandas anchas situada más baja. Los dispositivos para el suministro de un metal fundido desde una artesa de colada o tundish hacia una lingotera son conocidos ya en diferentes formas de realización. El metal fundido que se halla en la artesa de colada es introducido mediante un tubo de colada o varios tubos de colada en el baño fundido, el llamado pool, de la lingotera de colado de bandas que está girando también. El tubo de colada puede estar dispuesto perpendicularmente o en un ángulo definido, inclinado hacia la horizontal. Los tubos de colada deben facilitar una repartición uniforme y de pocas turbulencias del metal fundido en la lingotera de colado de bandas. Con una suficiente altura de nivel de llenado en la artesa de colada se garantiza que el tubo de colada esté llenado completamente con metal fundido. La velocidad de flujo del metal fundido está influenciada en función del ángulo de colada del tubo de colada por la presión metalostática del metal fundido que se halla en la artesa de colada. En caso de una aceleración aumentada del metal fundido en el tubo de colada se produce una depresión que da lugar a turbulencias y oscilaciones del nivel de baño del metal fundido que se halla en el pool de la lingotera de colado de bandas.
Una multitud de los tubos de colada conocidos son tubos de inmersión que se sumergen en el baño de metal fundido de la lingotera y distribuyen el metal fundido suministrado por debajo de la superficie del baño.
De la patente DE 101 13 206 A1 es conocido un tubo de inmersión para la colada de metal fundido, que posee una cámara de turbulencia que se ensancha en forma de embudo, para la disminución de la energía cinética del metal fundido en la salida del tubo de inmersión. El metal fundido calmado accede al pool a través de orificios de salida laterales. El tubo de inmersión está dispuesto perpendicularmente y posee un canto de arranque en la transición de la sección de tubo a la cámara de turbulencia.
De la patente EP 1 506 827 A1 se conoce un sistema de fundición para una lingotera para desbastes delgados con una artesa de colada y un tubo de colada de inmersión, estando dispuesto en oblicuo hacia abajo el tubo de inmersión que se estrecha en la dirección del flujo. El orificio de salida del tubo de inmersión se encuentra por debajo del nivel del baño de la lingotera. El orificio de salida está cubierto por un labio y dispuesto de tal manera que el metal fundido es desviado varias veces y se distribuye transversalmente al eje longitudinal de la lingotera.
Los dispositivos conocidos con tubos de inmersión que se extienden de manera inclinada desde la artesa de colada en la lingotera situada más baja precisan que el tubo de inmersión esté lleno de metal fundido.
Estos causan en los productos planos a fabricar unas inclusiones que producen un efecto negativo sobre la calidad.
De la patente EP 0 194 327 A1 es conocida una lingotera para la colada continua de bandas dobles. La artesa de colada está unida al tubo de colada mediante un tubo intermedio curvado rectangular. Este consiste en una sección que se extiende horizontalmente y una sección curvada hacia arriba y que desemboca en la lingotera, no sumergiéndose el orificio de salida en el pool. El flujo de metal fundido es desviado varias veces hasta la entrada en la lingotera debido a la disposición a modo de sifón de la artesa de colada, del tubo intermedio y del tubo de colada. Para evitar que el aire pueda penetrar desde el exterior en la cámara de la lingotera, está previsto un dispositivo especial para la regulación de la posición del nivel de colada.
En la patente DE 40 39 959 C1 está descrito un dispositivo de colada, en el cual el metal fundido es conducido desde la artesa de colada en la lingotera a través de un canal que se extiende en oblicuo hacia abajo, estando dispuesto por encima del canal un motor de inducción lineal para la reducción de la velocidad de flujo del metal fundido. Esta solución está relacionada con gastos elevados.
En tubos de inmersión dispuestos perpendicularmente es conocido dotar estos de estranguladores mecánicos para mejorar el llenado del espacio interior del tubo de colada (EP 0 950 451 B1) con una reducción de la velocidad de flujo.
En la práctica se demostró que, para la fabricación de bandas con una anchura de 800 a 1.500 mm y un espesor de 20 a 50 mm surgen considerables problemas mediante la colada de un caldo de cobre mediante tubos de inmersión en una lingotera para bandas anchas. También en caso de una inclinación escasa de los tubos de inmersión da lugar a la formación de remolinos en el pool a causa de la velocidad de flujo del metal fundido suministrado por debajo de la superficie del baño, debido a lo cual son introducidas burbujas de gas e impurezas oxídicas y otras suciedades que se acumulan en la superficie, en el caldo de metal fundido. Esto da lugar a rechupes y grietas en la estructura de colada de la banda acabada.
Durante la colada de cobre o de aleaciones de cobre se presentan aún dificultades particulares debido a las características específicas del material en comparación con otros metales no férricos, debido a una corrosión intermetálica a elevadas temperaturas y a la alta afinidad del oxígeno.
La invención se basa en la tarea de crear un procedimiento para la fabricación de bandas anchas de cobre o aleaciones de cobre mediante la colada de un caldo de metal fundido líquido en una lingotera para bandas anchas giratoria, con lo cual es posible lograr una estructura de fundición conforme a la calidad. Además se debe crear un dispositivo adecuado para la ejecución del procedimiento.
Según la invención, la tarea se soluciona técnicamente en un procedimiento mediante las características indicadas en la reivindicación 1. Las configuraciones ventajosas y los perfeccionamientos del procedimiento son objeto de las reivindicaciones 2 a 9. La reivindicación 10 se refiere a un dispositivo adecuado para la ejecución del procedimiento. Las configuraciones ventajosas del dispositivo son objeto de las reivindicaciones 11 a 20.
El procedimiento propuesto comprende las medidas siguientes:
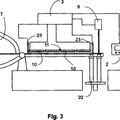
El nivel del caldo de metal fundido en la artesa de colada es mantenido a un nivel constante (H), por encima del punto de integración de la tobera de colada en la artesa de colada, en una zona de 75 a 90 mm, con respecto al nivel de la superficie del baño de la lingotera. El caldo de metal líquido que se halla en la artesa de colada o tundish es conducido a través de un canal ascendiente desde la artesa de colada hasta la tobera de colada. Conforme a la configuración de la artesa de colada, el canal ascendiente puede estar dispuesto en la correspondiente pared lateral de la artesa de colada. En determinados casos de aplicación puede ser oportuno que el metal fundido atraviese también un canal que se extiende paralelamente a la horizontal antes de su entrada en la tobera de colada, y que se ensancha preferiblemente en la dirección del flujo. Durante el paso del flujo a través de este canal puede ser provocada una bajada de la velocidad de flujo del metal fundido.
La sección transversal del canal ha de ser dimensionada preferiblemente de tal manera que en el punto de entrada se mantenga una relación de velocidad de flujo con respecto al flujo de volumen entre 1:4 y 1:3 y en el punto de salida entre 1:1,5 y 1:2.
Una vez introducido el flujo de metal fundido en la tobera de colada, éste es distribuido simétricamente sobre una anchura que corresponde a la anchura de la banda a producir. El metal fundido es conducido dentro de la tobera de colada a través de al menos un primer estrangulador, para reducir la energía cinética del flujo de metal fundido. Detrás del estrangulador se produce una velocidad de flujo reducida y surge un flujo de volumen uniforme que se extiende sobre la anchura total....
Reivindicaciones:
1. Procedimiento para la fabricación de bandas anchas de cobre o aleaciones de cobre por mediante la colada de un caldo de metal líquido en una lingotera giratoria para bandas anchas (1), conduciendo el metal fundido por medio de una tobera de colada inclinada (14) de la artesa de colada (9) en la lingotera para bandas anchas (1) situada más baja, manteniendo el nivel del metal fundido en la artesa de colada (9) a un nivel constante (H) situado por encima del punto de integración de la tobera de colada (14) en la artesa de colada (9), en una zona de 75 a 90 mm con respecto al nivel del baño (7) de la lingotera (1), conduciendo el metal fundido a través de un canal ascendiente (11) desde la artesa de colada (9) hacia la tobera de colada (14) y distribuyéndolo simétricamente hacia el interior de la tobera de colada (14) sobre una anchura que corresponde a la anchura de la banda a producir, guiando el metal fundido hacia el interior de la tobera de colada (14) a través de al menos un primer estrangulador (16) y desviándolo hacia el punto de salida de la tobera de colada (14) a través de otro estrangulador (21) en el sentido de la superficie del baño de la lingotera (7) y repartiéndolo en sentido vertical sobre toda la anchura de banda de la lingotera (1) en una multitud de flujos individuales mas pequeños que se introducen en el baño de fusión de la lingotera (1) como flujo laminar formando un perfil de salida tipo cuña con un ángulo de apertura (a) que se extiende en la dirección de la descarga de la banda de entre 15 y 30º con respecto al nivel del baño (7) de la lingotera (1).
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que los orificios de salida (22, 22d, 22e) de la tobera de colada (14) se hallan por encima del nivel del baño (7) de la lingotera (1), ajustando la distancia de la tobera de colada (14) en el punto más pequeño del nivel del baño (7) en función del espesor de la banda a colar en una relación distancia/espesor de entre 1:1,5 y 1:1,1.
3. Procedimiento según la reivindicación 1, caracterizado por el hecho de que los orificios de salida (22, 22d, 22e) de la tobera de colada (14) están situados parcialmente por debajo del nivel del baño (7) de la lingotera (1).
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por el hecho de que antes de entrar en la tobera de colada (14), el metal fundido atraviesa un canal (13) que se extiende paralelamente a la horizontal y que se amplía en anchura en sentido del flujo.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por el hecho de que el metal fundido es descargado de la tobera de colada (14) en forma de flujos individuales dispuestos en filas (22a, 22b, 22c).
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado por el hecho de que la relación de la velocidad de flujo con respecto al flujo de volumen se mantiene en el punto de entrada (E) del canal (13) en un valor comprendido entre 1:4 y 1:3 y, en el punto de salida (A) del canal (13) entre 1:1,5 y 1:2.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado por el hecho de que el primer estrangulador (16) es dimensionado, en cuanto al espesor del material y a las superficies de sección transversal de las aperturas de paso (17, 17a, 17b, 17c) de tal manera que se mantiene una relación de la superficie de sección transversal de salida con respecto al flujo de volumen de entre 1:8 y 1:12, resultando la superficie de sección transversal de salida de la suma de las superficies individuales de sección transversal de las aperturas de paso (17, 17a, 17b, 17c) del estrangulador (16).
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado por el hecho de que la velocidad de flujo del metal fundido es influenciado de manera intencionada por recorridos de flujo de diferentes longitudes dentro de los estranguladores (16, 21).
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado por el hecho de que la velocidad de flujo del metal fundido es reducida después de su salida de la tobera de colada (14) a un valor correspondiente a aproximadamente la velocidad de descarga de la lingotera (1) o aproximado a ésta.
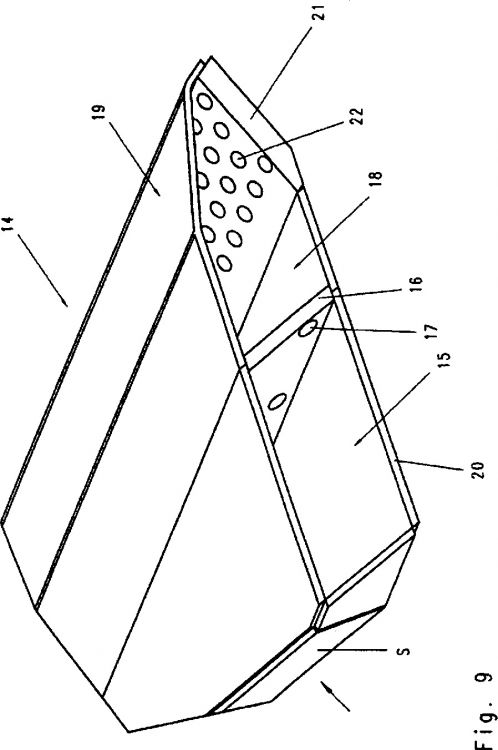
10. Dispositivo para la ejecución del procedimiento según al menos una de las reivindicaciones anteriores, consistente en una artesa de colada (9) llenada de caldo de metal líquido y una tobera de colada (14) formando una unidad de colada (8), así como una lingotera para bandas anchas giratoria (1), extendiéndose la tobera de colada (14) en oblicuo hacia abajo en un ángulo de inclinación definido, estando dispuesta la unidad de colada (8) de tal manera que puede haber una diferencia de nivel de 70 a 95 mm entre el nivel del baño (7) de la lingotera (1) y la altura de llenado (H), estando dispuesto un canal de salida (11) ascendente en la artesa de colada (9) y la tobera de colada (14) presenta una sección de distribución (15) y una sección de salida (18), ensanchándose en su anchura la sección de distribución (15) hasta alcanzar la anchura de la banda a colar, estando dispuesto un primer estrangulador (16) que se extiende sobre toda la superficie de sección transversal y que está dotado de orificios (17, 17a, 17b, 17c) que pueden ser atravesados por el flujo, entre la sección de distribución (15) y la sección de salida (18), estando dotada la sección de salida (18) de una piquera (19) que se estrecha en la dirección de la lingotera (1) y cuya limitación inferior discurre en oblicuo hacia arriba en un ángulo definido y, como barra de descarga (21), está provista de orificios (22, 22d, 22e) dirigidos hacia la superficie del baño (7).
11. Dispositivo según la reivindicación 10, caracterizado por el hecho de que la barra de descarga (21) está dispuesta en un ángulo de apertura (a) de entre 15 y 30º con respecto al nivel del baño (7) de la lingotera (1).
12. Dispositivo según una de las reivindicaciones 10 ó 11, caracterizado por el hecho de que el punto más bajo de la barra de descarga (21) se halla por encima de la superficie del baño (7), a una distancia con respecto a la superficie del baño correspondiente de 0,9 a 0,5 veces mayor que el espesor de la banda a colar.
13. Dispositivo según una de las reivindicaciones 10 ó 11, caracterizado por el hecho de que el punto más bajo de la barra de descarga (21) se halla en contacto con la superficie del baño (7).
14. Dispositivo según una de las reivindicaciones 10 ó 11, caracterizado por el hecho de que la barra de descarga (21) se encuentra parcialmente por debajo del nivel del baño (7).
15. Dispositivo según una de las reivindicaciones 10 a 14, caracterizado por el hecho de que los orificios (22, 22d, 22e) de la barra de descarga (21) están dispuestos en filas, siendo los orificios idénticos dentro de una fila (22a, 22b, 22c).
16. Dispositivo según una de las reivindicaciones 10 a 15, caracterizado por el hecho de que los orificios (22, 22d, 22e) presentan diferentes superficies de sección transversal.
17. Dispositivo según una de las reivindicaciones 10 a 16, caracterizado por el hecho de que los orificios (17, 17a, 17c) del primer estrangulador (16) están dispuestos en filas y en proximidad directa a la sección del fondo (20) de la tobera de colada (14).
18. Dispositivo según una de las reivindicaciones 10 a 16, caracterizado por el hecho de que los orificios (17b) del primer estrangulador (16) están dispuestos en filas y están limitados por la sección del fondo (20) de la tobera de colada (14).
19. Dispositivo según una de las reivindicaciones 10 a 18, caracterizado por el hecho de que una pieza intermedia (12) con un canal de colada (13) está dispuesta entre la artesa de colada (9) y la tobera de colada (14).
20. Dispositivo según una de las reivindicaciones 10 a 19, caracterizado por el hecho de que el canal de colada (13) dispuesto dentro de la pieza intermedia (12) se extiende paralelamente a la horizontal y se ensancha continuamente en la dirección del flujo.
Patentes similares o relacionadas:
 PROCEDIMIENTO Y APARATO PARA LA COLADA CONTÍNUA DE METALES, del 1 de Octubre de 1959, de PECHINEY, COMPAGNIE DE PRODUITS CHIMIQUES ET ELECTROMETALLURGIQUES: Procedimiento para la colada contínua de metales y de otras materias fusiblescaracterizándose porque se vá introduciendo la materia fundida entre dos […]
PROCEDIMIENTO Y APARATO PARA LA COLADA CONTÍNUA DE METALES, del 1 de Octubre de 1959, de PECHINEY, COMPAGNIE DE PRODUITS CHIMIQUES ET ELECTROMETALLURGIQUES: Procedimiento para la colada contínua de metales y de otras materias fusiblescaracterizándose porque se vá introduciendo la materia fundida entre dos […]
 SISTEMA DE TRANSFERENCIA PARA METALES LIQUIDOS, del 2 de Agosto de 2010, de ALUAR ALUMINIO ARGENTINO S.A.I.C: Un método para controlar la transferencia de metal líquido desde un horno hasta una máquina de colada que comprende las etapas de:
a) inclinar el horno hasta un […]
SISTEMA DE TRANSFERENCIA PARA METALES LIQUIDOS, del 2 de Agosto de 2010, de ALUAR ALUMINIO ARGENTINO S.A.I.C: Un método para controlar la transferencia de metal líquido desde un horno hasta una máquina de colada que comprende las etapas de:
a) inclinar el horno hasta un […]
Boquilla de inmersión, del 15 de Julio de 2020, de KROSAKIHARIMA CORPORATION: Una boquilla de inmersión, en la que la boquilla de inmersión tiene una forma plana en la que el ancho Wn de un orificio interior es mayor que un grosor […]
Máquina continua de colada de tiras de plomo y boquilla, del 13 de Mayo de 2020, de WIRTZ MANUFACTURING CO., INC: Una máquina de colada de tiras de plomo para rejillas de placa de batería, comprendiendo la máquina de colada: una bomba que tiene una entrada para recibir plomo […]
Procedimiento de fabricación de chapas de acero austenítico de hierro-carbono-manganeso de muy altas características de resistencia y excelente homogeneidad, del 15 de Abril de 2020, de Arcelormittal: Chapa laminada en caliente de acero austenítico de hierro-carbono-manganeso cuya resistencia es superior a 1200 MPa, cuyo producto P (resistencia […]
Cinta de aleación amorfa ferromagnética con salientes superficiales reducidos, método de colado y aplicación de los mismos, del 1 de Abril de 2020, de METGLAS, INC.: Una cinta de aleación amorfa ferromagnética, que comprende: una aleación que tiene una composición representada por FeaSibBcCd, donde 80,5 ≤ […]
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia, del 25 de Marzo de 2020, de MiTek Holdings, Inc: Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión […]
Sistema y procedimiento para colada continua, del 25 de Diciembre de 2019, de HAZELETT STRIP-CASTING CORPORATION: Aparato de colada continua para colar una banda metálica, que comprende: una primera correa soportada por una primera polea aguas arriba […]