PROCEDIMIENTO Y MOLDE PARA LA FABRICACION DE UN CUERPO EN FORMA DE CAPA LAMINAR, PARTICULARMENTE UN PROCESO DE MOLDEO POR INYECCION DE REACCION PARA LA FABRICACION DE UNA CAPA LAMINAR SUPERFICIAL DE POLIURETANO.
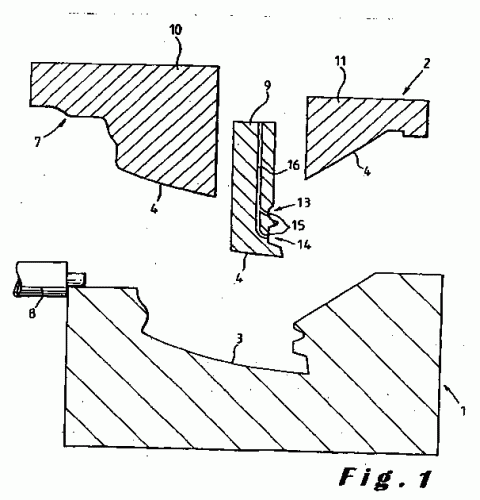
Procedimiento para la fabricación de una primera pieza (6) conformada en forma de capa laminar,
moldeada, que comprende una capa externa o piel de poliuretano elastómero microcelular o no celular que tiene una cara frontal y una cara posterior, y un grosor promedio comprendido entre 0, 1 y 3 mm y preferentemente entre 0, 5 y 1, 5 mm, cuyo procedimiento comprende las siguientes etapas: - disponer una primera sección de moldeo (1) que define una primera superficie de moldeo (3) que tiene forma general cóncava para formar una cavidad de moldeo que muestra como mínimo un rebaje (18, 19); - cerrar dicha cavidad de moldeo por medio de una segunda sección de moldeo (2) que tiene una superficie (4) situada en oposición a la primera superficie de moldeo (3), cuya superficie (4) está dotada de una cubierta no adhesiva, desmontable, de un material laminar flexible (12, 17) elásticamente deformable y opcionalmente estirable elásticamente, para formar, en oposición a la primera superficie de moldeo (3), una segunda superficie de moldeo que se extiende hacia adentro de dicho rebaje (18, 19) y que define, junto con dicha primera superficie de moldeo, la cavidad de moldeo cerrada; - aplicar una mezcla de reacción de poliuretano para producir dicha primera pieza (6) dentro de la cavidad de moldeo (5), en particular por el proceso de inyección de reacción, estando formada la cara posterior de la primera pieza (6) contra dicho material laminar flexible (12, 17); - permitir el curado de la mezcla de reacción para obtener dicha primera pieza (6); y - abrir el molde y retirar la primera pieza moldeada del molde y del recubrimiento de la segunda sección de moldeo, caracterizado porque dicho material laminar elásticamente deformable (12) es preconformado antes de cerrar el molde, para adaptarse, de manera general, a la forma de la cara posterior de dicha primera pieza (6) y, siendo estirado elásticamente, cuando se introduce la segunda sección de moldeo (2) dentro de la primera sección de moldeo (1) para cerrar el molde, por la segunda sección de moldeo (2) para adaptarse a la forma de la cara posterior de dicha primera pieza (6), o bien dicho material laminar elásticamente deformable (17) es fijado a la segunda sección de moldeo y es preconformado para adaptarse como mínimo, de forma general, a la forma de la cara posterior de dicha primera pieza (6), manteniendo dicho material laminar elásticamente deformable (17) como mínimo en el lugar de dicho rebaje (18, 19) a una distancia con respecto a la superficie (4) de la segunda sección de moldeo (2) cuando la mezcla de reacción de poliuretano se deja curar en la cavidad de moldeo (5).
Tipo: Resumen de patente/invención.
Solicitante: RECTICEL.
Nacionalidad solicitante: Bélgica.
Dirección: PLEJADENLAAN 15,1200 BRUSSELS.
Inventor/es: DE WINTER, HUGO, VANLUCHENE, YVAN.
Fecha de Publicación: .
Fecha Solicitud PCT: 31 de Julio de 2001.
Fecha Concesión Europea: 5 de Abril de 2006.
Clasificación Internacional de Patentes:
- B29C33/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Hojas de desmoldeo.
- B29C67/24 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › caracterizadas por la elección de material.
- B29D9/00
Clasificación PCT:
- B29C33/68 B29C 33/00 […] › Hojas de desmoldeo.
- B29C67/24 B29C 67/00 […] › caracterizadas por la elección de material.
- B29L31/58 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Tapizado o cojines, p. ej. tapizado o rellenado de vehículos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Oficina Europea de Patentes, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Armenia, Azerbayán, Bielorusia, Ghana, Gambia, Kenya, Kirguistán, Kazajstán, Lesotho, República del Moldova, Malawi, Mozambique, Federación de Rusia, Sudán, Sierra Leona, Tayikistán, Turkmenistán, República Unida de Tanzania, Uganda, Zimbabwe, Burkina Faso, Benin, República Centroafricana, Congo, Costa de Marfil, Camerún, Gabón, Guinea, Malí, Mauritania, Niger, Senegal, Chad, Togo, Organización Regional Africana de la Propiedad Industrial, Swazilandia, Guinea-Bissau, Guinea Ecuatorial, Organización Africana de la Propiedad Intelectual, Organización Eurasiática de Patentes.
Patentes similares o relacionadas:
Tubo muy fino hecho de TPU y su proceso de producción, del 5 de Noviembre de 2019, de BASF SE: Proceso para la preparacion de un tubo con un diametro exterior en el intervalo de 10 μm a 250 μm que consiste en una composicion que comprende un poliuretano termoplastico, […]
Procedimiento de medición en el interior de un colchón de fibras minerales o vegetales, del 7 de Agosto de 2019, de SAINT-GOBAIN ISOVER: Procedimiento de medición en el interior de un colchón que comprende fibras minerales y/o vegetales y un aglutinante, en movimiento merced a un transportador (18A, […]
Dispositivo y método de mezcla para mezclar componentes plásticos reactivos, del 10 de Julio de 2019, de KRAUSSMAFFEI TECHNOLOGIES GMBH: Disposición de mezclado (2; 2'; 2") para el mezclado de componentes reactivos (6, 6A, 6B; 6A', 6B'; 7), con: una cámara de mezclado (24; 24'; 24") en la cual pueden […]
 Procedimiento, sistema y moldes para formar losas de aglomerado, del 29 de Mayo de 2019, de TONCELLI,LUCA: Procedimiento para la producción de losas a partir de una mezcla de aglomerado, que comprende las etapas de preparar un molde , destinado a formar una losa de la […]
Procedimiento, sistema y moldes para formar losas de aglomerado, del 29 de Mayo de 2019, de TONCELLI,LUCA: Procedimiento para la producción de losas a partir de una mezcla de aglomerado, que comprende las etapas de preparar un molde , destinado a formar una losa de la […]
Procedimiento para el revestimiento del interior de un elemento de canalización con un mortero de resina, del 22 de Mayo de 2019, de SAINT-GOBAIN PAM: Método de revestimiento del interior de un elemento de canalización, el elemento de canalización que se extiende a lo largo de un eje central (X-X) y que comprende un cuerpo […]
Procedimiento para la preparación de poliamidas coladas, del 30 de Abril de 2019, de LANXESS DEUTSCHLAND GMBH: Procedimiento para la preparación de poliamidas coladas mediante polimerización de lactamas en presencia de al menos un activador y al menos […]
Procedimiento para producir artículos que no son planos utilizando aglomerados de agregados inorgánicos y resinas endurecibles, del 24 de Abril de 2019, de TONCELLI, DARIO: Procedimiento para producir un artículo con una forma no plana que presenta unos radios de curvatura de aproximadamente 15 cm o más, que comprende […]
Material compuesto que tiene el aspecto de la piedra natural, del 17 de Abril de 2019, de COSENTINO, S.A.: Material compuesto que tiene un aspecto similar al de la piedra natural, comprendiendo dicho material: un árido natural, seleccionado del grupo que consiste en carbonato […]