DISPOSITIVO Y PROCEDIMIENTO PARA LA CARGA AUTOMATICA DE BARRAS DE METAL.
Dispositivo para cargar automáticamente un número previamente determinado de barras de metal (4) desde una estación de trabajo de recogida (5),
en la que las barras (4) están dispuestas en un haz (3), hasta una estación de trabajo de recepción (13), comprendiendo dicho dispositivo un dispositivo de manipulación de efecto magnético (8), que puede ser desplazado entre una posición de recogida, en particular una posición descendida, para la extracción de las barras (4) del haz (3) en la estación de trabajo de recogida (5) y una posición de recepción, en particular una posición elevada, en el que dicho dispositivo comprende unos medios para definir un paso restringido (14), que va a ser atravesado por las barras (4) que son desplazadas, en particular elevadas, por el dispositivo de efecto magnético mencionado anteriormente (8) y que es de un ancho adaptado al diámetro de las barras de manera que permite que el dispositivo de efecto magnético (8) lleve únicamente una barra (4) o parte de la barra (4) cada vez a la posición mencionada anteriormente de recepción (13), estando dicho dispositivo caracterizado porque dicho paso restringido (14) está fijo con respecto a dicha estación de trabajo de recepción (13), comprendiendo dicho dispositivo además unos medios para depositar en un soporte (18) la barra (4), o la parte de la barra (4), que cada vez alcanza la posición mencionada anteriormente de recepción (13), en el que dicha estación de trabajo de recepción (13) está dispuesta lateralmente con respecto a dicho soporte (18) y en el que dichos medios para depositar la barra (4), o la parte de la barra (4), que cada vez alcanza dicha posición de recepción (13) en dicho soporte (18) comprende unos medios empujadores (15, 16) para empujar la barra (4), o la parte de la barra (4), que alcanza a dicha posición de recepción (13), hacia dicho soporte (18) de manera que la libera del dispositivo de efecto magnético (8), estando dichos medios empujadores (15, 16) configurados para empujar la barra (4), o la parte de la barra (4), en una dirección horizontal o en cualquier caso en una dirección transversal a la dirección del movimiento de la barra (4), o de la parte de la barra (4), en el interior de dicho paso restringido (14)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07425216.
Solicitante: OSCAM S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA CANELLI, 104/106,10127 TORINO.
Inventor/es: PERUZZO, STEFANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Abril de 2007.
Fecha Concesión Europea: 3 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21D43/28C
- B21F23/00D
- B65G47/14B6B
- B65G47/92 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › que tienen pinzas electrostáticas o magnéticas.
Clasificación PCT:
- B21F23/00 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Suministro de alambre a las máquinas o aparatos que traten este material (aplicable también al suministro en barras o bandas B21D 43/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo y procedimiento para la carga automática de barras de metal.
La presente invención se refiere a procedimientos y dispositivos para cargar automáticamente un número previamente determinado de barras de metal desde una estación de trabajo de recogida, en la cual dos o más barras están dispuestas en un haz, hasta una estación de trabajo de recepción, desde la cual las barras son, por ejemplo, suministradas a una máquina de gran producción, tal como una máquina para cortar o doblar barras de metal. Los dispositivos de este tipo se utilizan en las plantas automáticas para el tratamiento de barras de metal, en particular para la industria de la construcción.
El presente solicitante ha ilustrado en la patente italiana nº IT 1 206 893 un dispositivo del tipo mencionado anteriormente, el cual incluye un rodillo con un eje horizontal que recibe sobre el mismo las barras tomadas de un haz, orientadas en una dirección perpendicular al eje del rodillo. El rodillo tiene una ranura helicoidal, de modo que su giro causa la alimentación secuencial de las barras, en la dirección del eje del rodillo, hacia la máquina de gran producción. Durante el giro del rodillo, cada una de las barras descansa tangencialmente en la parte correspondiente de la ranura helicoidal del rodillo de modo que es forzada a trasladarse en la dirección del eje del rodillo como resultado de giro del rodillo. El rodillo por lo tanto funciona como un dispositivo concebido para alimentar las barras a la máquina de gran producción, alojándolas a una distancia una de otra y por consiguiente permitiendo también el recuento del número de barras alimentadas.
Un dispositivo para contar y alimentar barras secuencialmente idéntico al descrito anteriormente también se ilustra en el documento nº EP 1 356 875 A2. En dicha solución conocida está provisto un dispositivo de elevación de efecto magnético, el cual puede ser desplazado entre una posición extendida, para recoger las barras del haz en la estación de trabajo de recogida y una posición elevada en la cual una pluralidad de barras tomadas del dispositivo de elevación son colocadas encima de un rodillo juntas similar al descrito anteriormente haciendo referencia al documento nº IT 1 206 893, el cual las aloja separadas una de otra, contándolas y alimentándolas una máquina de gran producción. El problema de dicho dispositivo conocido reside en el hecho de que el dispositivo de elevación de efecto magnético eleva y deposita sobre el rodillo un número incontrolado e indefinido de barras de modo que, después de que el rodillo haya suministrado el número deseado de barras a la máquina de gran producción, es necesario descargar del rodillo las posibles barras en exceso antes de proceder a un nuevo ciclo de carga, particularmente en el caso en el que esto se lleva a cabo con barras de un diámetro diferente de aquellas de las previamente cargadas. El dispositivo conocido anteriormente mencionado está por lo tanto sometido a tiempos muertos considerables, los cuales son desfavorables para la productividad de la planta.
El documento WO 2004/054736 A describe un dispositivo según el preámbulo de la reivindicación 1.
El objetivo de la presente invención consiste en proporcionar un dispositivo y un procedimiento para la carga automática de barras de metal que pueda superar las desventajas propias de la técnica conocida.
Otro objetivo de la invención consiste en proporcionar un dispositivo y un procedimiento para la carga automática de barras de metal que sea extremadamente simple y funcional.
Todavía otro objetivo de la invención consiste en proporcionar un dispositivo y un procedimiento de carga automática de barras de metal que sean adecuados para una alta velocidad de funcionamiento y que por consiguiente permitan una elevada productividad.
Los objetivos anteriores y otros se consiguen, según la invención, a través de un procedimiento y un dispositivo según las reivindicaciones 1 y 14, respectivamente.
Las características ventajosas adicionales del procedimiento y del dispositivo según la invención se indican en las reivindicaciones subordinadas.
La invención se describirá a continuación haciendo referencia a las láminas adjuntas de dibujos, los cuales se proporcionan únicamente a título de ejemplo no limitativo y en los cuales:
- la figura 1 es una vista en perspectiva esquemática de un ejemplo de forma de realización de un dispositivo según la presente invención;
- las figuras 2-10 ilustran el dispositivo de la figura 1 en diferentes condiciones de funcionamiento, en donde algunos detalles de la figura 1 han sido simplificados adicionalmente, para una mayor claridad de ilustración; y
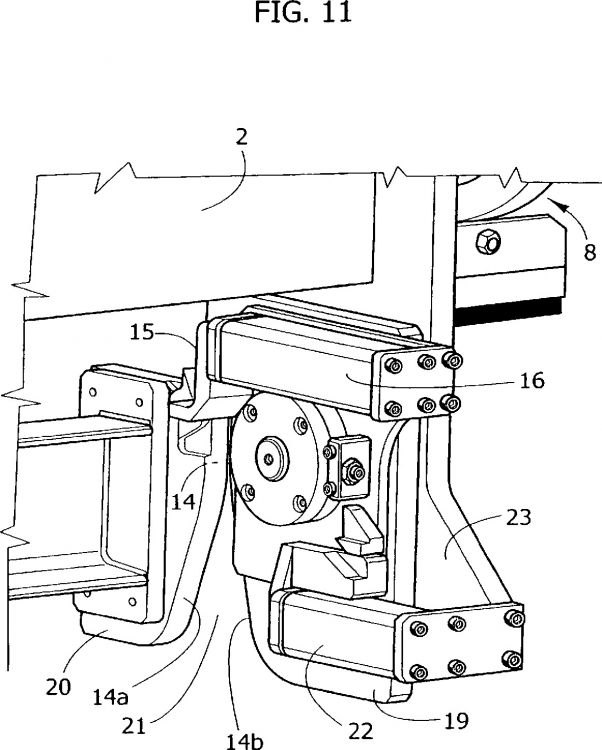
- la figura 11 ilustra, en una vista en perspectiva y a una mayor escala, una particularidad del dispositivo de la figura 1.
En el caso del ejemplo ilustrado, el dispositivo según la invención, designado globalmente mediante el número de referencia 1, está previamente dispuesto para ser asociado a la estructura 2 de un cabezal para cortar barras de metal, particularmente barras que van a ser utilizadas para el refuerzo de hormigón. Según la técnica convencional, el cabezal de corte está asociado a un extremo de un banco de cortar (no representado), en el cual se colocan las barras que se van a cortar. Una vez más según la técnica convencional otra vez, el cabezal de corte está provisto de rodillos que giran en sentido contrario (no representado en los dibujos) para recibir el extremo delantero o los extremos delanteros de una o más barras de metal y para causar que avancen en el banco de cortar una longitud que corresponda a la longitud de las piezas de barra que se van a obtener partiendo de las barras semiacabadas. El cabezal de corte está provisto de un dispositivo de corte (no representado en los dibujos) que se puede desplazar en una dirección vertical y que lleva a cabo el corte una vez que se han hecho avanzar las barras semiacabadas la longitud deseada en el banco de cortar. Ninguno de los detalles constructivos anteriormente mencionados se ilustra puesto que pertenecen a la técnica conocida.
Por supuesto, aunque el ejemplo ilustrado en la presente memoria se refiere a la alimentación de barras a un banco de cortar, el dispositivo según la invención es de aplicación general y puede ser utilizado en el caso en el que exista la necesidad de alimentar automáticamente un número controlado de barras desde una estación de trabajo de recogida hasta una estación de recepción, por ejemplo a la entrada que una máquina de gran producción, tal como un aparato de cortar o de doblar de un tipo diferente del mencionado, por ejemplo con pistas de rodillos y guillotinas.
En los dibujos, el número de referencia 3 designa un haz de barras 4 (considerado como un conjunto de dos o más barras dispuestas sustancialmente adyacentes en la dirección de la longitud), previamente dispuestas en una estación de trabajo de recogida 5 adyacente al dispositivo 1. En las plantas para la mecanización de barras de metal, en el caso en el que se utilicen bancos de cortar, tal como en el ejemplo actual no limitativo, las barras semi-acabadas se disponen típicamente previamente en soportes o rejillas o en compartimientos de recogida, normalmente divididos según el diámetro. Normalmente, están provistos unos medios para permitir un movimiento relativo entre los diversos haces de barras de diferentes diámetros y el banco de cortar, para permitir que cada vez sea llevado al banco de cortar el haz de barras del diámetro deseado. Por ejemplo, se utilizan dispositivos de soporte del tipo de carro, los cuales transportan los compartimientos de recogida de los haces de barras, los cuales se pueden trasladar en una dirección ortogonal a la dirección en la que descansan las barras para llevar el compartimiento que transporta las barras del diámetro deseado hasta el banco de cortar.
El cabezal de corte 2 presenta una boca 7 concebida para recibir el extremo delantero de las barras que se van alimentar en el banco de cortar.
Con el fin de proporcionar una carga automática de las barras 4 en el interior de la boca 7 del cabezal de corte, el dispositivo 1 comprende un dispositivo de manipulación de efecto magnético, designado globalmente mediante el número de referencia 8. A continuación, el dispositivo 8 también será definido como "dispositivo de elevación", dado que, en la forma de realización descrita en este documento, se utiliza para elevar la parte delantera de las barras 4 desde la estación de trabajo de recogida 5. Se debe considerar, sin embargo,...
Reivindicaciones:
1. Dispositivo para cargar automáticamente un número previamente determinado de barras de metal (4) desde una estación de trabajo de recogida (5), en la que las barras (4) están dispuestas en un haz (3), hasta una estación de trabajo de recepción (13), comprendiendo dicho dispositivo un dispositivo de manipulación de efecto magnético (8), que puede ser desplazado entre una posición de recogida, en particular una posición descendida, para la extracción de las barras (4) del haz (3) en la estación de trabajo de recogida (5) y una posición de recepción, en particular una posición elevada, en el que dicho dispositivo comprende unos medios para definir un paso restringido (14), que va a ser atravesado por las barras (4) que son desplazadas, en particular elevadas, por el dispositivo de efecto magnético mencionado anteriormente (8) y que es de un ancho adaptado al diámetro de las barras de manera que permite que el dispositivo de efecto magnético (8) lleve únicamente una barra (4) o parte de la barra (4) cada vez a la posición mencionada anteriormente de recepción (13), estando dicho dispositivo caracterizado porque dicho paso restringido (14) está fijo con respecto a dicha estación de trabajo de recepción (13), comprendiendo dicho dispositivo además unos medios para depositar en un soporte (18) la barra (4), o la parte de la barra (4), que cada vez alcanza la posición mencionada anteriormente de recepción (13), en el que dicha estación de trabajo de recepción (13) está dispuesta lateralmente con respecto a dicho soporte (18) y en el que dichos medios para depositar la barra (4), o la parte de la barra (4), que cada vez alcanza dicha posición de recepción (13) en dicho soporte (18) comprende unos medios empujadores (15, 16) para empujar la barra (4), o la parte de la barra (4), que alcanza a dicha posición de recepción (13), hacia dicho soporte (18) de manera que la libera del dispositivo de efecto magnético (8), estando dichos medios empujadores (15, 16) configurados para empujar la barra (4), o la parte de la barra (4), en una dirección horizontal o en cualquier caso en una dirección transversal a la dirección del movimiento de la barra (4), o de la parte de la barra (4), en el interior de dicho paso restringido (14).
2. Dispositivo según la reivindicación 1, caracterizado porque comprende un dispositivo de transferencia (24) para sujetar una o más barras (4) descargadas en dicho soporte (18) y llevarlas a la estación de trabajo final (7).
3. Dispositivo según la reivindicación 1, caracterizado porque dichos medios para definir el paso restringido mencionado anteriormente (14) son ajustables, de manera que varían el ancho del paso restringido (14) para adaptarlo al diámetro de las barras que se van a tratar.
4. Dispositivo según la reivindicación 1 ó 3, caracterizado porque dichos medios para definir el paso restringido mencionado anteriormente (14) comprenden un par de placas (19, 20) sustancialmente coplanares y ortogonales a las barras (4), provistas de bordes enfrentados (14a, 14b) que definen dicho paso restringido (14).
5. Dispositivo según la reivindicación 3, caracterizado porque dichos bordes enfrentados (14a, 14b) definen una boca de entrada sustancialmente en forma de V (21), que converge hacia arriba y unida en curva con dicho paso restringido (14).
6. Dispositivo según la reivindicación 4 ó 5, caracterizado porque una de dichas placas (19) puede ser desplazada con respecto a la otra (20), particularmente en una dirección horizontal, para ajustar el ancho del paso restringido mencionado anteriormente (14).
7. Dispositivo según la reivindicación 3 ó 6, caracterizado porque está previsto un accionador (22) para gobernar dicho desplazamiento de ajuste del ancho del paso restringido (14).
8. Dispositivo según la reivindicación 1, caracterizado porque dicho dispositivo de efecto magnético (8) comprende un imán (9) soportado en el extremo inferior de un brazo (10), que puede ser desplazado con respecto a una estructura de soporte (11) y ser controlado por un accionador (12).
9. Dispositivo según la reivindicación 2, caracterizado porque dicho dispositivo de transferencia es un dispositivo de pinza (24), que comprende un elemento de pinza (25, 26, 27) soportado en el extremo inferior de una corredera (28), que se puede desplazar en una dirección vertical con respecto a una corredera (30), que a su vez se puede desplazar horizontalmente con respecto a una estructura fija (32).
10. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado porque dicho dispositivo comprende una estructura de soporte constituida por el cabezal (2) de un banco para cortar y/o doblar barras de metal.
11. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado porque comprende una unidad de control electrónico para gobernar los medios de accionamiento (12, 16, 22, 27, 29, 31) que controlan el desplazamiento de las piezas móviles del propio dispositivo según un ciclo de operaciones previamente determinado y programable.
12. Dispositivo según la reivindicación 1, caracterizado porque dicho soporte (18) pertenece a por lo menos uno de entre:
- un dispositivo de transferencia previamente dispuesto para llevar una o más barras a una estación de trabajo final; y
- una zona para cargar un aparato para la mecanización de las barras, al cual el propio dispositivo está funcionalmente asociado.
13. Dispositivo según la reivindicación 1, caracterizado porque dicho soporte (18) está enfrentado a, o está alineado con, una zona para la carga del aparato para la mecanización de las barras, al cual el propio dispositivo está funcionalmente asociado, estando además dichos medios de depósito previamente dispuestos para trasladar las barras directamente desde dicho soporte hasta dicha zona de carga.
14. Procedimiento para cargar automáticamente un número previamente determinado de barras de metal (4) desde una estación de trabajo de recogida (5), en la que las barras (4) están dispuestas en un haz (3), hasta una estación de trabajo de recepción (13), comprendiendo dicho procedimiento proporcionar un dispositivo de manipulación de efecto magnético (8), que puede ser desplazado entre una posición de recogida, en particular una posición descendida, para la extracción de las barras (4) del haz (3) en la estación de trabajo de recogida (5) y una posición de recepción en particular una posición elevada (13), estando dicho procedimiento caracterizado porque está previsto un paso restringido (14), que es fijo con respecto a dicha estación de trabajo de recepción (13), que va a ser atravesado por las barras (4) que son desplazadas, en particular elevadas, siendo dicho paso restringido (13) de un ancho adaptado al diámetro de las barras de tal modo que permite que el dispositivo de efecto magnético (8) lleve sólo una barra (4) o parte de la barra (4) cada vez a la posición de recepción mencionada anteriormente (13), y porque cada vez que una barra (4) o parte de la barra (4) alcanza la posición de recepción mencionada anteriormente (13) es empujada transversalmente con respecto a la dirección del desplazamiento de la barra (4) o de la parte de la barra (4) al interior de dicho paso restringido (14), de manera que la libera del dispositivo de efecto magnético (8) y la deposita en el soporte (18) que está lateralmente dispuesto con respecto a dicha estación de trabajo de recepción (13).
15. Procedimiento según la reivindicación 14, caracterizado porque, una vez existe un número previamente determinado de barras (4) presentes en el soporte (18), un dispositivo de transferencia (24) es activado para sujetar dichas barras y llevarlas a la posición final (7).
16. Procedimiento según la reivindicación 15, caracterizado porque dicha posición final está constituida por la boca de entrada (7) del cabezal (2) de un banco para cortar o doblar barras de metal.
17. Procedimiento según la reivindicación 14, caracterizado porque el paso restringido mencionado anteriormente se ajusta para variar su ancho con el fin de adaptarlo al diámetro de las barras que se van a tratar.
18. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el dispositivo de efecto magnético mencionado anteriormente está dispuesto previamente y/o ajustado de manera que se adapta la fuerza magnética de atracción del mismo con el fin de garantizar que un imán correspondiente pueda llevar únicamente la barra (4) que atraviesa dicho paso restringido a la posición de recepción (13), permaneciendo en contacto directo con el imán.
19. Procedimiento según la reivindicación 15, caracterizado porque mientras el dispositivo de transferencia mencionado anteriormente (24) lleva las barras a dicha posición final (7) y regresa a continuación a la posición de recogida respectiva, unas barras adicionales (4) son depositadas en sucesión en dicho soporte (18).
Patentes similares o relacionadas:
Dispositivo de transporte de piezas y método para transportar piezas, del 17 de Abril de 2019, de FAGOR ARRASATE, S. COOP: Dispositivo de transporte de piezas, en particular de piezas en forma de placa, que comprende un medio transportador para transportar […]
Procedimiento y dispositivo para trasladar planchas de gran superficie de dimensiones extremadamente grandes, del 26 de Julio de 2017, de GRENZEBACH MASCHINENBAU GMBH: Dispositivo para trasladar planchas de gran superficie, en particular planchas de vidrio, con las características siguientes: a) un dispositivo de transporte […]
Procedimiento y dispositivo para el transporte de placas grandes de dimensiones excesivas extremas, del 26 de Julio de 2017, de GRENZEBACH MASCHINENBAU GMBH: Dispositivo para el transporte de placas de vidrio con las siguientes características: a) una línea de transporte equipada con rodillos de transporte […]
DISPOSITIVO DE TRANSPORTE, ESPECIALMENTE DISPOSITIVO DE CARGA PARA MAQUINAS DE MECANIZACION Y TRATAMIENTO., del 12 de Enero de 1984, de EMAG MASCHINENFABRIK GMBH: DISPOSITIVO DE CARGA PARA MAQUINAS DE MECANIZACION Y TRATAMIENTO. CONSTA DE UN IMAN ADHESIVO, UNA CULATA Y DOS ALAS Y , Y EN TORNO A […]
 UNIDAD Y PROCEDIMIENTO PARA CARGAR BARRAS METÁLICAS, del 23 de Febrero de 2011, de OSCAM S.P.A.: Unidad para cargar automáticamente un número predeterminado de barras metálicas de un almacén, en el cual las barras están dispuestas en un haz, […]
UNIDAD Y PROCEDIMIENTO PARA CARGAR BARRAS METÁLICAS, del 23 de Febrero de 2011, de OSCAM S.P.A.: Unidad para cargar automáticamente un número predeterminado de barras metálicas de un almacén, en el cual las barras están dispuestas en un haz, […]
 PROCEDIMIENTO PARA CARGAR BARRAS METALICAS EN UNA MAQUINA DE TRATAMIENTO Y DISPOSITIVO DE CARGA CORRESPONDIENTE BARRAS METALICAS, del 11 de Noviembre de 2009, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Procedimiento para cargar barras metálicas en una máquina de tratamiento utilizando unos medios de carga , estando dichas barras metálicas dispuestas […]
PROCEDIMIENTO PARA CARGAR BARRAS METALICAS EN UNA MAQUINA DE TRATAMIENTO Y DISPOSITIVO DE CARGA CORRESPONDIENTE BARRAS METALICAS, del 11 de Noviembre de 2009, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Procedimiento para cargar barras metálicas en una máquina de tratamiento utilizando unos medios de carga , estando dichas barras metálicas dispuestas […]
Aparato y método para manipular productos metálicos, del 27 de Mayo de 2020, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Aparato de manipulación que comprende un plano de soporte configurado para soportar una pluralidad de productos metálicos (P) con un desarrollo oblongo, y dispositivos […]
Dispositivo para la fabricación de resortes helicoidales laminados en caliente, del 6 de Mayo de 2020, de Daewon Kang Up Co., Ltd: Una máquina de bobinado configurada para enrollar un alambre calentado, comprendiendo dicha máquina de bobinado: un conjunto de accionamiento […]