PROCEDIMIENTO DE FABRICACION DE BALDOSAS CERAMICAS.
Procedimiento de fabricación de baldosas cerámicas.
Como en cualquier procedimiento de fabricación convencional,
a partir de la materia prima adecuada se obtienen las baldosas o piezas cerámicas en una fase de moldeo (1), dichas baldosas se someten a una fase de esmaltado y decoración (2), y el procedimiento se complementa con la cocción y mecanización de dichas piezas. La invención se centra en el hecho de la fase de mecanizado (3) se lleva a cabo previamente a la fase de horneado (4), de manera que al ser las piezas considerablemente mas blandas que una vez que ya han sido cocidas pueden utilizarse máquinas rectificadoras, recortadoras y similares estructuralmente más simples y de menor potencia, que no requieren de agua de refrigeración, con lo que se consigue un sustancial ahorro energético y una eliminación total del consumo de agua
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200602673.
Solicitante: MAINCER, S.L.
Nacionalidad solicitante: España.
Provincia: CASTELLÓN.
Inventor/es: VIGIL FERNANDEZ,FRANCISCO.
Fecha de Solicitud: 20 de Octubre de 2006.
Fecha de Publicación: .
Fecha de Concesión: 28 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B28B11/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 11/00 Aparatos o procedimientos para el tratamiento o el trabajo de los objetos conformados (especialmente adaptados a los objetos tubulares B28B 21/92; decoración o tratamiento de superficies en general B05, B44; compactado de hormigón in situ en la construcción E04G 21/06; secado F26). › para quitar las rebabas.
Clasificación PCT:
- B28B11/18 B28B 11/00 […] › para quitar las rebabas.
Descripción:
Procedimiento de fabricación de baldosas cerámicas.
Objeto de la invención
La presente invención se refiere a un nuevo procedimiento de fabricación de baldosas cerámicas, las comúnmente denominadas "azulejos", utilizadas para el recubrimiento de paredes y suelos.
El objeto de la invención es desarrollar un procedimiento de fabricación determinante de un sustancial ahorro tanto de energía como de agua, que permite además una notable simplificación en los equipos necesarios para la puesta en práctica del mismo.
La invención se sitúa pues en el ámbito de la industria cerámica, y mas concretamente en el de la fabricación de baldosas cerámicas.
Antecedentes de la invención
En un proceso actual de fabricación de baldosas cerámicas y tras el moldeo de dichas piezas a partir de barro o arcilla, se las somete a una fase de esmaltado y decoración, tras la que la que son introducidas en el horno para su cocción.
Terminada dicha cocción se someten las piezas a una fase de mecanizado en la que participan varias secciones de corte o desbaste debido a la dureza del propio material y al objeto de eliminar el riesgo de que las piezas puedan partirse ante una acción excesivamente agresiva.
La citada dureza del material hace necesaria la aportación de una gran cantidad de energía en los elementos mecanizadores tales como muelas o discos para realizar las incisiones, desbastes, etc., a la vez que se hace precisa también la aportación de gran cantidad de agua, para refrigerar dichos elementos y limitar su abrasión. Parte del agua suministrada se convierten en barro al unirse con el polvo proveniente del propio mecanizado, con dificultades para su evacuación, limpieza y posterior tratamiento de residuos, a la vez que parte del agua es absorbida por la pieza cerámica, lo que hace necesaria una fase adicional de secado que la elimine.
Todo esto trae consigo equipos costosos, un alto gasto energético, notable participación de mano de obra y complejidad industrial.
Cuando por la concepción del proceso productivo o industrial la fase de cocido de las baldosas cerámicas no se lleva a cabo en la misma instalación que la de mecanizado, a término de la primera de las fases citadas, la de cocido, las baldosas deben ser embaladas en cajas, desembaladas posteriormente para realizar el mecanizado y embaladas de nuevo en cajas ligeramente mas pequeñas puesto que la mediada de las baldosas varía como resultado del mecanizado practicado a las mismas.
Descripción de la invención
El procedimiento de fabricación que la invención propone resuelve de forma plenamente satisfactoria la problemática anteriormente expuesta, en todas y cada uno de los diferentes aspectos comentados.
Para ello y de forma mas concreta el procedimiento que se preconiza, en el que participan las mismas fases que en un procedimiento convencional, centra sus características en el hecho de que la fase de mecanizado se lleva a cabo inmediatamente a continuación de la fase de esmaltado y decoración, es decir inmediatamente antes de la fase de cocción, lo que trae consigo que la pieza no haya adquirido las definitivas características de dureza que le otorga la fase de cocción, y que dicha fase de mecanizado resulte mucho más sencilla en todos los aspectos.
De forma mas concreta el nuevo procedimiento permiten que las máquinas de mecanizado a utilizar, tales como rectificadoras, recortadoras, etc., sean de menor potencia y de menor complejidad técnica, pudiendo cifrarse dicha reducción de potencia en una magnitud del orden del 50% con el consecuente y sustancial ahorro energético que ello supone.
Como se trabaja sobre la baldosa conformada pero no cocida, es decir sobre un material "blando" no es necesario el clásico sistema de enfriamiento con agua, evitándose los mecanismos requeridos para suministro, el propio consumo de agua y posteriores fases de secado de las piezas.
El único residuo que se genera es polvo, que se aspira de una manera sencilla.
Los medios de inmovilización de la pieza durante el mecanizado de la misma también resultan mucho mas simples, puesto que los esfuerzos a que se va a ver sometida la pieza durante el mecanizado también son mas livianos, por la dureza considerablemente menor de la misma al estar sin cocer.
Durante la fase de cocción las baldosas o piezas cerámicas mantienen estable su configuración y dimensiones pero con la particularidad de que los cortes del mecanizado se suavizan con el cocido y no quedan vivos como sucede en los procesos convencionales, lo que constituye una ventaja añadida.
Descripción de los dibujos
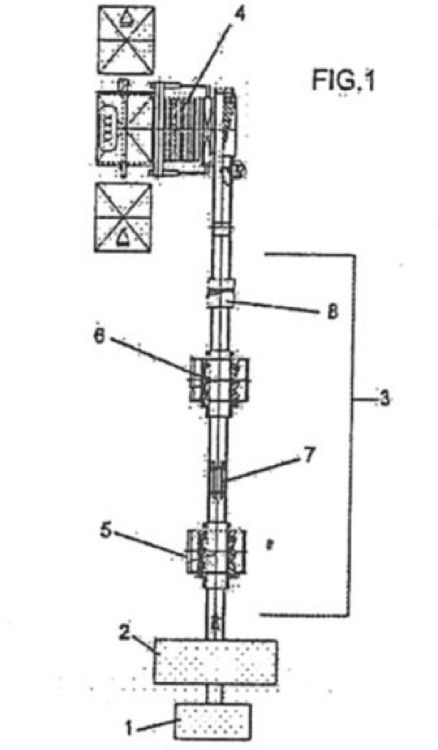
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo de realización práctica del mismo, se acompaña como parte integrante de dicha descripción, una hoja única de planos en la que con carácter ilustrativo y no limitativo y en su única figura, se ha representado esquemáticamente un diagrama de bloques correspondiente al procedimiento de fabricación de baldosas cerámicas que constituyen el objeto de la presente invención.
Realización preferente de la invención
Tal como acaba de decirse, en la figura reseñada se ha representado un diagrama correspondiente a un procedimiento de fabricación de baldosas cerámicas, haciendo especial hincapié en la fase de mecanizado sobre cuya disposición en el contexto del procedimiento y sus propias características estructurales, se centra el objeto de la invención.
Con independencia de fases previas de preparación de las materias primas cuya descripción no viene al caso, puede considerarse que el procedimiento comienza con una fase de moldeo (1) de las baldosas cerámicas, tras la que se realiza una fase (2) de esmaltado y decoración, con la particularidad de que tras dicha fase de esmaltado y decoración (2) y en contra de lo que es convencional, es decir la introducción de dichas baldosas en el horno, se procede a una fase previa de mecanizado (3), de manera que las baldosas llegan a la fase de horneado (4) con su configuración y dimensiones definitivas.
Así pues la fase de mecanizado (3) se lleva a cabo con el material sin cocer, es decir en unas condiciones de dureza considerablemente mas bajas que en la técnica convencional, permitiendo la utilización de rectificadoras, recortadoras o similares mucho más simples y de menor potencia, que llevan a cabo el mecanizado en dos etapas (5) y (6) sucesivas entre las que se sitúa una fase de giro (7), concretamente de 90º, para realizar el mecanizado de dos bordes paralelos de la baldosa y a continuación los otros dos, pasando finalmente las piezas por una etapa de limpieza (8) antes de acceder a la fase de horneado (4), etapa (8) que se lleva a cabo en una cabina de soplado para eliminación del polvo y restos residuales del mecanizado realizado.
Solo resta señalar por último que la facilidad con la que se produce el mecanizado de las baldosas permite que éstas sean sujetadas mediante dos simples guías paralelas que las centran convenientemente, en contra de los complejos mecanismos de sujeción que se hacen precisos con el mecanizado convencional una vez que la baldosa está ya cocida.
Reivindicaciones:
1. Procedimiento de fabricación de baldosas cerámicas, en el que se parte de barro o arcilla a la que se somete a una fase de moldeado para obtención de las piezas o baldosas, que a su vez son sometidas a una fase de esmaltado y decoración para su posterior cocción, y en el que participa también una fase de mecanizado para ajustar formal y dimensionalmente las piezas a un patrón preestablecido, caracterizado porque la fase de mecanizado (3) se lleva a cabo inmediatamente a continuación de la fase de esmaltado y decoración (2), es decir, previamente a la fase de cocción (4), cuando el material no ha adquirido aún las características de dureza derivadas de la cocción y resulta fácilmente mecanizable.
2. Procedimiento de fabricación de baldosas cerámicas, según reivindicación 1ª, caracterizado porque en dicha fase de mecanizado previa a la de cocción se establecen dos etapas sucesivas de mecanizado (5-6), entre ellas una etapa de giro (7) de 90º de las baldosas, y finalmente se establece una fase (8) de limpieza mediante soplado para la eliminación de los residuos generados en el propio mecanizado.
Patentes similares o relacionadas:
 MAQUINA DE RECTIFICADO PARA AZULEJOS CERAMICOS, del 7 de Enero de 2011, de MAINCER, S.L: Máquina de rectificado para azulejos cerámicos.La presente invención tiene por objeto una máquina de rectificado de las utilizadas en la industria de fabricación de piezas […]
MAQUINA DE RECTIFICADO PARA AZULEJOS CERAMICOS, del 7 de Enero de 2011, de MAINCER, S.L: Máquina de rectificado para azulejos cerámicos.La presente invención tiene por objeto una máquina de rectificado de las utilizadas en la industria de fabricación de piezas […]
 PROCESO DE PULVERIZACION PARA AZULEJOS CERAMICOS, del 10 de Septiembre de 2010, de MAINCER, S.L: Proceso de pulverización para azulejos cerámicos que comprende las siguientes etapas:
- los azulejos que provienen de una fase de esmaltado y decoración son centrados en […]
PROCESO DE PULVERIZACION PARA AZULEJOS CERAMICOS, del 10 de Septiembre de 2010, de MAINCER, S.L: Proceso de pulverización para azulejos cerámicos que comprende las siguientes etapas:
- los azulejos que provienen de una fase de esmaltado y decoración son centrados en […]
DISPOSICION MEJORADA PARA ASPIRADO DE RESIDUOS EN PRENSAS CERAMICAS., del 16 de Julio de 2005, de ALFA INGENIERIA MECANICA, S.L.: 1. Disposición mejorada para aspirado de residuos en prensas cerámicas, especialmente residuos procedentes del desbarbado de piezas cerámicas […]
MAQUINA DE RECTIFICAR EL PLANO DE PIEZAS PREFORMADAS DE CERAMICA O AZULEJO., del 16 de Octubre de 2003, de ENGUIDANOS MELCHOR,ROBERTO: Máquina de rectificar el plano de piezas preformadas de cerámica o azulejo. Consiste en un conjunto de dos unidades dispuestas sobre una mesa rígida […]
DISPOSITIVO DE ASPIRACION PARA PRENSAS CERAMICAS, del 1 de Octubre de 2003, de MOLCER, SA.: 1. Dispositivo de aspiración para prensas cerámicas, de entre los medios de retirada por aspiración de rebabas en prensas cerámicas, caracterizado por estar […]
METODO DE DESMOLDEO Y DE ACABADO DE UN CUERPO NUEVO., del 16 de Noviembre de 1999, de INAX CORPORATION: UN CUERPO SIN SECAR DE UNA PIEZA CON FORMA DE VASIJA DE USO SANITARIO HECHO MEDIANTE UN MOLDEO EN UNA SUSPENSION ACUOSA, TAL COMO UNA JOFAINA, […]
DESBARBADOR-BISELADOR PARA BALDOSAS CERAMICAS PRENSADAS EN SECO, PARA SE UTILIZADO A LA SALIDA DE PRENSAS., del 1 de Agosto de 1997, de GOMEZ NEBOT, MANUEL: 1. DESBARBADOR-BISELADOR PARA BALDOSAS CERAMICAS PRENSADAS EN SECO, PARA SER UTILIZADO A SALIDA DE PRENSAS, CARACTERIZADO POR TENER UNA PIEZA DE MATERIAL […]
 PRENSA REVOLVER PARA PRODUCTOS DE ARCILLA CON UNA UNIDAD RECORTADORA Y PROCEDIMIENTO PARA SU FUNCIONAMIENTO, del 1 de Abril de 2009, de BONGIOANNI MACCHINE S.P.A.: Sistema que comprende #- un martillo con cabeza dispuesto para prensar una pluralidad de galletas de arcilla situadas en una primera cara de dicho tambor para generar […]
PRENSA REVOLVER PARA PRODUCTOS DE ARCILLA CON UNA UNIDAD RECORTADORA Y PROCEDIMIENTO PARA SU FUNCIONAMIENTO, del 1 de Abril de 2009, de BONGIOANNI MACCHINE S.P.A.: Sistema que comprende #- un martillo con cabeza dispuesto para prensar una pluralidad de galletas de arcilla situadas en una primera cara de dicho tambor para generar […]