PROCEDIMIENTO DE FABRICACION DE CAPSULAS CON FALDA TERMORRETRACTIL Y CAPSULAS OBTENIDAS CON EL PROCEDIMIENTO.
Procedimiento de fabricación de cápsulas (1, 1b, 1c) o caperuzas (1a) con falda termorretráctil (12) que comprende:
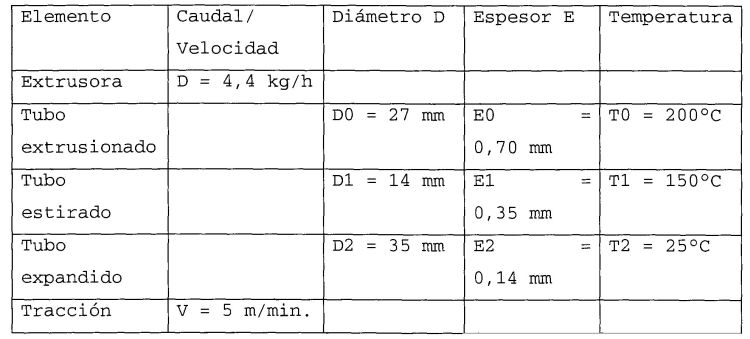
a) una etapa de extrusión en la que se forma un tubo extrusionado (21) de materia termoplástica (20) por extrusión, con ayuda de un orificio (31) alimentado por una extrusora que trabaja a la temperatura T0 elegida según la temperatura de reblandecimiento o de fusión Tf de la correspondiente materia termoplástica (20), el correspondiente orificio presenta un diámetro D0, una anchura de ranura o espesor E0 y una sección correspondiente con un área S0, b) una etapa de expansión radial del correspondiente tubo extrusionado (20), para formar un tubo expandido radialmente (23) con un diámetro D2, un espesor E2 y una sección correspondiente con un área S2, gracias a un dispositivo de expansión radial, c) una etapa de troceado, en la que el correspondiente tubo expandido (23) se trocea en trozos de tubo (24) de longitud apropiada, el correspondiente tubo expandido radialmente se tira con un medio de tracción axial (35), d) una etapa de conformación de los trozos de tubo (24), en la que cada trozo de tubo (24) se coloca en un mandril de conformación típicamente troncocónico y se conforma por retracción térmica para formar una pieza en bruto (26) de cápsula retractada térmicamente, además, una cabeza (11) se ensambla típicamente a la correspondiente pieza en bruto (26) o se forma a partir de la correspondiente pieza en bruto (26), con el fin de obtener una cápsula (1) o una caperuza (1a) termorretráctil dotada de la correspondiente cabeza (11) y de una falda (12), y típicamente apta para recibir una impresión (13), y caracterizado porque se añade, a la salida del orificio (31) de la extrusora (30), entre la correspondiente etapa a) de extrusión y la correspondiente etapa b) de expansión, una etapa de estiramiento axial del correspondiente tubo extrusionado (20), con el fin de obtener un tubo estirado axialmente (22) con un diámetro D1 típicamente inferior a D0 y a D2, un espesor El típicamente inferior a E0, y una sección correspondiente con un área S1, de suerte que S0/S1 resulta típicamente incluido entre 2 y 10, las correspondientes etapas de extrusión, de estiramiento axial, de expansión radial y de troceado se realizan por desplazamiento continuo, con el fin de obtener cápsulas (1, 1b, 1c) o caperuzas (1a) a la vez económicas, fáciles de retractar térmicamente y con una medida axial estable para evitar cualquier distorsión axial, en particular cualquier distorsión axial de la correspondiente impresión (13).
Tipo: Resumen de patente/invención.
Solicitante: ALCAN PACKAGING CAPSULES.
Nacionalidad solicitante: Francia.
Dirección: 7 PLACE DU CHANCELLIER ADENAUER,75218 PARIS CEDEX 16.
Inventor/es: GRANGER, JACQUES, LUCIANI,ANDRE.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Mayo de 2008.
Clasificación PCT:
- B29C55/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › de tubos.
- B29C61/08 B29C […] › B29C 61/00 Conformación por liberación de tensiones internas; Fabricación de preformas que tienen tensiones internas; Aparatos a este efecto (para la conformación de superficies B29C 59/18; para revestimiento de artículos B29C 63/38; para unir partes preformadas B29C 65/66). › por estirado de tubo.
- B65D41/24 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 41/00 Capuchones, p. ej. cubiertas de rebordes o cápsulas de engarce, es decir, elementos que tienen partes que sujetan sobre la periferia exterior de un cuello o lado que define una apertura de vertido o descarga; Cubiertas protectoras de tipo capuchón para los elementos de cierre, p. ej. cubiertas decorativas de hojas de metal o papel (B65D 45/00 tiene prioridad). › Capuchones o tapas con forma de capuchones, de material encogible o formados in situ por inmersión, p. ej. sirviéndose de gelatina o de celuloide.
Patentes similares o relacionadas:
Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión, del 5 de Junio de 2019, de INOEX GMBH: Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión con una extrusora, un horno de reticulación y un extractor, […]
Dispositivo cónico que se puede implantar y métodos para fabricar tales dispositivos, del 6 de Febrero de 2019, de W.L. GORE & ASSOCIATES, INC.: Un método para fabricar un artículo cónico que se puede implantar que tiene una parte cónica comprimida longitudinalmente que comprende: formar […]
Injertos tubulares de politetrafluoroetileno radialmente expansibles y método de producción de los mismos, del 5 de Octubre de 2016, de BARD PERIPHERAL VASCULAR, INC.: Método de producción de un miembro alargado de politetrafluoroetileno (PTFE) expandible laminado que es radialmente expansible a al menos 7 veces su diámetro […]
Manguera flexible extensible, y procedimiento y línea de producción para fabricar continuamente la misma, del 10 de Agosto de 2016, de FITT S.P.A.: Una manguera flexible extensible para transportar líquidos, particularmente agua, que comprende: - al menos una capa interior hecha de un primer material […]
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE USO MEDICO., del 1 de Julio de 2004, de BAXTER INTERNATIONAL INC.: Procedimiento para fabricar un tubo de uso médico que comprende los pasos consistentes en: - disponer un material seleccionado entre el grupo consistente en homopolímeros […]
PROCEDIMIENTO PARA EL TRATAMIENTO DE TUBOS DE PROTECCION., del 1 de Febrero de 2002, de RELATS, S.A.: Procedimiento para el tratamiento de tubos de protección Los tubos de protección están formados por hilos monofilamento de material plástico trenzados, […]
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN TUBO DE PLASTICO Y TUBO DE PLASTICO., del 16 de Octubre de 2000, de UPONOR INNOVATION AB: LA INVENCION SE REFIERE A UN METODO Y UN APARATO PARA OBTENER UN TUBO DE PLASTICO, Y A UN TUBO DE PLASTICO. TUBERIAS GASTADAS SE RECUBREN FRECUENTEMENTE MEDIANTE TUBOS […]
PROCEDIMIENTO PARA FABRICAR ARTICULOS TUBULARES CON EXTREMO FORMADO Y DE PAREDES FINAS DE ELASTOMEROS TERMOPLASTICOS., del 1 de Octubre de 2000, de ORTHO- MCNEIL, INC.: SE DESCRIBE UN PROCEDIMIENTO PARA ESTIRAR, CON ASISTENCIA DE TACO, ARTICULOS TUBULARES DE EXTREMOS CERRADOS Y PAREDES DELGADAS DE ELASTOMERO TERMOPLASTICO […]