INSTALACION DE SOPLADO PARA LA FABRICACION DE RECIPIENTES DE MATERIAL TERMOPLASTICO.
Instalación de soplado apropiada para llevar un fluido de soplado a alta presión al interior de una pieza (4) en bruto de material termoplástico que está soportada,
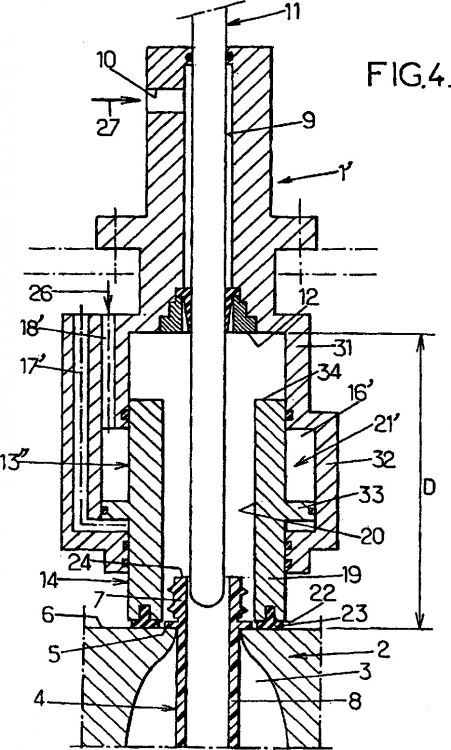
en un molde (2) de soplado, por su cuello (7) que surge fuera de una pared (6) del molde (2), comprendiendo dicha instalación un cuerpo (1, 1'') tubular fijo que está conectado a una fuente de fluido a alta presión y que, en su extremo inferior, soporta coaxialmente y en deslizamiento un equipo (13, 13'', 13'''') móvil que comprende una tobera (14, 14'') de soplado apropiada para, en posición de soplado, ponerse en situación de comunicación estanca con el cuello (7) de la pieza (4) en bruto, estando definida la tobera (14, 14''), lateralmente, por una parte terminal, en forma de manguito (19), del equipo móvil, teniendo el cuerpo (1, 1'') tubular una cara (12) frontal que está a una distancia (D) fija de dicha pared (6) del molde (2), caracterizada porque
- el fondo de la tobera (14, 14'') está formado por dicha pared (12) frontal del cuerpo (1, 1'') tubular, y
- la pared (20) interior lateral del manguito (19) está conformada de manera que una presión de fluido en el interior de la tobera no genera, sobre dicha pared lateral, una componente de fuerza de reacción dirigida de manera opuesta a dicha pared (6) del molde
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/002583.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE,76930 OCTEVILLE-SUR-MER.
Inventor/es: MIE,PATRICK C/O SIDEL PARTICIPATIONS.
Fecha de Publicación: .
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C49/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de soplado.
Clasificación PCT:
- B29C49/58 B29C 49/00 […] › Medios de soplado.
Fragmento de la descripción:
Instalación de soplado para la fabricación de recipientes de material termoplástico.
La presente invención se refiere a perfeccionamientos aportados a las instalaciones de soplado apropiadas para llevar un fluido de soplado a alta presión al interior de una pieza en bruto de material termoplástico que está soportada, en un molde de soplado, por su cuello que surge fuera de una pared del molde, comprendiendo dicha instalación un cuerpo tubular fijo que está conectado con una fuente de fluido a alta presión y que, en su extremo inferior, soporta coaxialmente y en deslizamiento un equipo móvil que comprende una tobera de soplado apropiada para, en posición de soplado, ponerse en situación de comunicación estanca con el cuello de la pieza en bruto, estando definida la tobera, lateralmente, por una parte terminal, en forma de manguito, del equipo móvil, teniendo el cuerpo tubular una cara frontal que está a una distancia fija de dicha pared del molde.
Se conocen diferentes instalaciones de soplado del tipo considerado, y en particular instalaciones equipadas con diversos tipos de toberas o bien dispuestas para llevarse en contacto físico con el cuello de la pieza en bruto que va a soplarse (tobera que hace tope de manera estanca contra el labio del cuello de la pieza en bruto, tobera cónica acoplada de manera estanca en el interior del cuello de la pieza en bruto, tobera enfundada en el cuello de la pieza en bruto), o bien dispuestas de manera sobredimensionada con respecto al cuello de la pieza en bruto de manera que se apoyan de manera frontal estanca contra la pared del molde que soporta la pieza en bruto al tiempo que rodea a distancia dicho cuello (tobera con forma de campana: véase por ejemplo el documento FR 2 764 544), que representa el preámbulo de la reivindicación 1, o el documento US-A-4 552 527 que describe una instalación de soplado que presenta características similares a la reivindicación 1 pero que tiene un cuerpo tubular móvil.
El esfuerzo con el que la tobera, independientemente de su tipo, se mantiene en apoyo estanco contra el cuello de la pieza en bruto o contra la pared del molde debe ser suficiente para oponerse al empuje de reacción, dirigido en sentido inverso, debido a la elevada presión (normalmente del orden de 40 x 105 Pa) del fluido de soplado que se ejerce sobre las paredes de la tobera. Este esfuerzo de apoyo también debe ser suficiente para garantizar la estanqueidad de la acción conjunta de la tobera con el cuello de la pieza en bruto gracias a una ligera deformación elástica del material termoplástico y, en el caso de la tobera con forma de campana, para que la junta de estanqueidad prevista frontalmente sobre la tobera esté suficientemente aplastada para evitar que se desvíe radialmente de su apoyo bajo el efecto de la elevada presión de soplado.
En la práctica, el control del desplazamiento del equipo móvil que incorpora la tobera y de mantenimiento de ésta en apoyo estanco sobre el cuello de la pieza en bruto o la pared del molde se realiza con ayuda de un gato neumático accionado por un fluido a presión elevada al menos igual a la presión del fluido de soplado, y el fluido suministrado al gato neumático es el propio fluido de soplado.
Ahora bien, desde el punto de vista económico, la producción de fluido a una presión elevada, tal como normalmente 40 x 105 Pa, representa un puesto de gastos muy importante en el funcionamiento del conjunto de una instalación de producción de recipientes (especialmente de botellas) de material termoplástico: en efecto, cuanto mayor es el consumo de fluido a presión elevada, mayor debe ser la dimensión del compresor en consecuencia y por tanto más costoso es, y por otro lado mayor es su consumo eléctrico.
Los usuarios desean actualmente instalaciones de fabricación de mayor rentabilidad que tengan mayores ritmos de producción con menores gastos de funcionamiento. En este contexto, parece deseable una reducción de la cantidad de fluido a presión elevada empleado por la instalación de fabricación de recipientes, y más en particular, por la instalación de soplado.
La invención tiene por tanto por objetivo responder a esta expectativa y proponer una instalación de soplado tal como se mencionó anteriormente que consume sensiblemente menos fluido a presión elevada que las instalaciones actuales.
Para ello, una instalación de soplado tal como se menciona en el preámbulo se caracteriza, estando dispuesta según la invención, porque
- el fondo de la tobera está formado por dicha pared frontal del cuerpo tubular, y
- la pared interior lateral del manguito está conformada de manera que una presión de fluido en el interior de la tobera no genera, sobre dicha pared lateral, una componente de fuerza de reacción dirigida de manera opuesta a dicha pared del molde.
Gracias a la disposición propuesta según la intención, todas las componentes de reacción debidas a la presión del fluido de soplado, durante la fase de soplado del recipiente, que se ejercen sobre el equipo móvil son radiales y por tanto se anulan globalmente debido a la simetría de revolución de la pared interna lateral de la tobera, y, si hay una componente axial, ésta está dirigida en dirección de la pared del molde y contribuye al mantenimiento en apoyo de la tobera. Gracias a esta disposición, los medios de control del desplazamiento del equipo móvil y de mantenimiento en apoyo de la tobera en posición de soplado tienen que desarrollar un esfuerzo considerablemente menor que en las instalaciones actuales y, por tanto, pueden realizarse con una forma aligerada y simplificada.
En la práctica, resulta ventajoso conservar, como en las instalaciones anteriores, un control neumático del equipo móvil, haciendo de modo que partes respectivas enfrentadas del cuerpo tubular y del equipo móvil estén dispuestas en gato neumático al menos de simple efecto para el desplazamiento del equipo móvil a lo largo del cuerpo tubular en dirección del molde y el mantenimiento de la tobera en dicha situación de comunicación estanca con el cuello de la pieza en bruto. Se obtiene como resultado que el mantenimiento en apoyo estanco de la tobera sobre el cuello del recipiente o contra la pared del molde puede garantizarse con una presión notablemente más pequeña que la elevada del fluido de soplado; en cuanto al control del desplazamiento del equipo móvil por el gato neumático, una presión poco elevada del fluido motor también es suficiente en este caso. Así, el funcionamiento del equipo móvil incluyendo la tobera puede garantizarse (excepto el soplado propiamente dicho) con ayuda de un fluido motor a presión relativamente pequeña; normalmente podrá usarse aire comprimido a 7 x 105 Pa, que está habitualmente disponible en todas las empresas.
El diseño de una instalación de soplado según la invención conduce a un ahorro sustancial de fluido a presión elevada a partir de ahora reservado únicamente a la fase de soplado. Se obtiene como resultado la posibilidad de recurrir, para la producción del fluido a presión elevada, a un compresor de capacité notablemente inferior, que por tanto es menos costoso de comprar y que necesita menos energía eléctrica en funcionamiento; además, es menos voluminoso y su menor volumen contribuye, junto con otras disposiciones aportadas en el resto de la instalación de fabricación, a diseñar instalaciones de fabricación que ocupan menos superficie en el suelo.
Aunque pueden concebirse diversas disposiciones estructurales, en un modo de realización sencillo y, por tanto, ventajoso, el equipo móvil es exterior al conducto tubular. Entonces es interesante que el gato neumático comprenda un pistón fijo formado por un ensanchamiento del cuerpo tubular y una cámara móvil formada por un ensanchamiento del equipo móvil que aloja de manera estanca el pistón.
De manera preferida, el equipo móvil está dotado neumáticamente no solamente en la bajada con mantenimiento en apoyo estanco de la tobera contra el cuello de la pieza en bruto o contra la pared del molde, sino también en la subida una vez logrado el soplado del recipiente: para ello, el gato neumático es de doble efecto.
Las disposiciones según la invención pueden encontrar aplicación independientemente del tipo de tobera puesto en práctica; en particular, pueden aplicarse en el caso en el que la tobera está dispuesta para actuar conjuntamente de manera positiva de manera estanca con el cuello de la pieza en bruto que va a soplarse, especialmente estando acoplada en dicho cuello; de manera preferida, pueden aplicarse en...
Reivindicaciones:
1. Instalación de soplado apropiada para llevar un fluido de soplado a alta presión al interior de una pieza (4) en bruto de material termoplástico que está soportada, en un molde (2) de soplado, por su cuello (7) que surge fuera de una pared (6) del molde (2), comprendiendo dicha instalación un cuerpo (1, 1') tubular fijo que está conectado a una fuente de fluido a alta presión y que, en su extremo inferior, soporta coaxialmente y en deslizamiento un equipo (13, 13', 13'') móvil que comprende una tobera (14, 14') de soplado apropiada para, en posición de soplado, ponerse en situación de comunicación estanca con el cuello (7) de la pieza (4) en bruto, estando definida la tobera (14, 14'), lateralmente, por una parte terminal, en forma de manguito (19), del equipo móvil, teniendo el cuerpo (1, 1') tubular una cara (12) frontal que está a una distancia (D) fija de dicha pared (6) del molde (2), caracterizada porque
- el fondo de la tobera (14, 14') está formado por dicha pared (12) frontal del cuerpo (1, 1') tubular, y
- la pared (20) interior lateral del manguito (19) está conformada de manera que una presión de fluido en el interior de la tobera no genera, sobre dicha pared lateral, una componente de fuerza de reacción dirigida de manera opuesta a dicha pared (6) del molde.
2. Instalación de soplado según la reivindicación 1, caracterizada porque partes respectivas enfrentadas del cuerpo (1) tubular y del equipo (13, 13', 13'') móvil están dispuestas en gato (21, 21') neumático al menos de simple efecto para el desplazamiento del equipo móvil a lo largo del cuerpo tubular en dirección del molde (2) y el mantenimiento de la tobera (14, 14') en dicha situación de comunicación estanca con el cuello de la pieza en bruto.
3. Instalación de soplado según la reivindicación 1 ó 2, caracterizada porque el equipo (13, 13') móvil es exterior al conducto tubular.
4. Instalación de soplado según las reivindicaciones 2 y 3, caracterizada porque el gato (21) neumático comprende un pistón (15) fijo formado por un ensanchamiento del cuerpo (1) tubular y una cámara (16) móvil formada por un ensanchamiento del equipo (13) móvil que aloja de manera estanca el pistón (15).
5. Instalación de soplado según la reivindicación 1 ó 2, caracterizada porque el equipo (13'') móvil es interior al conducto tubular dispuesto en el cuerpo (1') fijo.
6. Instalación de soplado según las reivindicaciones 2 y 5, caracterizada porque el gato (21') neumático comprende una cámara (16') fija formada por un ensanchamiento (32) del cuerpo (1') tubular y un pistón (33) móvil formado por un ensanchamiento del equipo (13'') móvil alojado de manera estanca en la cámara (16').
7. Instalación de soplado según una cualquiera de las reivindicaciones 2 a 6, caracterizada porque el gato (21, 21') neumático es de efecto doble.
8. Instalación de soplado según una cualquiera de las reivindicaciones 2 a 7, caracterizada porque el fluido de control del gato (21, 21') neumático es un fluido a baja presión.
9. Instalación de soplado según una cualquiera de las reivindicaciones 1 a 8, caracterizada porque la tobera (14') está dispuesta para actuar conjuntamente de manera positiva de manera estanca con el cuello (7) de la pieza (4) en bruto que va a soplarse, especialmente estando acoplada en dicho cuello (7).
10. Instalación de soplado según una cualquiera de las reivindicaciones 1 a 8, caracterizada porque la tobera (14) está dispuesta en forma de una tobera en forma de campana que presenta una parte terminal ensanchada apropiada para apoyarse de manera estanca por su cara (22) frontal contra la pared (6) del molde (2) al tiempo que cubre el cuello (7) de la pieza (4) en bruto sin estar en contacto con el mismo.
11. Instalación de soplado según la reivindicación 10, caracterizada porque la cara (22) frontal de la parte terminal ensanchada de la tobera (14) está dotada de una junta (23) de estanqueidad que, cuando la tobera (14) está en posición funcional, se aprieta entre la cara (22) frontal del manguito (19) y la pared (6) del molde (2), con el fin de garantizar la estanqueidad.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Inyector de fluido y procedimiento para fabricar cuerpos huecos mediante la técnica de inyección de fluido, del 4 de Septiembre de 2019, de Westphal, Friedrich: Inyector de fluido para fabricar cuerpos huecos mediante la técnica de inyección de fluido, a través del que una mezcla de fases múltiples en forma de una niebla pulverizada […]
Proceso para la formación de unidades llenadas con fluido y serie de unidades llenadas con fluido, del 12 de Junio de 2019, de AUTOMATED PACKAGING SYSTEMS, INC.: Proceso para formar unas unidades llenadas con fluido que comprende: alimentar una banda de un suministro a una estación de inflado , presentando la banda […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]
Válvula de fluido de soplado, unidad de moldeo por soplado y método de moldeo por soplado, del 28 de Febrero de 2019, de Aventics GmbH: Una válvula de fluido de soplado adaptada para proporcionar un flujo de un fluido de soplado en un dispositivo de moldeo por soplado con al menos un caudal controlable, […]
Un aparato y un método para confeccionar recipientes de plástico mediante moldeo por soplado de preformas, del 4 de Febrero de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un aparato para confeccionar recipientes de plástico mediante moldeo por soplado de preformas que comprende: - un molde que tiene, al menos, una cavidad […]
 Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
 Procedimiento para la fabricación de una botella de plástico, del 8 de Febrero de 2016, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Procedimiento para la fabricación de una botella de plástico, especialmente de una botella de PET, a partir de una preforma que presenta un cuerpo […]
Procedimiento para la fabricación de una botella de plástico, del 8 de Febrero de 2016, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Procedimiento para la fabricación de una botella de plástico, especialmente de una botella de PET, a partir de una preforma que presenta un cuerpo […]