DISPOSITIVO Y PROCEDIMIENTO PARA EL CONTROL EN LINEA DE LETRAS DE BRAILLE EN LA FABRICACION DE CAJAS PLEGABLES.
Máquina encoladora de cajas plegables para la fabricación de cajas plegables a partir de recortes,
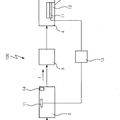
que presenta varias estaciones de mecanizado (1, 2, 6) y dispositivos transportadores (3, 4) para transportar los recortes a través de las distintas estaciones de mecanizado, y con un dispositivo de estampado (6) con herramientas de estampado (7, 8) rotatorias para realizar un estampado en los recortes, caracterizada porque delante del dispositivo de estampado (6) está dispuesto un transmisor de valores teóricos (23) para registrar el recorte, controlando las señales suministradas el control de motor (26) del dispositivo de estampado, y porque un dispositivo de control de recortes (24) está dispuesto inmediatamente después del dispositivo de estampado, siendo evaluados, en una unidad de evaluación (27), los datos del dispositivo de control de recortes (24) y del control de motor (26) en cuanto a posibles errores de estampado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07119051.
Solicitante: HEIDELBERGER DRUCKMASCHINEN AG..
Nacionalidad solicitante: Alemania.
Dirección: KURFURSTEN-ANLAGE 52-60,69115 HEIDELBERG.
Inventor/es: COMPERA,CHRISTIAN,DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Octubre de 2007.
Fecha Concesión Europea: 30 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B31B1/74C
- B31B1/74F
- B31B1/88
Clasificación PCT:
- B31B1/74
- B31B1/88
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo y procedimiento para el control en línea de letras de Braille en la fabricación de cajas plegables.
La invención se refiere a un dispositivo y un procedimiento para el control en línea de letras de Braille en la fabricación de cajas plegables según el preámbulo de la reivindicación 1 o de la reivindicación 6.
Las cajas plegables son envases de cartón o de cartón ondulado, en menor medida también de plástico, que según construcción se encolan en uno o varios puntos durante el proceso de plegado. Generalmente, se producen a partir de un recorte. Los recortes, habitualmente, se cortan en una punzonadora de pliegos. El recorte tiene que encolarse por al menos un canto. Las cajas plegadas salen de la máquina encoladora de cajas plegables en estado plano horizontal. La colocación y el llenado de las cajas pueden realizarse tanto de forma mecánica como de forma manual.
Además de los plegados necesarios para fabricar las cajas plegables, como preparativo para el siguiente paso de producción, además se doblan (pliegan) previamente otras líneas ranuradas en la máquina encoladora de cajas plegables. De esta manera, se facilita la colocación de la caja y su llenado posterior.
El proceso de encolado en si es sólo una parte del complejo procedimiento mecánico durante la fabricación de cajas plegables. Según el tipo de caja, antes de aplicar la cola han de realizarse diversos plegados en el sentido de marcha de la máquina y transversalmente respecto a éste, para preparar la caja plegable con la construcción adecuada para su colocación y aplicar la cola en el punto correcto.
Las máquinas encoladoras de cajas plegables para la fabricación de cajas plegables y recortes presentan, como se sabe, varias estaciones de mecanizado por las que pasan sucesivamente los recortes de la caja plegable. Se trata, por ejemplo, de:
Alimentador
Los recortes de caja se posicionan en el alimentador entre dos paredes de apilado ajustables lateralmente. Unas correas de alimentación circunferenciales introducen en la máquina respectivamente el recorte inferior. Mediante lengüetas de ajuste de altura ajustable se pueden impedir las entradas dobles y, por tanto, queda garantizada una introducción óptima y sin marcas de los recortes.
El alimentador separa los recortes y se ocupa de una distancia definida entre los recortes.
Estación de alineación
Para alinear los recortes para el procedimiento de plegado subsiguiente con líneas ranuras exactamente paralelas con respecto al sentido de transporte, se conoce disponer inmediatamente detrás del alimentador una llamada estación de alineación. La alineación de los recortes se realiza en una regleta guía que se extiende en el sentido de transporte y contra la cual se guían lateralmente los recortes.
Dobladora previa
En la dobladora previa se realiza un doblado previo de las líneas ranuradas y a continuación la transferencia en estado plano a la siguiente estación. Mediante el doblado previo (plegado hacia delante y atrás) de las líneas ranuradas, éstas resultan suaves y flexibles. De esta forma, posteriormente, las cajas encoladas se dejan abrir más fácilmente y se facilita su llenado. La dobladora previa también ofrece la posibilidad de alojar dispositivos adicionales.
Estación de plegado
Aquí se pliegan y se encolan los recortes. El mecanismo de encolado inferior al principio de la estación plegadora garantiza una aplicación precisa de cola y un trabajo con pocas salpicaduras incluso a las máximas velocidades de producción.
Estación de transferencia
En esta estación, las cajas encoladas se preparan para la transferencia en posición imbricada a la estación de prensado. Mediante el uso de lectores de códigos o un control de aplicación de cola es posible esclusar las cajas defectuosas en la estación de transferencia mediante un dispositivo adicional. En esta estación, se cuentan las cajas y las cajas se depositan individualmente con un desplazamiento lateral mediante un dispositivo marcador; de esta forma, la corriente de cajas queda preparada óptimamente para una recepción manual rápida y fácil.
Dispositivo de colección y prensado
En la estación de prensado de marcha más lenta, las cajas imbricadas son guiadas, bajo una presión ajustable con precisión, entre correas de presión circunferenciales, para lograr el fraguado de la cola incluso a altas velocidades de producción. Para ello, las máquinas encoladoras de cajas plegables pueden estar equipadas con un dispositivo electrónico para el control de velocidad en función del recorte para el dispositivo de colección y de prensado. Éste garantiza automáticamente el cumplimiento exacto de la disposición imbricada ajustada y, por tanto, el grosor del ramal y el prensado uniforme de las cajas incluso en caso de un flujo diferente de cajas.
Máquinas adicionales
A continuación del dispositivo de colección y de prensado existe la posibilidad de instalar máquinas embaladoras semiautomáticas o totalmente automáticas. En este caso, las cajas encoladas se envasan de forma mecánica directamente en cartones de envoltura o se preparan para un manejo más sencillo.
Al alimentador de una máquina encoladora de cajas plegables puede conectarse adicionalmente un alimentador previo para el suministro de una corriente ininterrumpida de cajas plegables.
Con la opción de un alimentador previo y una máquina embaladora en la máquina encoladora de cajas plegables se pone a disposición un amplio sistema totalmente automático para el máximo rendimiento de producción y la máxima calidad de productos - un sistema altamente rentable, exactamente adaptado a las necesidades del usuario profesional.
Además, se pueden integrar aparatos aplicadores de cola y de control, mecanismos de encolado por toberas (para colas frías y calientes) así como lectores de códigos y aparatos de control de aplicación de cola.
El transporte de los recortes a través de las distintas estaciones de mecanizado se realiza mediante correas transportadoras superiores e inferiores que se apoyan respectivamente en su lado opuesto a los recortes. Generalmente, a través del ancho de la máquina se emplean dos pares de correas estrechas que pueden posicionarse transversalmente para una línea de contacto óptima con los recortes para la adaptación a diferentes formatos de caja. Las indicaciones de posición para el ajuste de los carriles de rodadura en función del formato aseguran cortos tiempos de preparación en caso de ajustes o pedidos repetidos. Los carriles de rodadura superiores pueden levantarse. Esto facilita los trabajos de ajuste y reduce los tiempos de preparación. Además, los recortes pueden extraerse fácilmente.
Las máquinas encoladoras de cajas plegables de este tipo se conocen, por ejemplo, por el documento EP1001877B1.
Si las cajas plegables sirven para embalar medicamentos, está prescrito legalmente aplicar en la caja plegable (por ejemplo, por estampado) la denominación del medicamento en letra para ciegos (la llamada letra de Braille). Para ello, la asociación profesional de la industria de cajas plegables Fachverband Faltschachtel-Industrie (FFI) e.V. publicó una directiva técnica "Blindenschrift in der Faltschachtel-Herstellung" que sirve de guía para una fabricación estandarizada de la letra de Braille en cajas plegables.
En el pasado, el estampado de la letra de Braille habitualmente se realizaba durante el proceso de punzonado en la punzonadora de pliegos, ya que un pliego a punzonar comprende numerosas bandas (recortes) y para cada banda ha de proporcionarse un par de herramientas compuesto por una matriz y un punzón. Por lo tanto, se producen unos gastos muy elevados en herramientas. Además, se ha mostrado que los pliegos a punzonar tienden a quedarse enganchado en las herramientas de estampado para la letra de Braille perjudicando el proceso de punzonado. Además, resulta difícil estampar al mismo tiempo las líneas ranuradas y la letra de Braille, si la letra de Braille debe quedar cerca de las líneas ranuradas. Las herramientas para el estampado de las líneas ranuradas y la letra de Braille necesitan una distancia mínima entre ellas. Además, debido a la multitud de herramientas en el molde de punzonado se incrementa el tiempo de ajuste necesario.
Más recientemente, sin embargo, se han dado a conocer también dispositivos en los que la letra de Braille se estampa durante el tratamiento en una máquina encoladora de cajas plegables. En este caso, por ejemplo,...
Reivindicaciones:
1. Máquina encoladora de cajas plegables para la fabricación de cajas plegables a partir de recortes, que presenta varias estaciones de mecanizado (1, 2, 6) y dispositivos transportadores (3, 4) para transportar los recortes a través de las distintas estaciones de mecanizado, y con un dispositivo de estampado (6) con herramientas de estampado (7, 8) rotatorias para realizar un estampado en los recortes, caracterizada porque delante del dispositivo de estampado (6) está dispuesto un transmisor de valores teóricos (23) para registrar el recorte, controlando las señales suministradas el control de motor (26) del dispositivo de estampado, y porque un dispositivo de control de recortes (24) está dispuesto inmediatamente después del dispositivo de estampado, siendo evaluados, en una unidad de evaluación (27), los datos del dispositivo de control de recortes (24) y del control de motor (26) en cuanto a posibles errores de estampado.
2. Máquina encoladora de cajas plegables según la reivindicación 1, caracterizada porque el control de motor (26) es controlado adicionalmente a través de un regulador (28) con datos acerca de la posición de la herramienta de estampado.
3. Máquina encoladora de cajas plegables según una de las reivindicaciones precedentes, caracterizada porque el transmisor de valores teóricos (23) y el dispositivo de control de recortes (24) están constituidos por fotocélulas.
4. Máquina encoladora de cajas plegables según una de las reivindicaciones precedentes, caracterizada porque el dispositivo de estampado es accionado por un servomotor (9).
5. Máquina encoladora de cajas plegables según una de las reivindicaciones precedentes, caracterizada porque la máquina presenta, corriente abajo del dispositivo de estampado (6), una esclusa (25) para expulsar productos defectuosos.
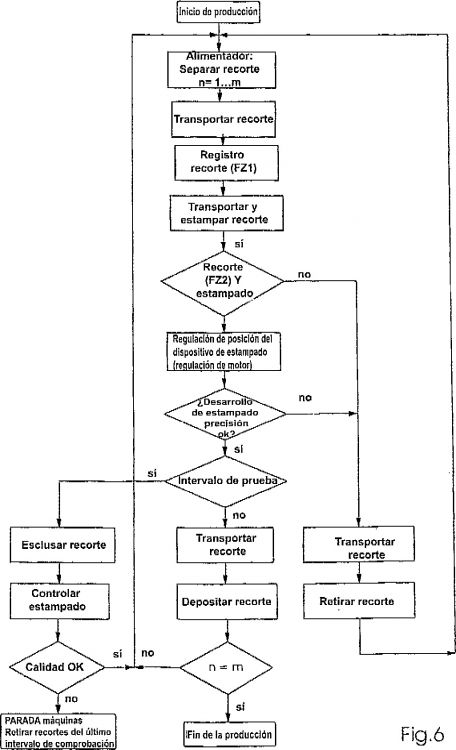
6. Un procedimiento para el control en línea de estampados, especialmente de letras de Braille en la fabricación de cajas plegables presenta los siguientes pasos:
7. Procedimiento según la reivindicación 6, caracterizado por el paso 1) adicional entre los pasos f) y h)
Patentes similares o relacionadas:
Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables, del 30 de Noviembre de 2016, de Masterwork Machinery Co., Ltd: Dispositivo de recogida y prensado de una máquina de pegado de cajas plegables con dos cintas transportadoras circulantes de la anchura de máquina, […]
Mecanismo rotativo de estampación y método de estampación, del 10 de Agosto de 2016, de Masterwork Machinery Co., Ltd: Mecanismo rotativo de estampación con dos con dos herramientas rotativas de estampación, un pisón y una matriz para aplicar estampaciones, […]
Módulo con bancada y plegadora-encoladora así equipada, del 1 de Junio de 2016, de BOBST MEX SA: Módulo para plegadora-encoladora que comprende una bancada que cuenta con dos paredes sensiblemente verticales anterior y posterior y con al […]
 Máquina de plegado y de encolado, del 16 de Marzo de 2016, de BOBST MEX SA: Máquina de plegado y de encolado para la fabricación de cajas plegables a partir de recortes que circulan sensiblemente en un plano horizontal […]
Máquina de plegado y de encolado, del 16 de Marzo de 2016, de BOBST MEX SA: Máquina de plegado y de encolado para la fabricación de cajas plegables a partir de recortes que circulan sensiblemente en un plano horizontal […]
Dispositivo de estampación rotativa, del 18 de Junio de 2014, de HEIDELBERGER DRUCKMASCHINEN AG.: Dispositivo de estampación rotativa con dos herramientas estampadoras rotativas, formadas por un macho con troqueles y una matriz , con […]
Procedimiento de fabricación de cajas de cartón ondulado impreso mediante offset y cajas de cartón ondulado impreso obtenidas mediante dicho procedimiento, del 28 de Mayo de 2014, de INDRO INDUSTRIAS SAN ISIDRO S.L.U: Procedimiento de fabricación de cajas de cartón ondulado impreso mediante offset y cajas de cartón ondulado impreso obtenidas mediante dicho procedimiento […]
MÉTODO Y SISTEMA PARA LA FABRICACIÓN DE UNA UNIDAD DE EMPAQUETAMIENTO, del 12 de Enero de 2011, de VEGA SpA: Un método de fabricación de una unidad de empaquetamiento, para formar un paquete cerrado y grabado en relieve con caracteres Braille, que comprende las siguientes […]
 SISTEMA DE FABRICACIÓN PARA LA PRODUCCIÓN DE CAJAS PLEGABLES Y PROCEDIMIENTO PARA LA ALIMENTACIÓN DE DESARROLLOS SIN MACULATURA A UNA MÁQUINA PEGADORA DE CAJAS PLEGABLES, del 11 de Enero de 2011, de HEIDELBERGER DRUCKMASCHINEN AKTIENGESELLSCHAFT: Sistema de fabricación para la producción de cajas plegables, con una impresora para la impresión de pliegos de papel, cartulina y similares, […]
SISTEMA DE FABRICACIÓN PARA LA PRODUCCIÓN DE CAJAS PLEGABLES Y PROCEDIMIENTO PARA LA ALIMENTACIÓN DE DESARROLLOS SIN MACULATURA A UNA MÁQUINA PEGADORA DE CAJAS PLEGABLES, del 11 de Enero de 2011, de HEIDELBERGER DRUCKMASCHINEN AKTIENGESELLSCHAFT: Sistema de fabricación para la producción de cajas plegables, con una impresora para la impresión de pliegos de papel, cartulina y similares, […]