CUCHILLAS DE AFEITAR COLOREADAS.
Una cuchilla (10) de afeitar para usar en un sistema de afeitado en húmedo que comprende:
una cuchilla formada de un material en forma de lámina de acero inoxidable que ha sido endurecido en un proceso de endurecimiento, en donde dicha cuchilla tiene un filo afilado (14), caracterizada por que dicha cuchilla de afeitar además comprende un recubrimiento coloreado de óxido metálico y/o oxinitruro metálico depositado sobre al menos una parte de la cuchilla, siendo coloreado el recubrimiento durante dicho proceso de endurecimiento y siendo el material en forma de lámina endurecido recubierto posteriormente para formar una cuchilla de afeitar
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/017718.
Solicitante: THE GILLETTE COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: PRUDENTIAL TOWER BUILDING,BOSTON, MASSACHUSETTS 02199.
Inventor/es: PORCARO, ALFRED, SKROBIS,KENNETH,J, SWANSON,RONALD,J, LIU,ERIC.
Fecha de Publicación: .
Fecha Concesión Europea: 18 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B26B21/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26B HERRAMIENTAS MANUALES DE CORTE, NO PREVISTAS EN OTRO LUGAR (para la recolección A01D; para la horticultura o la silvicultura A01G; para la carnicería o el tratamiento de la carne A22; para la fabricación o reparación de calzado A43D; pinzas de uñas o cortauñas A45D 29/02; utensilios de cocina A47J; para la cirugía A61B 17/00; para el trabajo del metal B23D; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas en forma de pinzas B25B 7/22; tenazas B25C 11/02; mangos para utensilios manuales, en general B25G; herramientas de corte del tipo de guillotina B26D; raspadores B43L 19/00; para materiales textiles D06H). › B26B 21/00 Afeitadoras de tipo abierto o de tipo cuchilla; Afeitadoras de seguridad u otros utensilios de afeitado tipo acepilladura; Dispositivos para el corte del cabello que implican el uso de una hoja de afeitar; Equipo a este efecto. › Afeitadoras de seguridad con una o varias hojas dispuestas transversalmente con relación al mango.
- B26B21/60 B26B 21/00 […] › por el revestimiento.
- C21D1/76 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Regulando la composición de la atmósfera.
- C21D11/00 C21D […] › Control o regulación del proceso durante los tratamientos térmicos.
- C23C26/00 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › Revestimientos no previstos por los grupos C23C 2/00 - C23C 24/00.
- C23C30/00 C23C […] › Revestimiento con materiales metálicos, caracterizado solamente por la composición del material metálico, es decir, no caracterizado por el proceso de revestimiento (C23C 26/00, C23C 28/00 tienen prioridad).
- C23C8/00 C23C […] › Difusión en estado sólido solamente de elementos no metálicos en la capa superficial de materiales metálicos (difusión del silicio C23C 10/00 ); Tratamiento químico de la superficie por reacción del material metálico de la superficie y un gas reactivo, quedando en el revestimiento productos de la reacción, p. ej. revestimiento de conversión, pasivación de metales (C23C 14/00 tiene prioridad).
- C23C8/10 C23C […] › C23C 8/00 Difusión en estado sólido solamente de elementos no metálicos en la capa superficial de materiales metálicos (difusión del silicio C23C 10/00 ); Tratamiento químico de la superficie por reacción del material metálico de la superficie y un gas reactivo, quedando en el revestimiento productos de la reacción, p. ej. revestimiento de conversión, pasivación de metales (C23C 14/00 tiene prioridad). › Oxidación.
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Cuchillas de afeitar coloreadas.
Campo técnico
Esta invención se refiere a cuchillas de afeitar y a procesos para fabricar cuchillas de afeitar, y más especialmente a cuchillas de afeitar coloreadas.
Antecedentes de la invención
Las cuchillas de afeitar se forman de forma típica de un material en forma de lámina metálico adecuado tal como acero inoxidable que es hendido a una anchura deseada y tratado con calor para endurecer el metal. La operación de endurecimiento utiliza un horno de alta temperatura, donde el metal puede ser expuesto a temperaturas superiores a 1100ºC durante hasta 10 segundos para ser después templado.
Después del endurecimiento se forma un filo en la cuchilla. El filo tiene de forma típica una configuración en forma de cuña con una punta final que tiene un radio inferior a aproximadamente 1000 Angstrom, p. ej., de aproximadamente 200-300 Angstrom.
Pueden aplicarse diferentes recubrimientos al filo. Por ejemplo, a menudo se aplican recubrimientos duros tales como diamante, diamante amorfo, material de carbono tipo diamante (DLC), nitruros, carburos, óxidos o cerámicas al filo o a la punta final para mejorar la resistencia, la resistencia a la corrosión y la capacidad de afeitado. Las capas intermedias de materiales que contienen niobio o cromo pueden ayudar a mejorar la unión entre el sustrato, de forma típica acero inoxidable, y los recubrimientos duros. Puede utilizarse una capa exterior de politetrafluoroetileno (PTFE) para reducir la fricción.
Es importante aplicar estos recubrimientos y realizar cualquier otra etapa de procesamiento postendurecimiento en condiciones de temperatura suficientemente baja para que el acero endurecido afilado no se temple. Si el acero se templa, perderá su dureza y no podrá actuar adecuadamente durante el uso.
En US-4.470.895 se describe un proceso para recubrir un filo de cuchilla de afeitar con un recubrimiento de polímero fluorocarbonado sólido adherente. El recubrimiento primero se aplica al filo de la cuchilla de afeitar y después se sinteriza para adherir el recubrimiento al filo.
En la patente GB-1.149.781 se describe un utensilio con borde cortante que tiene un recubrimiento de material refractario que termina adyacente a un filo del utensilio. El recubrimiento se deposita en el utensilio mediante metalizado iónico de manera que el recubrimiento no cubra al filo.
En US-3.652.342 se describen cuchillas de afeitar de acero que tienen un recubrimiento de polímero fluorocarbonado sobre las mismas. Una fina capa cúbica de óxido de hierro está presente sobre el filo de la cuchilla de afeitar bajo el recubrimiento de polímero fluorocarbonado.
En US-1.416.887 se describe un método para formar recubrimientos sobre los bordes de cuchillas de afeitar. El borde de la cuchilla de afeitar que debe ser recubierto entra en contacto con un vapor de un compuesto del metal de recubrimiento.
Ejemplos de estructuras de filo de cuchilla de afeitar y procesos de fabricación también se describen en las patentes US-5.295.305; US-5.232.568; US-4.933.058; US-5.032.243; US-5.497.550; US-5.940.975; US-5.669.144; EP-0591334; y PCT 92/03330.
Sumario
La presente invención proporciona cuchillas de afeitar que incluyen un recubrimiento coloreado, es decir, un recubrimiento que tiene un color diferente al color del material de cuchilla subyacente. El término coloreado
en la presente memoria incluye todos los colores, incluidos el negro y el blanco. El recubrimiento coloreado proporciona un efecto estético deseable sin afectar negativamente al rendimiento o a las propiedades físicas de la cuchilla. El color de las cuchillas de afeitar puede ser coordinado con el color de la carcasa de un cartucho de máquina de afeitar o del asa o de otros componentes de un sistema de afeitado. En algunas aplicaciones preferidas, el recubrimiento cubre prácticamente toda la superficie de la cuchilla mejorando el efecto estético y simplificando la fabricación. Los recubrimientos son duraderos, presentan una excelente adhesión al material de cuchilla y pueden ser producidos de forma coherente y relativamente barata.
En un aspecto, la invención se refiere a una cuchilla de afeitar para usar en un sistema de afeitado en húmedo, incluyendo una cuchilla formada de un material en forma de lámina metálico y con un filo afilado, y un recubrimiento coloreado dispuesto sobre al menos una parte de la cuchilla.
Algunas realizaciones pueden incluir una o más de las siguientes características. El recubrimiento coloreado cubre prácticamente toda la cuchilla. El recubrimiento incluye un óxido metálico y/u oxinitruro metálico, p. ej., óxido de titanio, y/u otros óxidos de metal de transición incluyendo circonio, aluminio, silicio, tungsteno, tántalo, niobio, hierro, y mezclas de los mismos. El material en forma de lámina metálico comprende acero inoxidable, p. ej., acero inoxidable martensítico. El recubrimiento tiene un color seleccionado del grupo que consiste en oro, violeta, verde y azul. El recubrimiento tiene un espesor de aproximadamente 300 a 10.000 Angstrom, p. ej., de aproximadamente 600 a 2400 Angstrom.
El método puede incluir otras etapas. Por ejemplo, el método puede también incluir calentar el material de cuchilla antes o durante la etapa de aplicación y/o someter a bombardeo iónico al material de cuchilla antes o durante la etapa de aplicación.
La invención también se refiere a métodos para producir recubrimientos coloreados que no afecten negativamente a las propiedades finales de la cuchilla. Por ejemplo, en un aspecto la invención se refiere a un método que incluye aplicar un recubrimiento de óxido a un material de cuchilla, someter el material de cuchilla recubierto a un proceso de endurecimiento y conformar el material de cuchilla recubierto endurecido en una cuchilla de afeitar, en donde el recubrimiento de óxido proporciona a la cuchilla de afeitar un recubrimiento coloreado.
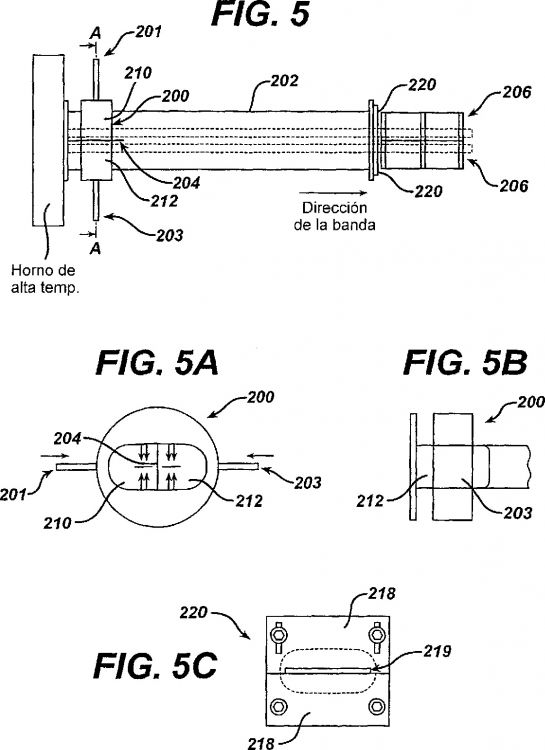
En algunos métodos preferidos, el recubrimiento se aplica a una hoja de metal relativamente grande, a partir de la cual pueden fabricarse muchas cuchillas. Por ejemplo, la etapa de aplicación puede ser realizada sobre una hoja de material de cuchilla que tiene una anchura básicamente mayor que la anchura de la cuchilla de afeitar. En este caso, el método puede también incluir, entre las etapas de aplicación y realización del proceso de endurecimiento, el ranurado del material de cuchilla para formar una pluralidad de bandas. Algunos métodos implican un proceso de recubrimiento y tratamiento térmico prácticamente continuo. El método también puede incluir controlar el proceso de endurecimiento de manera que la composición del recubrimiento de óxido resulte modificada por el proceso de endurecimiento.
Algunos métodos pueden incluir una o más de las siguientes características. La etapa de control incluye controlar las condiciones ambientales en las cuales se realiza el proceso de endurecimiento. Por ejemplo, la etapa de control puede incluir proporcionar una cámara dentro de la cual se realiza el proceso de endurecimiento e introducir uno o más gases en la cámara durante el proceso de endurecimiento. Los gases se seleccionan del grupo que consiste en nitrógeno, hidrógeno, oxígeno, monóxido de carbono, dióxido de carbono, óxido de nitrógeno, dióxido de nitrógeno, vapor de agua, y mezclas de los mismos.
El proceso de endurecimiento incluye pasar el material de cuchilla a través de una primera zona de temperatura que reduce el recubrimiento de óxido y una segunda zona de temperatura que oxida el recubrimiento. El proceso de endurecimiento se realiza en un horno de túnel, y la primera zona de temperatura es una primera zona del horno de túnel y la segunda zona de temperatura es una segunda zona, más corta, del horno de túnel en la que la temperatura puede ser controlada independientemente de la temperatura de la primera zona del horno de túnel. La presión parcial de oxígeno en la segunda zona del horno de túnel puede ser controlada independientemente de las condiciones ambientales de la primera zona del horno de túnel. El control de la presión parcial de oxígeno en la segunda zona del horno de túnel permite ajustar y controlar adicionalmente el color deseado de la película de óxido. El proceso de endurecimiento puede producir una transformación martensítica del material de cuchilla.
En algunos métodos, la etapa de conformación incluye afilar el material de cuchilla para formar un filo. La etapa de conformación puede también incluir romper el material de cuchilla hendido...
Reivindicaciones:
1. Una cuchilla (10) de afeitar para usar en un sistema de afeitado en húmedo que comprende:
una cuchilla formada de un material en forma de lámina de acero inoxidable que ha sido endurecido en un proceso de endurecimiento, en donde dicha cuchilla tiene un filo afilado (14), caracterizada por que dicha cuchilla de afeitar además comprende un recubrimiento coloreado de óxido metálico y/o oxinitruro metálico depositado sobre al menos una parte de la cuchilla, siendo coloreado el recubrimiento durante dicho proceso de endurecimiento y siendo el material en forma de lámina endurecido recubierto posteriormente para formar una cuchilla de afeitar.
2. La cuchilla de afeitar de la reivindicación 1, en donde dicho recubrimiento coloreado cubre prácticamente toda la cuchilla.
3. La cuchilla de afeitar de la reivindicación 1 ó 2, en donde dicho óxido consiste en óxido de titanio y/u otros óxidos de metal de transición incluyendo circonio, aluminio, silicio, tungsteno, tántalo, niobio, hierro, y mezclas de los mismos.
4. La cuchilla de afeitar de la reivindicación 1, en donde dicho acero inoxidable comprende acero inoxidable martensítico.
5. La cuchilla de afeitar de la reivindicación 1, en donde dicho recubrimiento tiene un color seleccionado del grupo que consiste en oro, violeta, verde y azul.
6. La cuchilla de afeitar de la reivindicación 1, en donde dicho recubrimiento tiene un espesor de aproximadamente 300 a 10.000 Angstroms.
7. La cuchilla de afeitar de la reivindicación 6, en donde dicho recubrimiento tiene un espesor de aproximadamente 600 a 2400 Angstroms.
8. Un método para fabricar una cuchilla de afeitar que comprende
aplicar un recubrimiento de óxido a un material de cuchilla;
someter el material de cuchilla recubierto a un proceso de endurecimiento; y
conformar el material de cuchilla recubierto endurecido en una cuchilla de afeitar, en donde el recubrimiento de óxido proporciona a la cuchilla de afeitar un recubrimiento coloreado.
9. El método de la reivindicación 8, en donde el material de cuchilla de afeitar comprende acero inoxidable.
10. El método de la reivindicación 8, en donde el recubrimiento comprende un óxido metálico y/u oxinitruro metálico.
11. El método de la reivindicación 8, que también comprende controlar el proceso de endurecimiento de manera que la composición del recubrimiento de óxido se modifique por el proceso de endurecimiento.
12. El método de la reivindicación 11, en donde la etapa de control incluye controlar las condiciones ambientales en las cuales se realiza el proceso de endurecimiento.
13. El método de la reivindicación 12, en donde la etapa de control incluye proporcionar una cámara dentro de la cual se realiza el proceso de endurecimiento e introducir uno o más gases en la cámara durante el proceso de endurecimiento.
14. El método de la reivindicación 13, en donde los gases se seleccionan del grupo que consiste en nitrógeno, hidrógeno, oxígeno, monóxido de carbono, dióxido de carbono, óxido de nitrógeno, dióxido de nitrógeno, vapor de agua, y mezclas de los mismos.
15. El método de la reivindicación 8, que también comprende calentar el material de cuchilla antes o durante la etapa de aplicación.
16. El método de la reivindicación 8, que también comprende el bombardeo iónico del material de cuchilla antes o durante la etapa de aplicación.
17. El método de la reivindicación 8, en donde la etapa de conformación incluye afilar el material de cuchilla de afeitar para formar un filo.
18. El método de la reivindicación 8, en donde la etapa de aplicación se realiza sobre una hoja de material de cuchilla que tiene una anchura prácticamente mayor que la anchura de la cuchilla de afeitar.
19. El método de la reivindicación 8, que también comprende, entre las etapas de aplicación y realización del proceso de endurecimiento, el ranurado del material de cuchilla para formar una pluralidad de bandas.
20. El método de la reivindicación 8, en donde la etapa de conformación comprende romper el material de cuchilla en partes que tienen prácticamente la misma longitud que la cuchilla de afeitar.
21. El método de la reivindicación 8, en donde el proceso de endurecimiento produce una transformación martensítica del material de cuchilla.
22. El método de la reivindicación 8, en donde la aplicación del recubrimiento de óxido a un material de cuchilla se realiza antes de una operación de ranurado de la cuchilla.
23. El método de la reivindicación 8, en donde el proceso de endurecimiento comprende pasar el material de cuchilla a través de una primera zona de temperatura y de una segunda zona de temperatura que oxida el recubrimiento.
24. El método de la reivindicación 8, en donde el proceso de endurecimiento se realiza en un horno de túnel, y la primera zona de temperatura es una primera zona del horno de túnel y la segunda zona de temperatura es una segunda zona, más corta, del horno de túnel en la que la temperatura puede ser controlada independientemente de la temperatura en la primera zona del horno de túnel.
25. El método de la reivindicación 24, en donde la segunda zona no está calentada.
26. El método de la reivindicación 24, en donde la presión parcial de oxígeno en la segunda zona del horno de túnel puede ser controlada independientemente de las condiciones ambientales en la primera zona del horno de túnel.
27. El método de la reivindicación 26, que también comprende controlar el proceso de endurecimiento para obtener un color final predeterminado.
28. El método de la reivindicación 23, que también comprende controlar la cantidad de reducción que se produce en la primera zona y la cantidad de reoxidación que se produce en la segunda zona para obtener un color deseado del óxido.
29. El método de la reivindicación 8, en donde la etapa de aplicación comprende aplicar un óxido seleccionado del grupo que consiste en titanio, silicio, cinc, tungsteno, aluminio, tántalo, niobio, hierro y óxidos de circonio y mezclas de los mismos.
30. El método de la reivindicación 8, que también comprende aplicar un segundo recubrimiento al filo para mejorar el rendimiento de afeitado del filo.
31. El método de la reivindicación 30, en donde el segundo recubrimiento se selecciona del grupo que consiste en materiales que contienen cromo, materiales que contienen niobio, recubrimientos de diamante, recubrimientos de tipo diamante (DLC), nitruros, carburos, óxidos y telómeros.
32. El método de la reivindicación 8, que también comprende seleccionar la composición estequiométrica del recubrimiento de óxido para obtener un color final deseado.
33. El método de la reivindicación 8, en donde el recubrimiento coloreado se debe a una interferencia óptica.
34. El método de la reivindicación 33, que también comprende controlar las propiedades ópticas para obtener el color deseado.
35. Un sistema de afeitado en húmedo que comprende:
una máquina de afeitar incluida una cuchilla según cualquiera de las reivindicaciones 1-7.
36. El sistema de afeitado de la reivindicación 35, en donde la máquina de afeitar comprende un asa y un cartucho que tiene una carcasa y partes elastoméricas y en donde dicho recubrimiento tiene un color que es igual que el color de la carcasa y/o del asa y/o de partes elastoméricas del cartucho.
Patentes similares o relacionadas:
Sustratos autolimpiables y métodos para su fabricación, del 15 de Julio de 2020, de Arconic Technologies LLC: Un método para proporcionar un producto autolimpiable, comprendiendo el método: (a) primero, producir un producto primero que tiene un brillo predeterminado, comprendiendo […]
Método de tratamiento de una superficie para proteger la misma, del 6 de Mayo de 2020, de CHEVRON PHILLIPS CHEMICAL COMPANY LP: Un metodo para tratar un sustrato, que comprende: aplicar una capa de al menos un metal al sustrato de un componente sin ensamblar de una estructura […]
Un aparato, un método para establecer un patrón conductor en un sustrato aislante plano, el sustrato aislante plano y un conjunto de chips del mismo, del 25 de Diciembre de 2019, de STORA ENSO OYJ: Un aparato para proporcionar un patrón conductor sobre un sustrato aislante plano , por lo que el aparato comprende: - un primer módulo […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Lámina de acero para calentamiento por radiación, método de fabricación de la misma, y producto procesado de acero que tiene una porción con diferente resistencia y método de fabricación del mismo, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: superficie original de la lámina de acero, y una diferencia en la dureza Vickers entre la porción donde la reflectancia para la radiación radiante es reducida y la otra porción […]
Procedimiento de injerto orgánico localizado sin máscara sobre porciones conductoras o semiconductoras de superficies compuestas, del 17 de Julio de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de injerto localizado sin máscara de moléculas orgánicas susceptibles de ser activadas eléctricamente sobre una superficie […]
Sustratos autolimpiables y métodos para su fabricación, del 19 de Junio de 2019, de Arconic Inc: Un método para proporcionar un producto en forma de lámina de aluminio autolimpiable coloreado, comprendiendo el método: (a) primero, producir un producto en forma de lámina […]
Deposición de nanopartículas discretas sobre una superficie nanoestructurada de un implante, del 22 de Mayo de 2019, de Biomet 3i, LLC: Un método para formar un implante para ser implantado en un hueso vivo, el método que comprende los actos de: hacer áspera al menos una […]