PROCEDIMIENTO DE FABRICACION DE UNA BANDA DECORATIVA MULTICAPA CON UNA ESTRUCTURA EN RELIEVE Y UNA CAPA DE ALUMINIO.
Procedimiento para fabricar una banda multicapa con estructura a modo de relieve,
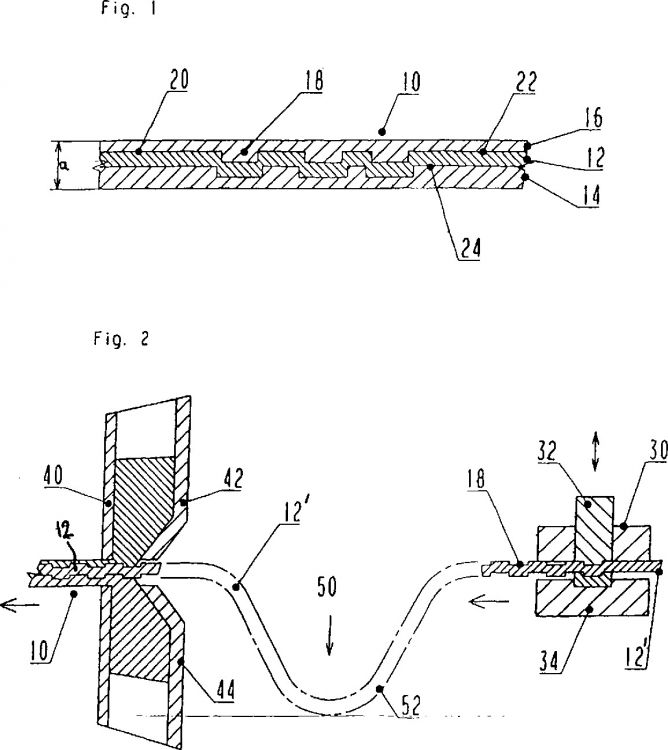
en particular una banda decorativa, que comprende una capa superior (12) de metal, preferiblemente aluminio, comprendiendo el procedimiento los siguientes pasos:
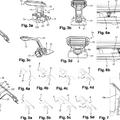
a) introducir una banda metálica delgada (12'') para formar la capa superior (12) en una unidad de estampado (30) y estampar la estructura (18) a modo de relieve en el lado superior (22) de la capa superior (12) y una estructura complementaria a modo de relieve en el lado inferior (24) de dicha capa superior, y
b) colocar a continuación una capa de refuerzo (14) de plástico sobre la estructura complementaria a modo de relieve de la capa superior 12) de tal manera que la capa de refuerzo (14) se aplique sólidamente al lado inferior completo (24) de la capa superior (12) y ya no se modifique la estructura a modo de relieve del lado superior (22)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07018211.
Solicitante: KUNSTSTOFF-TECHNIK SCHERER & TRIER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: SIEMENSSTRASSE 8,96247 MICHELAU.
Inventor/es: REISSENWEBER,DIRK.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Enero de 2004.
Fecha Concesión Europea: 3 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B32B15/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › de resina sintética.
- B32B17/10C2
- B32B27/36 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › teniendo poliésteres.
- B32B3/28 B32B […] › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa que tiene una lámina fina deformada, p. ej. ondulada, arrugada (B32B 29/08 tiene prioridad).
- B32B38/06 B32B […] › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Estampado.
- B44B5/00 B […] › B44 ARTES DECORATIVAS. › B44B MAQUINAS, APARATOS O UTILES PARA TRABAJOS DE ARTE, p. ej. PARA ESCULPIR, ENTALLAR, CINCELAR, PIROGRABAR O MARQUETEAR (decoración del cuero C14B). › Máquinas o aparatos para estampar motivos decorativos o marcas, p. ej. para acuñación de moneda (ondulación de chapas o de tubos metálicos, estampado combinado con operaciones de trabajo de chapas B21D; gofrado de materias plásticas o de sustancias en estado plástico en general B29C 59/02; estampado del papel o del cartón en general B31F 1/07; repujado de una forma de impresión B41C 1/08; máquinas de impresión para realizar operaciones de impresión combinadas con estampado en relieve B41F 19/02; máquinas de escribir o mecanismos de impresión adaptados para estampación B41J 3/38; aparatos o dispositivos para el sellado en hueco B41K 1/30, B41K 3/16; aparatos para estampación con medios para deformar el material a sellar B41K 3/36; estampado del cuero C14B 1/56).
- B44C1/14 B44 […] › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › de hojas o capas metálicas, p. ej. láminas de oro.
- B60R13/00 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad.
- B60R13/02 B60R […] › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Molduras decorativas; Canalones; Adornos de paredes; Guarniciones de techos (B60R 13/01 tiene prioridad).
- B60R13/04 B60R 13/00 […] › Tiras ornamentales o de defensa; Dispositivos para inscripciones ornamentales.
Clasificación PCT:
- B32B15/08 B32B 15/00 […] › de resina sintética.
- B32B17/10 B32B […] › B32B 17/00 Productos estratificados compuestos esencialmente de una hoja de vidrio o de fibras de vidrio, de escoria o una sustancia similar. › de resina sintética.
- B32B27/36 B32B 27/00 […] › teniendo poliésteres.
- B44C1/14 B44C 1/00 […] › de hojas o capas metálicas, p. ej. láminas de oro.
- B60R13/00 B60R […] › Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad.
- B60R13/02 B60R 13/00 […] › Molduras decorativas; Canalones; Adornos de paredes; Guarniciones de techos (B60R 13/01 tiene prioridad).
- B60R13/04 B60R 13/00 […] › Tiras ornamentales o de defensa; Dispositivos para inscripciones ornamentales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Procedimiento de fabricación de una banda decorativa multicapa con una estructura en relieve y una capa de aluminio.
La presente invención concierne a un procedimiento de fabricación de una banda multicapa con estructura a modo de relieve, en particular una banda decorativa, que comprende una capa superior de metal, preferiblemente aluminio.
Tales bandas decorativas encuentran utilización, por ejemplo, en la construcción de automóviles, donde pueden colocarse en los umbrales de las puertas, por ejemplo como una cubierta superior. Como material para las superficies de adorno se utiliza frecuentemente aluminio para atribuir a la banda decorativa una apariencia exterior agradable. En la superficie de aluminio está formada una estructura a modo de relieve, por ejemplo el nombre o una marca comercial del fabricante. Además de la construcción de automóviles, tales bandas decorativas encuentran también utilización como placas de características o etiquetas de maquinarias técnicas de todo tipo, pensándose, por ejemplo, en elec-trodomésticos (frigoríficos, congeladores, lavavajillas), instalaciones sanitarias (mango de ducha o cabina de ducha).
Si tales bandas decorativas se fabrican de aluminio en su totalidad, es necesario entonces cierto espesor mínimo de la chapa de aluminio utilizada de aproximadamente 1,5 mm para obtener una banda decorativa suficientemente estable en la que una estructura estampada permanezca de forma duradera y atrayente. Por tanto, dado que la profundidad de estampado de la estructura a modo de relieve no asciende en general a más de 0,2 mm, se necesita una cantidad relativamente grande de aluminio en comparación con la zona de la superficie "visible". Esta proporción de aluminio relativamente grande, en principio superflua, representa, por un lado, un factor de coste considerable para tales bandas decorativas y lleva además a un peso relativamente alto de las bandas decorativas. Cuando se piensa que, por su propia naturaleza, tales bandas decorativas utilizadas como artículos en masa, a pesar de una apariencia exterior lo más noble posible, apenas deberán ocasionar costes de fabricación apreciables, se puede advertir entonces, sin mayores problemas, el valor de los ahorros en material. Si se sustituye una parte del aluminio que no sea visible por otros materiales que sean más ligeros y/o más baratos (por ejemplo, plástico), entonces se plantea el problema de que ya no se consigue un estampado sencillo de estructuras a modo de relieve delineadas con precisión. Causa de ello es que las capacidades de unión de los componentes individuales de una pieza de trabajo compuesta de este tipo son diferentes. Por este motivo, no se pueden obtener resultados ópticamente atrayentes con el procedimiento de estampado.
Otra posibilidad de la mecanización de la superficie de una pieza de trabajo, por ejemplo una banda decorativa, consiste en corroer la estructura deseada en la superficie metálica. No obstante, en esta forma de proceder es desventajoso que la corrosión es relativamente costosa desde el punto de vista de la fabricación, dado que es necesario al menos un paso de trabajo adicional para revestir la superficie con una capa de enmascaramiento. Asimismo, es desventajoso que, después del proceso de corrosión, la superficie de aluminio estaría completamente desnuda y no estaría protegida contra la corrosión. Por tanto, es necesario obligatoriamente que, después del proceso de corrosión, se aplique una protección anticorrosión por medio de anodización o barnizado, lo que de nuevo conlleva costes adicionales considerables. En caso de un barnizado se sumaría, además, el mateado producido previamente por la corrosión en relieve. La consecuencia sería una apariencia menos elegante.
El documento DE 31 47 043 A revela una placa fabricada de un material compuesto de plástico y aluminio, en la que como material de soporte sirve una placa compuesta con núcleo inmovilizado entre chapas de aluminio, que está forrada en una extensión grande de al menos una superficie exterior con una película de aluminio. La película de aluminio puede ser provista de una superficie decorativa antes de la aplicación sobre el material de soporte por medio de anodización o por medio de una estructuración mecánica correspondiente.
Como revela el documento DE 31 47 043 A, la anodización de la cara vista de la película de aluminio se efectúa con solamente 2,4 ó 6 µm, con lo que no se obtiene una estructura a modo de relieve apreciable que contribuya a un aspecto duradero y elegante. Se ha previsto también una estructuración mecánica alternativamente propuesta de la cara vista de la película de aluminio.
Asimismo, el documente US 3,980,512 A revela un procedimiento para aplicar texto y decoración sobre una banda de material, especialmente sobre una banda de material de embalaje. Se propone para ello que se recubra primero al vapor una película de plástico con capa metálica muy delgada que presenta únicamente un espesor de tan sólo 100-400 Å (100-4000 x 10-10). Esta película de plástico es prensa a continuación, por medio de al menos un rodillo, contra una banda de material extruida aún caliente, penetrando la delgada capa metálica en la superficie de la banda de material extruida y permaneciendo adherida allí.
Por tanto, el problema de la presente invención es proporcionar un procedimiento de fabricación de una banda decorativa en el que con una masa reducida del metal utilizado pueda formarse también una estructura superficial a modo de relieve configurada de manera atrayente.
Para solucionar el problema citado, la presente invención prevé un procedimiento de fabricación de una banda multicapa, en particular una banda decorativa, con las características de la reivindicación 1.
Según la invención, se coloca la capa de refuerzo sobre la capa superior configurada ya con la estructura a modo de relieve. Dado que, en este caso, la estructura a modo de relieve se estampa en la capa superior de metal, mientras todavía ésta no está unida con la capa de refuerzo de plástico, es posible configurar de forma muy sencilla contornos exactos y nítidos por medio de un procedimiento de estampado. Esto se favorece todavía porque, en la banda según la invención, la capa superior de metal es relativamente delgada. En el proceso de estampado, el troquel de estampado presiona la banda delgada, por ejemplo de aluminio, que conforma la capa superior, contra una contrapieza conformada de manera complementaria, de modo que pueden reproducirse también exactamente estructuras a modo de relieve más complejas - por el contrario, la capa de refuerzo de plástico perjudicaría la formación del relieve durante la estampación, especialmente en la zona de aristas vivas. Asimismo, podría temerse que, después del estampado, sufriera la cohesión, al menos en algunos sitios, entre la capa de refuerzo y la capa superior.
Para una aplicación adhesiva lo mejor posible de la capa de refuerzo de plástico a la capa superior mecanizada son adecuados procedimientos en los que ya no se modifica la estructura a modo de relieve en el lado superior de la capa superior. Según la invención, son adecuados para ello procedimientos de extrusión, extruyéndose encima la capa de refuerzo de plástico en el paso b).
Dado que el procedimiento de extrusión es en principio un procedimiento de fabricación continuo en el que, en cada unidad de tiempo predeterminada, se genera una cantidad prefijada de un producto final a partir de una determinada cantidad de materiales de partida a suministrar, no es posible sin mayores problemas combinar éste con un procedimiento de estampado, que es un procedimiento de fabricación que trabaja de forma discontinua, al menos cuando se imponen elevados requisitos de calidad a la imagen de estampado. Por tanto, en el presente caso, se plantea el problema de que, durante el estampado de la estructura a modo de relieve sobre la capa superior de metal, el movimiento progresivo de la capa superior de metal se somete a un cambio continuo entre detención durante la impresión del troquel de estampado y transporte adicional, mientras que el material debe moverse a través de la máquina de extrusión con velocidad de transporte constante. Por tanto, para adaptar estos diferentes tipos de movimiento de la capa superior, puede preverse que, en el transcurso de la fabricación, la capa de refuerzo se coloque sobre la capa superior inmediatamente después del estampado de la estructura a modo de relieve, recorriendo la capa superior después del estampado y antes de la aplicación de la capa de refuerzo al menos una disposición de depósito tampón, dentro de...
Reivindicaciones:
1. Procedimiento para fabricar una banda multicapa con estructura a modo de relieve, en particular una banda decorativa, que comprende una capa superior (12) de metal, preferiblemente aluminio, comprendiendo el procedimiento los siguientes pasos:
2. Procedimiento de fabricación de una banda multicapa según la reivindicación 1, caracterizado porque el plástico se encuentra plastificado en el paso b).
3. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la capa de refuerzo (14) se aplica inmediatamente después del estampado de la estructura (18) a modo de relieve, recorriendo la capa superior (12), después del estampado y antes de la aplicación de la capa de refuerzo (14), al menos una disposición de depósito tampón (50).
4. Procedimiento según la reivindicación 3, caracterizado porque la capa superior (12) discurre a modo de bucle en la zona de la disposición de depósito tampón (50).
5. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el paso b) comprende la extrusión superpuesta de una capa de plástico adicional (16).
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque antes del estampado de la estructura (18) a modo de relieve se aplica un barniz de protección al lado superior (22) de la capa superior (12).
7. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque antes del estampado de la estructura (18) a modo de relieve se aplica un barniz adhesivo al lado inferior (24) de la capa superior (12).
Patentes similares o relacionadas:
Material compuesto que comprende tierra de diatomeas, del 1 de Julio de 2020, de FAURECIA INTERIEUR INDUSTRIE: Procedimiento para preparar un material compuesto que comprende del 30 al 95 % en peso de fibras naturales y del 0,1 al 10 % en peso de tierra de diatomeas, […]
Ayuda de fijación para la fijación sencilla de revestimientos cosidos en piezas de soporte, del 20 de Mayo de 2020, de Leather Components Vertriebs-Ug (Haftungsbeschränkt): Cinta para producir un revestimiento cosido para forrar piezas de soporte , - con una cinta de costura al menos parcialmente […]
Manija de puerta, panel interior de puerta y medio de locomoción, del 13 de Mayo de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Manija de puerta para un medio de locomoción que comprende - una pieza de agarre, - un dispositivo indicador dispuesto en la pieza […]
REVESTIMIENTO INTERIOR ODORIZADO DE UN VEHÍCULO, del 12 de Mayo de 2020, de FAURECIA INTERIEUR INDUSTRIE: La solicitud se refiere a un revestimiento interior de un vehículo que comprende al menos un polímero termoplástico y cápsulas que comprenden al menos un […]
MOLDURAS DE ASPECTO METÁLICO ILUMINABLES DE FORMA SELECTIVA Y SUS MÉTODOS DE FABRICACIÓN, del 27 de Abril de 2020, de SRG GLOBAL LIRIA, S.L: Molduras de aspecto metálico iluminables de forma selectiva y sus métodos de fabricación. Una moldura para un objeto y su método de fabricación […]
Modelo de recubrimiento de cuero, del 4 de Marzo de 2020, de SMP Deutschland GmbH: Modelo de recubrimiento de cuero para la fabricación de un molde de silicona, que presenta - un modelo de fresado que presenta al menos una ranura con […]
Dispositivo de fijación con alta resistencia a la tracción, del 12 de Febrero de 2020, de A. RAYMOND ET CIE.: Dispositivo de fijación para ensamblar una primera pieza a una segunda pieza, comprendiendo un elemento hembra que presenta una cavidad que se extiende […]
 Dispositivo de soporte para un salpicadero de un vehículo automóvil, del 29 de Enero de 2020, de PSA Automobiles SA: Vehículo automóvil que comprende un elemento de equipo interior de vehículo y un elemento de estructura de vehículo unidos entre sí por al menos un dispositivo […]
Dispositivo de soporte para un salpicadero de un vehículo automóvil, del 29 de Enero de 2020, de PSA Automobiles SA: Vehículo automóvil que comprende un elemento de equipo interior de vehículo y un elemento de estructura de vehículo unidos entre sí por al menos un dispositivo […]