CUERPO METALICO MOLDEADO Y PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO METALICO MOLDEADO.
- Cuerpo metálico moldeado, que comprende varias capas, con una matriz de espuma metálica (4),
en la que está incrustado uno elemento de refuerzo (3), que comprende una o varias partes, estando unidas entre sí, en unión positiva, la matriz de espuma metálica (4) y el elemento de refuerzo (3), caracterizado porque el elemento de refuerzo (3) está configurado en forma de trenzado anular flexible al empuje con anillos (6) entrelazados libremente entre sí
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000327.
Solicitante: HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H..
Nacionalidad solicitante: Austria.
Dirección: KLEINREICHENBACH 25, 3900 SCHWARZENAU.
Inventor/es: DOBESBERGER, FRANZ, LEITLMEIER, DIETMAR, FLANKL,HERBERT,J, WELLNITZ,JORG.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Junio de 2010.
Clasificación Internacional de Patentes:
- B22D25/00F
- F41H5/04D4
- F41H5/04H
Clasificación PCT:
- F41H5/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F41 ARMAS. › F41H BLINDAJE; TORRETAS ACORAZADAS; VEHICULOS BLINDADOS O ARMADOS; MEDIOS DE ATAQUE O DE DEFENSA, p. ej. ENMASCARAMIENTO, EN GENERAL. › F41H 5/00 Blindaje; Placas de blindaje; Escudos (procesos de fabricación o tratamientos B21, C21). › compuestas de más de una capa.
Fragmento de la descripción:
La presente invención se refiere a un cuerpo metálico moldeado, que comprende varias capas, con una matriz de espuma metálica, en la que está incrustado un elemento de refuerzo, que comprende una o varias partes, estando unidos entre sí, en unión positiva, la matriz de espuma metálica y el elemento de refuerzo, y se refiere, así mismo, a un procedimiento para la fabricación de un cuerpo metálico moldeado de este tipo.
A título de ejemplo, se desprende un cuerpo metálico moldeado de este tipo de la publicación DE 20313 655 U1, que describe un elemento a prueba de balas, que está constituido por espuma de aluminio con una armadura de tipo red, que está incrustada en la espuma de aluminio, estando constituida la armadura a modo de trenzado o de tejido de malla, que está formado por un alambre de acero. En este caso, un trenzado de malla es un trenzado en el que está unida una pluralidad de alambres continuos para formar un trenzado. En este caso, los puntos de contacto entre los alambres individuales pueden ser rígidos o pueden estar libres. Sin embargo, estos alambres continuos están sometidos a elevadas tensiones de tracción y a elevadas dilataciones cuando sufren un bombardeo, por parte del proyectil o de la bala, que deben ser detenidos de tal manera, que se requiere un alambre de acero de elevada resistencia y de altamente dilatable o bien el alambre de acero debe estar dimensionado de manera correspondiente. Aún cuando pueda conseguirse, de este modo, una buena resistencia contra los disparos, los costes de un cuerpo metálico moldeado, de este tipo, pueden elevarse exageradamente por este motivo.
Por lo tanto, la tarea de la presente invención consistía en proporcionar un cuerpo metálico moldeado, que no presentase los inconvenientes que han sido citados más arriba y que, además, tuviese una resistencia mejor frente a los cuerpos penetrantes o impactantes, tal como el impacto de un cuerpo, por ejemplo debido a una explosión próxima, o debido a un disparo.
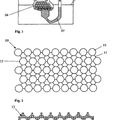
Esta tarea se resuelve por medio de la invención configurándose al elemento de refuerzo como trenzado anular flexible al empuje con anillos entrelazados libremente entre si. Un procedimiento de conformidad con la invención para llevar a cabo la fabricación de un cuerpo metálico moldeado, que comprende varias capas, se caracteriza por las etapas siguientes: la preparación de una coquilla para el cuerpo metálico moldeado; la disposición en la coquilla de, como mínimo, un elemento de refuerzo con una o con varias partes en forma de un trenzado anular flexible al empuje con anillos entrelazados libremente entre sí; la fusión de un metal; la introducción de gas a través del metal fundido para formar una espuma con el metal fundido, fabricándose una espuma metálica colable; la transferencia de la espuma metálica colable hasta la coquilla; y el enfriamiento del metal en la coquilla, con lo que el metal se solidifica para formar el cuerpo metálico moldeado.
Los anillos individuales del trenzado anular flexible al empuje se deslizan mutuamente en la matriz de espuma metálica bajo solicitación (por impacto lateral o como consecuencia de un disparo). De este modo, se reduce en gran medida la solicitación sobre el anillo individual, pero, sin embargo, se aumenta al mismo tiempo la resistencia del material compuesto, puesto que este material compuesto puede disipar energía en gran medida. Por lo tanto, puede conseguirse una pieza de construcción muy ligera con la clase de bombardeo B7 máxima con una pieza metálica moldeada de conformidad con la invención. Una pieza metálica moldeada de este tipo puede ser empleada, por ejemplo, a modo de blindaje para vehículos automóviles o en edificios, así como también como escudo para personas.
El efecto puede aumentarse ya si se disponen en la matriz de espuma metálica varios trenzados anulares de manera adyacente o de manera sucesiva, pudiéndose disponer los trenzados anulares también desplazados entre sí.
De conformidad con la aplicación, la matriz de espuma metálica puede presentar una distribución del tamaño de las burbujas esencialmente monomodal. Los tamaños de las burbujas de la matriz de espuma metálica también pueden aumentar gradualmente desde una superficie lateral del cuerpo metálico moldeado hasta la superficie lateral situada en el lado contrario, con lo cual puede aumentarse todavía más la resistencia del cuerpo metálico moldeado.
Se consigue un aumento adicional de la resistencia del cuerpo metálico moldeado por medio de una tensión previa del trenzado anular en la matriz de espuma metálica.
Es ventajoso de una manera muy especial para la aplicación a modo de blindaje a prueba de balas la aplicación sobre una superficie lateral del cuerpo metálico moldeado, de otra capa constituida por un material homogéneo y/o isótropo, tal como una lámina mineral, puesto que ésta rompe al proyectil impactante y modifica la trayectoria del proyectil y, por lo tanto, reduce su efecto. Es conveniente, para una aplicación de este tipo, que esta capa esté dirigida hacia el bombardeo.
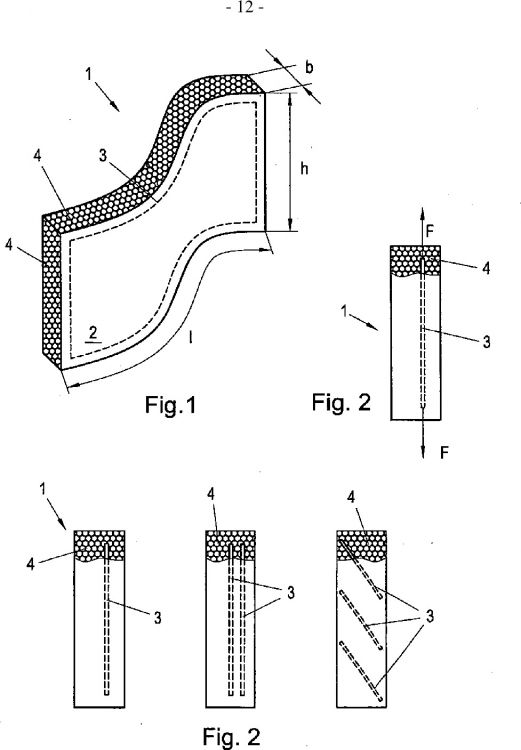
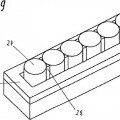
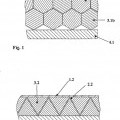
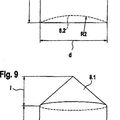
La invención se describe a continuación por medio de las figuras 1 a 7 esquemáticas, no limitativas, que muestran ejemplos ventajosos de realización. Se
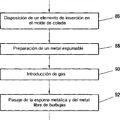
muestra en la figura 1 una representación de un cuerpo metálico moldeado con varias capas, en las figuras 2 a 4 secciones transversales de un cuerpo metálico moldeado de conformidad con la invención, en la figura 5 una vista de un trenzado anular, en la figura 6 ejemplos de posibles anillos para un trenzado anular y en la figura 7 un dispositivo para la fabricación de un cuerpo metálico moldeados de conformidad con la invención.La figura 1 muestra un cuerpo metálico moldeado 1, que comprende varias capas, plano, rígido, eligiéndose las relaciones entre longitud, altura y anchura ventajosamente según la denominación 1, h >> b, con lo que se obtiene un cuerpo metálico moldeado plano 1 con una superficie lateral 2 de gran superficie. El cuerpo metálico moldeado 1 puede estar realizado en este caso en forma de placa, de disco o como carcasa con una curvatura arbitraria y con una sección transversal arbitraria. El cuerpo metálico moldeado 1 está constituido esencialmente por una matriz de espuma metálica 4, de manera preferente una espuma de aluminio, en la que están incrustados uno o varios elementos de refuerzo 3, que contienen una o varias partes. En este caso, la espuma metálica 4 y el o los elementos de refuerzo 3 están unidos entre sí, en unión positiva, y forman una pieza compuesta. Como consecuencia del tipo de la fabricación del cuerpo metálico moldeado 1 (por medio de un procedimiento de colada) puede producirse también, como consecuencia de la adhesión, una cierta unión material pero, desde luego, sólo hasta aproximadamente un máximo del 30 % con relación a la resistencia a la rotura y a la tracción.
En este caso, los elementos de refuerzo 3 pueden estar dispuestos prácticamente de manera arbitraria como se ha indicado en las figuras 2 hasta 4. A título de ejemplo, puede estar previsto un solo elemento de refuerzo 3 sobre el borde
o en el centro del cuerpo metálico moldeado 1. Sin embargo, también pueden estar previstos varios elementos de refuerzo 3, dispuestos de manera adyacente o de manera sucesiva. De la misma manera, puede imaginarse disponer los elementos de refuerzo 3 formando un determinado ángulo con una superficie lateral 2 en lugar de que sean dispuestos esencialmente paralelamente con respecto a dicha superficie lateral. De la misma manera, puede estar previsto someter a una tensión previa con una fuerza F determinada, a uno o a varios elementos de refuerzo 3, como paso previo a la incrustación en la matriz de espuma metálica 4.
En una realización preferente, la espuma metálica 4 presenta una distribución esencialmente monomodal, es decir que los tamaños de las burbujas son esencialmente todos iguales y que están distribuidos de manera homogénea. Sin embargo, puede estar previsto también, de manera alternativa, dejar que se reduzcan gradualmente los tamaños de las burbujas de la matriz de espuma metálica 4 desde una superficie lateral 2 del cuerpo metálico moldeado 1 hasta la superficie lateral situada en el lado opuesto, tal como se ha indicado en la figura 3, lo cual es posible por medio de un control correspondiente del proceso de formación de la espuma.
Evidentemente, es posible combinar arbitrariamente las configuraciones y las disposiciones que se han indicado más arriba y, por lo tanto, ajustarlas para una determinada aplicación.
Por otra parte,...
Reivindicaciones:
1. Cuerpo metálico moldeado, que comprende varias capas, con una matriz de espuma metálica (4), en la que está incrustado uno elemento de refuerzo (3), que comprende una o varias partes, estando unidas entre sí, en unión positiva, la matriz de espuma metálica (4) y el elemento de refuerzo (3), caracterizado porque el elemento de refuerzo (3) está configurado en forma de trenzado anular flexible al empuje con anillos (6) entrelazados libremente entre sí.
2. Cuerpo metálico moldeado, que comprende varias capas, según la reivindicación 1, caracterizado porque en la matriz de espuma metálica (4) están dispuestos varios elementos de refuerzo (3) de manera adyacente o de manera sucesiva.
3. Cuerpo metálico moldeado, que comprende varias capas, según la reivindicación 1 o 2, caracterizado porque la matriz de espuma metálica (4) presenta una distribución de los tamaños de las burbujas esencialmente monomodal.
4. Cuerpo metálico moldeado, que comprende varias capas, según la reivindicación 1 o 2, caracterizado porque los tamaños de las burbujas de la matriz de espuma metálica (4) disminuyen gradualmente desde una superficial lateral (2) del cuerpo metálico moldeado (1) hasta la superficie lateral situada en el lado contrario.
5. Cuerpo metálico moldeado, que comprende varias capas, según una de las reivindicaciones 1 a 4, caracterizado porque el elemento de refuerzo (3) está sometido a una tensión previa en la matriz de espuma metálica (4).
6. Cuerpo metálico moldeado, que comprende varias capas, según una de las reivindicaciones 1 a 5, caracterizado porque sobre una superficie lateral (2) del cuerpo metálico moldeado (1) está aplicada otra capa (5) constituida por un material homogéneo y/o isótropo.
7. Cuerpo metálico moldeado, que comprende varias capas, según la reivindicación 6, caracterizado porque la otra capa (5) está realizada en forma de lámina mineral.
8. Empleo del cuerpo metálico moldeado según una de las reivindicaciones 1 a 7 como pieza moldeada rígida a prueba de balas.
9. Empleo según la reivindicación 8, caracterizado porque la otra capa (5) constituida por un material homogéneo y/o isótropo está dispuesta sobre la superficie
lateral del cuerpo metálico moldeado (1), que está dirigida hacia el disparo.
10. Procedimiento para la fabricación de un cuerpo metálico moldeado (1), que comprende varias capas, con las etapas siguientes:
la preparación de una coquilla (10) para el cuerpo metálico moldeado (1);
la disposición en la coquilla (10) de, al menos, un elemento de refuerzo (3),
que comprende una o varias partes, en forma de un trenzado anular flexible al
empuje con anillos entrelazados libremente entre sí; la fusión de un metal;
la introducción de gas a través del metal (16) fundido con objeto de
transformar en espuma al metal (16) fundido, generándose una espuma
metálica colable;
la transferencia de la espuma metálica colable hasta la coquilla (10); y
el enfriamiento del metal en la coquilla (10), solidificándose el metal para la
formación del cuerpo metálico moldeado (1).
11. Procedimiento según la reivindicación 10, según el cual la espuma metálica colable es comprimida en la coquilla (10) o es cargada en la misma.
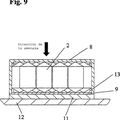
12. Procedimiento según la reivindicación 10 u 11, caracterizado porque la coquilla (10) con una abertura de carga (11) está dispuesta por encima de la fusión metálica (16), porque se conecta una cavidad hueca (12) de la coquilla (10) de forma hermética al metal líquido, con una pieza de llenado (13), penetrando la pieza de llenado (13) en la fusión metálica (16) y porque la espuma metálica colable es conducida a través de la pieza de llenado (13) hasta la cavidad hueca (12) de la coquilla (10).
13. Procedimiento según la reivindicación 10 u 11, caracterizado porque la coquilla (4) está dispuesta con una abertura de carga (11) por encima de la fusión metálica (16), porque se conecta una cavidad hueca (12) de la coquilla (19) de forma hermética al metal líquido, con una pieza de llenado (13), penetrando la pieza de llenado (13) en la fusión metálica (16), porque el nivel del metal líquido de la fusión metálica (16) se desplaza hacia arriba en la cavidad hueca (12) de la coquilla (10) por medio de la pieza de llenado (13) y de la abertura de carga (11) y porque la fusión metálica (16) es desplazada en la cavidad hueca (12) por la espuma metálica colable.
14. Procedimiento según una de las reivindicaciones 10 a 13, caracterizado porque se somete a una tensión previa al menos a un elemento de refuerzo (3) como
- 11 paso previo a la transferencia de la espuma metálica colable. 15. Procedimiento según una de las reivindicaciones 10 a 14, caracterizado porque el proceso de formación de la espuma se controla de tal manera, que los tamaños de las burbujas de la espuma metálica aumenten o disminuyan gradualmente durante la formación de la espuma. 16. Procedimiento según una de las reivindicaciones 10 a 15, caracterizado porque se aplica sobre una superficie lateral (2) del cuerpo metálico moldeado (1) solidificado otra capa (5) constituida por un material homogéneo y/o isótropo. Siguen cuatro hojas de dibujos.
Patentes similares o relacionadas:
 CUERPO DE MOLDEO METALICO Y METODO PARA SU FABRICACION, del 25 de Agosto de 2010, de HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H.: Cuerpo de moldeo metálico , el cual se encuentra compuesto por zonas unidas metálicamente de espuma metálica por un lado y de metal por […]
CUERPO DE MOLDEO METALICO Y METODO PARA SU FABRICACION, del 25 de Agosto de 2010, de HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H.: Cuerpo de moldeo metálico , el cual se encuentra compuesto por zonas unidas metálicamente de espuma metálica por un lado y de metal por […]
 PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE CONSTRUCCION CON POROS ABIERTOS, A BASE DE METAL, PLASTICO O CERAMICA, CON ESTRUCTURA DE RETICULA ESPONJOSA ORDENADA, del 7 de Mayo de 2010, de KURTZ GMBH
LAEMPE & MOSSNER GMBH
KUHS, BERND: Procedimiento para fabricar elementos de construcción ligeros de poros abiertos, de metal, aleaciones metálicas, material plástico o cerámica, de cualquier […]
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE CONSTRUCCION CON POROS ABIERTOS, A BASE DE METAL, PLASTICO O CERAMICA, CON ESTRUCTURA DE RETICULA ESPONJOSA ORDENADA, del 7 de Mayo de 2010, de KURTZ GMBH
LAEMPE & MOSSNER GMBH
KUHS, BERND: Procedimiento para fabricar elementos de construcción ligeros de poros abiertos, de metal, aleaciones metálicas, material plástico o cerámica, de cualquier […]
 METODO PARA LA FORMACION DE UN OBJETO MEDIANTE ROCIADO, del 14 de Diciembre de 2009, de FORD GLOBAL TECHNOLOGIES, INC.: Un método de formación por rociado de un objeto para la creación rápida de prototipos caracterizado por comprender las siguientes operaciones:
- el rociado […]
METODO PARA LA FORMACION DE UN OBJETO MEDIANTE ROCIADO, del 14 de Diciembre de 2009, de FORD GLOBAL TECHNOLOGIES, INC.: Un método de formación por rociado de un objeto para la creación rápida de prototipos caracterizado por comprender las siguientes operaciones:
- el rociado […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLACA DE BLINDAJE COMPUESTA, del 16 de Junio de 2011, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Procedimiento para la fabricación de un elemento de blindaje compuesto para la protección contra proyectiles, - en el que el elemento de blindaje compuesto […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLACA DE BLINDAJE COMPUESTA, del 16 de Junio de 2011, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Procedimiento para la fabricación de un elemento de blindaje compuesto para la protección contra proyectiles, - en el que el elemento de blindaje compuesto […]
 PLACA DE BLINDAJE COMPUESTA, del 25 de Mayo de 2011, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección contra proyectiles, que contiene al menos una capa de elementos en forma de barra, que están […]
PLACA DE BLINDAJE COMPUESTA, del 25 de Mayo de 2011, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección contra proyectiles, que contiene al menos una capa de elementos en forma de barra, que están […]
 MITIGACIÓN DE IMPULSOS DE PRESIÓN, del 14 de Marzo de 2011, de FLEXIBLAST PTY LTD: Una barrera mitigadora de impulsos de presión caracterizada porque comprende una capa de gel de agua y una capa que comprende una pluralidad […]
MITIGACIÓN DE IMPULSOS DE PRESIÓN, del 14 de Marzo de 2011, de FLEXIBLAST PTY LTD: Una barrera mitigadora de impulsos de presión caracterizada porque comprende una capa de gel de agua y una capa que comprende una pluralidad […]
 ELEMENTO DE BLINDAJE COMPUESTO Y ELEMENTO DE CUERPOS ACTIVOS PARA SU INTRODUCCION EN UN ELEMENTO DE BLINDAJE COMPUESTO, del 27 de Mayo de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Elemento de blindaje compuesto para protección contra proyectiles, que contiene al menos una capa de cuerpos activos (2, 2a, 2b) que están yuxtapuestos en filas […]
ELEMENTO DE BLINDAJE COMPUESTO Y ELEMENTO DE CUERPOS ACTIVOS PARA SU INTRODUCCION EN UN ELEMENTO DE BLINDAJE COMPUESTO, del 27 de Mayo de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Elemento de blindaje compuesto para protección contra proyectiles, que contiene al menos una capa de cuerpos activos (2, 2a, 2b) que están yuxtapuestos en filas […]
 PLACA DE BLINDAJE COMPUESTA PARA LA PROTECCION DE VEHICULOS O EDIFICIOS CONTRA PROYECTILES DE PERFORACION DEL BLINDAJE CON ALTA ENERGIA CINETICA, del 6 de Abril de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección de vehículos o edificios contra proyectiles de perforación del blindaje con alta energía cinética, en la que la […]
PLACA DE BLINDAJE COMPUESTA PARA LA PROTECCION DE VEHICULOS O EDIFICIOS CONTRA PROYECTILES DE PERFORACION DEL BLINDAJE CON ALTA ENERGIA CINETICA, del 6 de Abril de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección de vehículos o edificios contra proyectiles de perforación del blindaje con alta energía cinética, en la que la […]