EQUIPO PARA LA COLADA CONTINUA DE METAL , EN PARTICULAR ALUMINIO.
Un equipo para la colada horizontal y continua de metal, en particular,
aluminio, de tal modo que el equipo incluye un depósito o balsa aislada (2), que está diseñado para contener un metal líquido, y un molde (3) proporcionado de forma liberable, que puede ser retirado de la balsa (2), con una placa aislante (19) provista de unos orificios (25, 26) que forman o establecen una comunicación entre el depósito y el molde, de tal manera que el molde (3) tiene una cavidad (17) de molde que incluye una sección de enfriamiento primario provista de una pared circunferencial (12, 13) de material permeable para el suministro de aceite y/o de gas, y una sección de enfriamiento secundario, que incluye al menos una hendidura o boquillas (16) dispuestas a lo largo de la circunferencia o contorno de la cavidad para el suministro directo de refrigerante, caracterizado por que la placa aislante (19) está provista de un saliente (24) que se extiende a lo largo de toda la circunferencia de la pared de la cavidad (17) de molde, y por que la longitud del saliente se selecciona dependiendo del efecto de enfriamiento primario requerido
Tipo: Resumen de patente/invención. Número de Solicitud: W0000222NO.
Solicitante: NORSK HYDRO ASA.
Nacionalidad solicitante: Noruega.
Dirección: BYGDOY ALLE 2,0240 OSLO.
Inventor/es: JOHANSEN, INGE, MAELAND, GEIR, STROMSVAG, AGE.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B22D11/045 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › para colada horizontal (B22D 11/049 - B22D 11/059 tienen prioridad).
- B22D11/049 B22D 11/00 […] › para colada con enfriamiento directo, p. ej. colada en un campo electromagnético.
- B22D11/07 B22D 11/00 […] › Lubrificación de moldes.
- B22D11/14C
Clasificación PCT:
- B22D11/04 B22D 11/00 […] › en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
- B22D11/124 B22D 11/00 […] › para su enfriamiento.
Clasificación antigua:
- B22D11/04 B22D 11/00 […] › en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
- B22D11/124 B22D 11/00 […] › para su enfriamiento.
Fragmento de la descripción:
Equipo para la colada continua de metal, en particular aluminio.
La presente invención se refiere un equipo para la colada continua y horizontal de metal, en particular, aluminio, que incluye un depósito o balsa aislada, que se ha diseñado para contener metal líquido, y un molde, que puede ser extraído de la balsa, con una placa aislante que tiene unos orificios que se comunican con el molde. El molde incluye una cavidad de molde preferiblemente circular, con una pared de material permeable, por ejemplo, grafito, para el suministro de aceite y/o de gas, de tal modo que dicha pared proporciona un enfriamiento primario al metal que está siendo colado, y al menos una hendidura o boquillas dispuestas a lo largo de la circunferencia o contorno de la cavidad para el suministro directo de refrigerante, proporcionando un enfriamiento secundario al metal.
Como se ha expuesto en lo anterior, se conoce ya un equipo de colada horizontal enfriada directamente para la colada continua de metal, en el que se suministra aceite y/o gas a través de la pared de la cavidad del molde, a través de una cavidad interna o camisa anular, o bien de un elemento de pared permeable, con el fin de formar una película lubricante entre la pared del molde y el metal.
Si bien este tipo de equipo de colada funciona razonablemente bien, la calidad del producto de colada es, sin embargo, mucho peor que la del equipo de colada vertical equivalente en el que, además de aceite, se suministra también gas a través de la pared de la cavidad.
Una de las desventajas del equipo de colada vertical es que comprende un gran número de moldes. Esto lo hace caro de fabricar.
Además, el equipo vertical tan sólo está diseñado para colar longitudes específicas en un procedimiento semicontinuo. Esto también hace que su funcionamiento sea caro.
La colada con un equipo de colada horizontal conlleva el uso de sólo unos pocos moldes y la colada tiene lugar de forma continua. Las longitudes adecuadas del producto colado se cortan y extraen durante la operación de colada. El equipo de colada continua horizontal es, así, tanto barato de producir como económico en su funcionamiento.
Se conoce por el documento US-A-4.523.624 un molde de colada continua horizontal que tiene una placa aislante que está provista de una orejeta sobresaliente hacia dentro, situada por debajo del eje central del molde. El propósito de la orejeta en la placa aislante es diferenciar la solidificación del metal en la parte superior frente a la de la parte inferior del molde.
Una finalidad de la presente invención era producir un equipo horizontal para la colada continua de metal, en particular, aluminio, con el que la calidad del producto colado fuera tan buena como la calidad del producto colado equivalente con un equipo de colada vertical. Por otra parte, un propósito de la presente invención ha sido proporcionar un equipo que sea flexible por lo que respecta a la colada de diferentes tipos de aleaciones.
El equipo de acuerdo con la presente invención está caracterizado por las características según se definen en la parte caracterizadora de la reivindicación independiente 1 que se acompaña.
Las reivindicaciones dependientes 2-5 definen las características ventajosas de la presente invención.
La presente invención se describirá en lo que sigue con mayor detalle sirviéndose de ejemplos y con referencia a los dibujos que se acompañan, en los cuales:
La Figura 1 muestra, en parte, en un alzado frontal, el equipo de colada para la colada horizontal continua de objetos largos, por ejemplo, barras de tirante de aluminio.
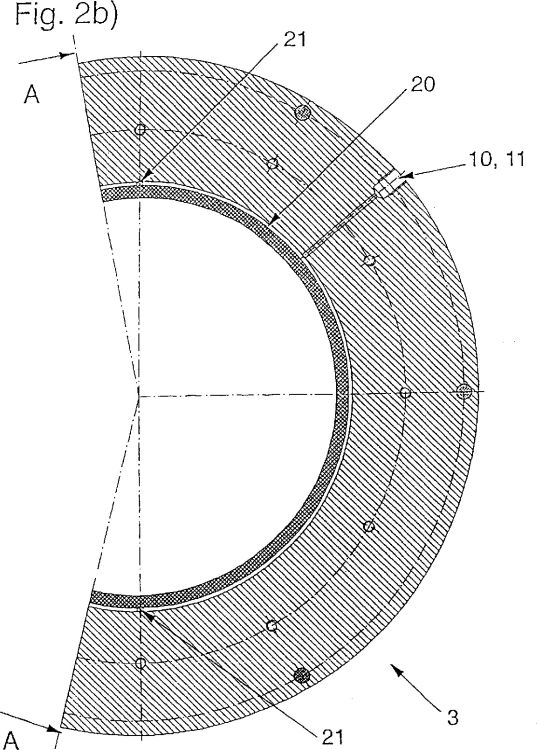
La Figura 2 muestra, a escala grande, el molde ilustrado en la Figura 1, a) en sección transversal y b) en una sección longitudinal.
Como muestra la Figura 1, el equipo de colada 1 de acuerdo con la presente invención comprende un depósito o balsa aislada 2 de metal, y un molde 3. La balsa 2 está provista de una abertura lateral 4 al molde 3, donde un anillo de conexión 5 de material térmicamente aislante forma la transición o paso entre la balsa y el molde 3. En su lado, el molde está fijado de forma liberable a un dispositivo de soporte 6. Por medio de una ligadura articulada, es posible hacer oscilar el dispositivo de soporte y, por tanto, el molde 3 desde una posición en la que está en contacto con el anillo de conexión 5 hasta una posición hacia fuera o retirada por oscilación, que hace posible extraer (reemplazar) o reparar el molde.
El molde en sí, que se muestra con mayor detalle en la Figura 2, comprende un alojamiento anular en dos partes, de las cuales una primera parte de alojamiento principal 8 está dotada de unos orificios taladrados 10, 11 para el suministro de aceite o gas a unos anillos de cavidad interior, permeables, 12, 13, en tanto que una segunda parte de alojamiento 9 está provista de un rebaje anular que forma un paso o canal 14 de refrigeración por agua. Las dos partes de alojamiento 8 y 9 se mantienen juntas por medio de un cierto número de tornillos 15. Cuando están atornilladas una a otra, tal como se muestra en la Figura, se forma una hendidura o intersticio diagonal 16 entre las dos partes, de tal manera que, durante la operación de colada, el agua fluye desde el canal 14 y a través del intersticio 16, a lo largo de toda la periferia del producto colado, justo en el exterior de la salida de la cavidad 17. Con ello, se forma un círculo de enfriamiento primario (enfriamiento primario del metal que se está colando) gracias al transporte de calor a través de la pared (13, 14) y hacia el agua contenida en el canal 14, así como un círculo de enfriamiento secundario, gracias al agua que se está expulsado o eyectando directamente sobre el metal a través de la acanaladura 16.
Como ya se ha mencionado, los anillos permeables 12, 13, que están separados físicamente uno de otro por una junta de estanqueidad, un material obturador 18 ó similar, están incluidos. Estos anillos forman la pared de la cavidad 17.
Una característica importante de la presente invención es que las cavidades internas o camisas anulares 20 (véase la Figura 2, b) formadas entre el alojamiento 8 del molde y los anillos 12, 13, están provistas de unos tapones 21 ó elementos similares (de los cuales tan sólo se muestran 2 en el dibujo), de tal modo que las camisas anulares 20 se interrumpen o dividen en dos o más sectores de restricción, según se requiera. De esta manera, el suministro tanto de gas como de aceite puede hacerse de forma diferenciada a lo largo de la circunferencia de la cavidad. Tal diferenciación, en particular para el suministro de gas, es importante al objeto de poder conseguir un buen resultado de la colada.
El suministro de gas al equipo de colada horizontal no se conocía anteriormente. Con el fin de impedir la inclusión de gas en exceso en el metal sometido a la operación de colada, se ha proporcionado, preferiblemente, un taladro 29 en la parte superior de la cavidad del molde. El taladro se extiende a través del anillo 12 hacia una camisa anular situada por fuera del anillo, hasta otro taladro (no mostrado) que conduce a la atmósfera.
En el interior de la cavidad 17, existe una placa 19 de material aislante térmico ("parte superior caliente"), que se mantiene en su lugar mediante el uso de un anillo de retención 22, a través de una unión de tornillo 23.
Como la pared de la cavidad 17, es decir, los anillos 12, 13, forma el área de enfriamiento primario durante la operación de colada, el área de la superficie de pared constituirá uno de los factores que determinan el enfriamiento del metal.
La placa aislante 19 puede extenderse, dependiendo del tipo de aleación y del enfriamiento primario requerido, a lo largo del anillo 12 (según se indica por la referencia 24) en cierta cuantía.
Como la placa puede ser fácilmente desprendida, resultará fácil reemplazar la placa y, de esta forma, colar diferentes tipos de aleación en el mismo molde.
En cualquier caso, el equipo de colada de acuerdo con la presente invención funciona como sigue:
Un metal líquido, por ejemplo, aluminio, se vierte dentro de la balsa 2 desde un horno de colada o similar (no mostrado). El metal fluye a través de la abertura 4 y de los orificios 25, 26 dispuestos en la placa 18, al interior de la cavidad 17.
Al comienzo de la operación de colada, la salida 27 existente en el molde 3 se cierra utilizando un bloque o zapata de colada movible (no mostrada). Tan pronto como el metal ha llenado la cavidad 17,...
Reivindicaciones:
1. Un equipo para la colada horizontal y continua de metal, en particular, aluminio, de tal modo que el equipo incluye un depósito o balsa aislada (2), que está diseñado para contener un metal líquido, y un molde (3) proporcionado de forma liberable, que puede ser retirado de la balsa (2), con una placa aislante (19) provista de unos orificios (25, 26) que forman o establecen una comunicación entre el depósito y el molde, de tal manera que el molde (3) tiene una cavidad (17) de molde que incluye una sección de enfriamiento primario provista de una pared circunferencial (12, 13) de material permeable para el suministro de aceite y/o de gas, y una sección de enfriamiento secundario, que incluye al menos una hendidura o boquillas (16) dispuestas a lo largo de la circunferencia o contorno de la cavidad para el suministro directo de refrigerante,
caracterizado por que la placa aislante (19) está provista de un saliente (24) que se extiende a lo largo de toda la circunferencia de la pared de la cavidad (17) de molde, y por que la longitud del saliente se selecciona dependiendo del efecto de enfriamiento primario requerido.
2. Un equipo de acuerdo con la reivindicación 1, caracterizado por que la placa aislante (19) es reemplazable.
3. Un equipo de acuerdo con la reivindicación 1 ó la reivindicación 2, caracterizado por que el molde tiene un alojamiento de molde que incluye dos partes (8, 9) con un paso o canal de refrigeración intermedio (14), donde se ha dispuesto una placa anular térmicamente aislante (28), apoyada contra la primera parte (8) que rodea el material permeable (12, 13) situado dentro de la cavidad (17), a fin de reducir la transferencia de calor a la cavidad.
4. Un equipo de acuerdo con la reivindicación 3, caracterizado por que la placa aislante (28) es intercambiable y puede tener diferentes espesores.
5. Un equipo de acuerdo con las reivindicaciones 3 ó 4, caracterizado por que el alojamiento (8) de molde está hecho de acero.
Patentes similares o relacionadas:
 Cristalizador para colada continua, del 9 de Marzo de 2016, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Cristalizador para la colada continua de productos de metal alargados tales como desbastes o palanquillas , del tipo refrigerado por una […]
Cristalizador para colada continua, del 9 de Marzo de 2016, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Cristalizador para la colada continua de productos de metal alargados tales como desbastes o palanquillas , del tipo refrigerado por una […]
 COLADA CONTINUA HORIZONTAL DE METALES, del 2 de Julio de 2010, de NOVELIS, INC.: Un molde de colada horizontal para una colada horizontal de aluminio fundido que comprende un cuerpo del molde que forma una cavidad de extremo abierto del molde que tiene […]
COLADA CONTINUA HORIZONTAL DE METALES, del 2 de Julio de 2010, de NOVELIS, INC.: Un molde de colada horizontal para una colada horizontal de aluminio fundido que comprende un cuerpo del molde que forma una cavidad de extremo abierto del molde que tiene […]
PLATAFORMA DE MOLDEO CON UN SISTEMA PARA PROPORCIONAR UN FLUJO CONSTANTE A TRAVES DE MULTIPLES PAREDES PERIMETRALES PERMEABLES EN UNA LINGOTERA., del 1 de Mayo de 2007, de WAGSTAFF INC.: Una plataforma de moldeo para moldear continuamente metal, comprendiendo la plataforma de moldeo: a. una pluralidad de lingoteras unidas a la plataforma […]
CABEZAL CALIENTE PARA COQUILLA DE COLADA CONTINUA., del 1 de Diciembre de 2005, de VAW ALUMINIUM AG: Coquilla de cabezal caliente para una instalación de colada continua constituida por un cabezal caliente situado en el lado superior […]
EQUIPO PARA COLADA CONTINUA EN HORIZONTAL DE METAL., del 1 de Julio de 2005, de NORSK HYDRO ASA: Un equipo para la colada continua en horizontal de metal, en particular aluminio, incluyendo el equipo un depósito o pileta aislada , que se ha diseñado para contener un […]
EQUIPO DE COLADA., del 16 de Diciembre de 2000, de NORSK HYDRO ASA: SE PRESENTA UN EQUIPO DE MOLDEADO PARA EL MOLDEADO SEMICONTINUO EN AGUAS DE METALES, EN PARTICULAR EL MOLDEADO DE LINGOTES DE ALUMINIO, QUE COMPRENDE UNA […]
PROCEDIMENTO DE LUBRIFICACION DE LAS PAREDES DE UNA LINGOTERA DE COLADA CONTINUA DE METALES Y LINGOTERA PARA LLEVAR A CABO DICHO PROCEDIMIENTO., del 16 de Noviembre de 2000, de SOGEPASS ASCOMETAL (SOCIETE ANONYME) CENTRE DE RECHERCHES METALLURGIQUES CENTRUM VOOR RESEARCH IN DE METALLURGIE ASSOC. SANS BUT LUCRATIF SOLLAC S.A. UGINE-SAVOIE IMPHY SOCIETE ANONYME DES FORGES ET ACIERIES DE DILLING: LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE LUBRICACION DE UNA LINGOTERA DE COLADA CONTINUA DE UN PRODUCTO METALICO DEL TIPO QUE COMPRENDE UN ELEMENTO TUBULAR METALICO […]
 MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE LINGOTERAS, del 1 de Julio de 1960, de SOCIÉTÉ D¿ELECTRO - CHIMIE, D¿ELECTRO-METALLURGIE ET DES ACIERIES ELECTRIQUES D¿USINE: Mejoras introducidas en la fabricación de lingoteras provistas de un ánima de conducción del metal líquido para la colada continua, con lubricación […]
MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE LINGOTERAS, del 1 de Julio de 1960, de SOCIÉTÉ D¿ELECTRO - CHIMIE, D¿ELECTRO-METALLURGIE ET DES ACIERIES ELECTRIQUES D¿USINE: Mejoras introducidas en la fabricación de lingoteras provistas de un ánima de conducción del metal líquido para la colada continua, con lubricación […]