ESTRUCTURA TRIDIMENSIONAL DE TIPO RED, PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE DICHA ESTRUCTURA.
Estructura enredada tridimensional (2) formada con una resina termoplástica como materia prima o materia prima principal mediante moldeado por extrusión,
en la que una pluralidad de filamentos son enredados helicoidal y aleatoriamente y unidos térmicamente y los filamentos resultantes se enfrían con un líquido para obtener la estructura enredada que tiene superficies superiores e inferiores, dos superficies laterales y superficies finales izquierda y derecha,
caracterizada por el hecho de que la estructura está moldeada con cuatro superficies en las que las superficies superior e inferior y las dos superficies laterales están moldeadas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP01/02046.
Solicitante: C-ENG CO., LTD.
Nacionalidad solicitante: Japón.
Dirección: 14-15, CHUOHOMMACHI,GAMAGORI, AICHI 443-0057.
Inventor/es: TAKAOKA,NOBUYUKI.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación PCT:
- B29C47/30
- D04H3/07 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › de modo diferente de una superficie plana, p. ej. de forma tubular.
Clasificación antigua:
- B29C47/30
- D04H3/07 D04H 3/00 […] › de modo diferente de una superficie plana, p. ej. de forma tubular.
Fragmento de la descripción:
Estructura tridimensional de tipo red, procedimiento y dispositivo para la producción de dicha estructura.
Campo de la invención
Esta invención se refiere a una estructura tridimensional enredada utilizada para un material de amortiguación y similares, y un procedimiento y un aparato para realizarla.
Antecedentes de la invención
Una estructura, un procedimiento y un aparato del tipo anterior se conoce de, p. ej., JP-A-11-241 264 O US-A-639 543.
Procedimientos conocidos para la fabricación de una estructura tridimensional enredada con vacío incluyen un procedimiento descrito en la publicación de patente japonesa KOKOKU n.º S50-39185, o un procedimiento descrito en la patente japonesa abierta KOKAI n.º S60-11352, etc., que está adaptada para la fabricación de algodón de resina en el que las fibras de poliéster se unen con un aglomerante hecho de, por ejemplo, un material a base de caucho. También hay procedimientos o aparatos para la fabricación de una estructura enredada tridimensional con vacío que enredan filamentos de resina mediante cintas continuas, y tales procedimientos y aparatos se incluyen en la invención descrita en la patente japonesa abierta KOKAI n.º H11-241264, etc.
Además, varias estructuras enredadas tridimensionales, aparatos y procedimientos para realizarse se describen un US-A-5 639 543 (Isoda et al), US-A-5 464491 (Yamanaka et al), US-A-4 012 249 (Stapp et al), JP 09 052275 A (Sugito Tsuneo), GB-A-2 214 940, JP-A-9 021 05421, GB-A-2 275 695, JP 11 241 264 A, JP-A-7 068 284, GB-A-2 224 191, JP-A-8 099 093, JP-A-7 189 106, JP-A-8 074 161, JP-A-5 106 153 y JP 62 128739 A.
En particular, US-A5 639 543 (Isoda et al) y GB-A-2 275 695 se refieren a una estructura enredada de amortiguación que tiene una densidad aparente de 0,005-0,20 g/cm3, incluyendo bucles aleatorios tridimensionales ligados entre sí y un procedimiento para producir la estructura enredada.
US-A-5 464491 (Yamanaka et al) se refiere a un procedimiento para producir una placa que incluye un agregado de bucle de filamentos tridimensional que comprende la extrusión de un troquel de resina sintética termoplástica fundida para formar una pluralidad de filamentos que son calentados y descienden hasta una superficie de un líquido refrigerante, entre un par de rodillos giratorios sumergidos en el líquido refrigerante. US-A:4 012 249 (Stapp et al) se refiere a una placa reforzada de filamentos termoplásticos hilados por fundición, entreligados, substancialmente amorfos y continuos y un proceso específico para realizar la placa.
JP 09 052275 A (Sugito Tsuneo) se refiere a la mejora de la resistencia a la curvatura mediante la extrusión de las líneas principales con un diámetro grueso y hechas de resina termoplástica y sub-líneas con un diámetro más fino que el de la línea principal a partir de una pluralidad de boquillas.
GB-A-2 214 940 se refiere a una placa que consiste en agregaciones de bucle de filamentos formadas por filamentos de extrusión.
JP-A-9 021 05421 se refiere a la producción de una estructura conectada de una red tridimensional que puede expandir la red tridimensional hasta un área deseada y tiene una resistencia excelente en las uniones.
JP 11.241.264 A se refiere a una estructura de red tridimensional plana de tipo placa con filamentos de resina termoplástica lineales y aleatoriamente en espiral ligados entre sí. La estructura se obtiene mediante la extrusión de resina termoplástica fundida hacia abajo a través de una pluralidad de boquillas a través de un espacio entre un par de cintas transportadoras parcialmente sumergidas en agua.
JP-A-7 068 284 se refiere a un elemento de relleno para el tratamiento de aguas residuales preparado calentando, fundiendo y extrudiendo una resina sintética plástica en filamentos que son recibidos por una herramienta de recepción a una velocidad menor que la velocidad de bajada del filamento, de modo que cada filamento se curva y se une.
GB-A-2 224 194 se refiere a un aparato para cultivar plantas, comprendiendo un elemento de red tridimensional generalmente plano construido de filamentos de resina sintética que tiene al menos una porción de cavidad rellenada con tierra de cultivo.
JP-A-8 099 093 se refiere a la producción de un agregado reticulado tridimensional esférico que utiliza un molde circular en forma de arco.
JP-A-7 189 106 se refiere a la obtención de una estructura tipo red que tiene diferentes densidades adecuadas para un material de amortiguación con propiedades excelentes de resistencia al calor, permanencia y amortiguación.
JP-A-8.074.161 se refiere a un cuerpo de estructura enredada tridimensional que tiene una estructura de refuerzo y un procedimiento para producir eficazmente el cuerpo enredado tridimensional.
JP-A-5 106 153 es la base para el preámbulo de las reivindicaciones independientes y se refiere a una estructura que tiene mallas uniformes de red obtenida haciendo girar un material de resina sintética termoplástica desde varios orificios en un estado trenzado y empujando materiales filamentosos deformados hacia un estado rizado y en un estado fusionado dentro de un tanque de refrigeración mediante rodillos.
JP 62 1288739 A se refiere a la obtención de un cuerpo reticulado tridimensional de resina sintética en forma de malla que utiliza una corriente de torbellino.
Sin embargo, se ha diversificado la demanda de un producto con tal estructura de red tridimensional. Es necesario que cada estructura enredada fabricada sea finalizada en una de diferentes formas, cortando o moldeando las estructuras enredadas para obtener las formas demandadas en una etapa posterior de la etapa de fabricación. Esto provoca que la operación de acabado del producto sea muy complicada.
Una estructura enredada tridimensional fabricada mediante un procedimiento de una técnica anterior pasa a tener una densidad baja en algunos casos. Dado que ambas porciones de superficie de un haz están en contacto con las cintas transportadoras, las superficies externas del haz se aplastan substancialmente.
Sin embargo, las superficies finales izquierda y derecha del haz tienen forma irregular, helicoidal, y las superficies laterales del mismo tienen una forma lateralmente ondulada que no es recta.
Las cintas continuas mencionadas anteriormente mediante las que los filamentos de resina se enredan están expuestas a daños debido al calor, etc., por lo que existe el miedo de encontrarse con un problema relacionado con la duración de estas cintas continuas.
Por tanto, la presente invención proporciona un procedimiento y un aparato para fabricar una estructura de red tridimensional, capaz de hacer que no sea necesario llevar a cabo una operación de acabado en una etapa posterior, mejorando el grado de rectitud de las superficies laterales de la estructura enredada, solucionando la demanda relacionada con el acabado de la estructura enredada con formas modificadas, y mejorando la duración de la estructura enredada.
El objeto de la invención es proporcionar estructuras enredadas tridimensionales mejoradas que estén moldeadas en las cuatro superficies, junto con aparatos y procedimientos para realizar tales estructuras, haciendo que no sea necesario llevar a cabo una operación de acabado en una etapa posterior, mejorando el grado de rectitud de las superficies laterales de la estructura enredada, solucionando la demanda relacionada con el acabado de la estructura enredadas con formas modificadas, y mejorando la duración de la estructura enredada.
Resumen de la invención
El objeto anterior se logra según la invención mediante un procedimiento de estructura tridimensional como se define en la reivindicación 1, mediante un aparato como se define en la reivindicación 6 y mediante un procedimiento como se define en la reivindicación 9.
Las reivindicaciones particulares de la invención están sujetas a las respectivas reivindicaciones dependientes.
En vista de estos problemas, se describe aquí una estructura enredada tridimensional fabricada preparando una resina termoplástica como materia prima o material prima principal; formando la resina en una pluralidad de filamentos helicoidales y enredados aleatoriamente, unidos parcial y térmicamente mediante moldeado por extrusión; y enfriando los filamentos resultantes con agua para obtener una estructura enredada con porciones densas y dispersas dispuestas alternativamente en la dirección...
Reivindicaciones:
1. Estructura enredada tridimensional (2) formada con una resina termoplástica como materia prima o materia prima principal mediante moldeado por extrusión, en la que una pluralidad de filamentos son enredados helicoidal y aleatoriamente y unidos térmicamente y los filamentos resultantes se enfrían con un líquido para obtener la estructura enredada que tiene superficies superiores e inferiores, dos superficies laterales y superficies finales izquierda y derecha,
caracterizada por el hecho de que la estructura está moldeada con cuatro superficies en las que las superficies superior e inferior y las dos superficies laterales están moldeadas.
2. Estructura enredada tridimensional (9) según la reivindicación 1, comprendiendo adicionalmente una hoja de soporte sensiblemente sin vacío (9A) que forma una forma ondulada en la dirección de extrusión de material.
3. Estructura enredada tridimensional según a reivindicación 1 en la que la densidad aparente de la estructura enredada es de 0,02 a 0,9 g/cm3.
4. Estructura enredada tridimensional (401) según la reivindicación 1, en la que la estructura enredada tiene porciones dispersas (401a) y densas (401b) dispuestas alternativamente en la dirección de extrusión de material.
5. Estructura enredada tridimensional (6) según la reivindicación 1, en la que la estructura enredada tiene una o una pluralidad de regiones de tipo haz de alta densidad (6A, 6B, 6C) dispuestas en la dirección de grosor de la estructura enredada.
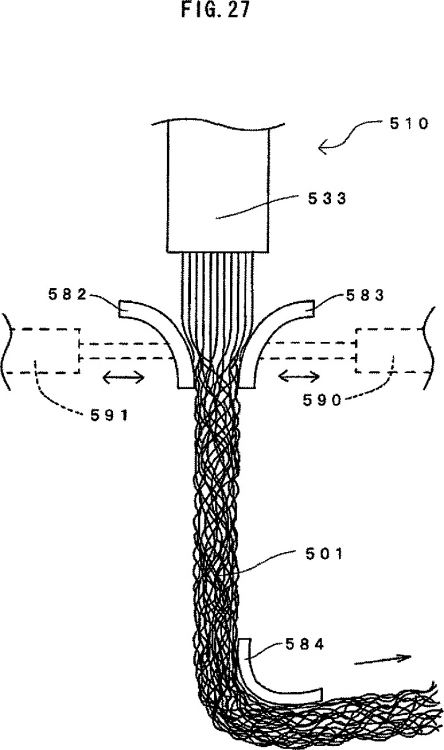
6. Aparato (10) para fabricar una estructura enredada tridimensional como se describe en la reivindicación 1, comprendiendo, una matriz (33), una boquilla (34) de la matriz con una pluralidad de orificios; estando los filamentos extrudidos hacia abajo desde dicha matriz mediante dicha boquilla, y, unidades de reducción de estiramiento (54, 55, 56, 57) parcialmente sumergidas en líquido, habiendo caído los filamentos entre ellas, en la que dichos filamentos se estiran entre dichas unidades de reducción de estiramiento a una velocidad inferior que la velocidad de caída de los filamentos, y la distancia entre dichas unidades de reducción de estiramiento es inferior a la anchura del ensamblado de dichos filamentos extrudidos,
caracterizada por el hecho de que dichas unidades de reducción de estiramiento están dispuestas de tal modo que cuatro superficies del ensamblado de dichos filamentos están en contacto con dichas unidades de reducción de estiramiento antes o después de que dichas unidades de reducción de estiramiento se hayan sumergido.
7. Aparato según la reivindicación 6, en el que dicha boquilla (75) tiene una ranura (75a) además de dicha pluralidad de orificios, extendiéndose la ranura en la dirección longitudinal de la boquilla de tal modo que la estructura enredada tridimensional comprende adicionalmente una hoja de soporte substancialmente sin vacío (9A) que forma una forma ondulada en la dirección de extrusión del material.
8. Aparato según la reivindicación 6, en la que la dicha boquilla (77) tiene una región (77c, 77d) no provista de orificios para hacer que una porción hueca (5A, 5B) en la estructura enredada tridimensional esté dispuesta en la dirección de extrusión del material.
9. Procedimiento para fabricar una estructura enredada tridimensional como se describe en la reivindicación 1, extrudiendo filamentos de una resina termoplástica hacia abajo desde una matriz (33) mediante una boquilla (34) de la matriz que tiene una pluralidad de orificios, de tal modo que los filamentos caen entre unidades de reducción de estiramiento (54, 55, 56, 57) parcialmente sumergidas en líquido, y la distancia entre dichas unidades de reducción de estiramiento es inferior a la anchura del ensamblado de dichos filamentos extrudidos; estirando el ensamblado de filamentos extrudidos a una velocidad inferior a la velocidad de caída de los filamentos, y enfriando dichos filamentos resultantes con un líquido,
caracterizado por el hecho de que dicho estiramiento se realiza mediante unidades de reducción de estiramiento dispuestas de tal modo que cuatro superficies del ensamblado de dichos filamentos están en contacto con dichas unidades de reducción de estiramiento antes o después de que dichas unidades de reducción de estiramiento se hayan sumergido.
10. Procedimiento de fabricación de una estructura enredada tridimensional según la reivindicación 9, en el que dicha boquilla (75) tiene una ranura (75a) además de dicha pluralidad de orificios, extendiéndose la ranura en la dirección longitudinal de la boquilla, de tal modo que la estructura enredada tridimensional comprende adicionalmente una hoja de soporte substancialmente sin vacío (9A) que forma una forma ondulada en la dirección de extrusión del material.
11. Procedimiento de fabricación de una estructura enredada tridimensional según la reivindicación 9, en la que la dicha boquilla (77) tiene una región (77c, 77d) no provista de orificios para hacer que una porción hueca (5A, 5B) en la estructura enredada tridimensional esté dispuesta en la dirección de extrusión del material.
Patentes similares o relacionadas:
Dispositivos rotativos de formación y procedimientos para la utilización de dichos dispositivos, del 29 de Marzo de 2017, de NESTEC S.A.: Un dispositivo rotativo de formación , el cual comprende: una placa a modo de matriz , la cual define por lo menos una salida ; un placa […]
Dispositivo para exprimir sustancias fluyentes, del 12 de Octubre de 2016, de SANTRADE LTD.: Dispositivo para exprimir sustancias fluyentes con un tambor cilíndrico giratorio, el cual está provisto en la totalidad de su perímetro de unas aberturas […]
 Proceso para granular polímeros fundidos que contienen sustancias con puntos bajos de ebullición, del 14 de Enero de 2016, de BASF SE: Proceso para granular polímeros fundidos en una cámara de granulación, en la cual se aloja un aparato para cortar, a una presión por encima […]
Proceso para granular polímeros fundidos que contienen sustancias con puntos bajos de ebullición, del 14 de Enero de 2016, de BASF SE: Proceso para granular polímeros fundidos en una cámara de granulación, en la cual se aloja un aparato para cortar, a una presión por encima […]
 Conjunto de descarga de la alta presión y dispositivo de bloqueo del conjunto para la utilización con extrusores, del 6 de Enero de 2016, de NESTEC S.A.: Conjunto de descarga de la alta presión adecuado para la unión a un extrusor que tiene un alojamiento del barril con un taladro del extrusor que […]
Conjunto de descarga de la alta presión y dispositivo de bloqueo del conjunto para la utilización con extrusores, del 6 de Enero de 2016, de NESTEC S.A.: Conjunto de descarga de la alta presión adecuado para la unión a un extrusor que tiene un alojamiento del barril con un taladro del extrusor que […]
 Placa de toberas con toberas dispuestas convexas y uso de las mismas, del 6 de Enero de 2016, de AKRO-PLASTIC GmbH: Placa de toberas cóncava-convexa, en la que las toberas están dispuestas sobre el lado convexo de la placa de toberas, en la que la placa de toberas posee la forma […]
Placa de toberas con toberas dispuestas convexas y uso de las mismas, del 6 de Enero de 2016, de AKRO-PLASTIC GmbH: Placa de toberas cóncava-convexa, en la que las toberas están dispuestas sobre el lado convexo de la placa de toberas, en la que la placa de toberas posee la forma […]
Imbibición y encapsulación de partículas de liberación controlada y producto encapsulado, del 23 de Diciembre de 2015, de GENERAL MILLS, INC.: Método para encapsular o embeber de forma continua un componente en una matriz, que comprende: a. mezclar al menos un material de matriz plastificable […]
Procedimiento para poner en marcha una planta de procesamiento para la producción de granulado de plástico así como planta de procesamiento para la producción de granulado de plástico, del 1 de Abril de 2015, de Coperion GmbH: Procedimiento para poner en marcha una planta de procesamiento para la producción de granulado de plástico, que comprende las siguientes etapas: - proporcionar […]
Agentes extensores de cadena y materiales espumados celulares termoplásticos obtenidos mediante un procedimiento de extrusión reactiva y con ayuda de tales agentes, del 15 de Agosto de 2012, de ARMACELL ENTERPRISE GMBH: Concentrado útil como agente extensor/ramificador de cadena que comprende un material vehículotermoplástico, un anhídrido, un antioxidante […]