Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra y procedimiento para el rectificado cilíndrico sin puntos de piezas de trabajo en forma de barra.
Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra con contorno exterior cilíndrico en el procedimiento de rectificado continuo,
en la que están previstas las siguientes características:
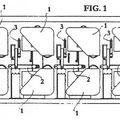
a) un conjunto múltiple de muelas de regulación y rectificado (3, 5) accionadas en rotación, que están dispuestos opuestos 5 entre sí a ambos lados de la pieza de trabajo (1) y con ejes de rotación (4, 6) que discurren en paralelo respecto a su eje longitudinal (2);
b) durante la operación de rectificado, las muelas de regulación y rectificado (3, 5) se aproximan de manera activa para accionamiento y rectificado contra la pieza de trabajo (1) que recorre el conjunto múltiple en su dirección longitudinal (2);
c) una regla de soporte (7) que sostiene la pieza de trabajo (1) está dispuesta dentro de la hendidura de rectificado (15) formada por las muelas de regulación y rectificado (3, 5) y que se extiende, de manera que el eje longitudinal (2) de la pieza de trabajo (1) siempre se sitúa, en referencia al plano de referencia (14) que discurre a través de los ejes de rotación (4, 6) de las muelas de regulación y rectificado (3, 5), de forma apartada de este plano (14) dentro de una zona parcial de la hendidura de rectificado (15) entre el plano de referencia (14) y la superficie de apoyo (8) de la regla de soporte (7);
d) cada una de las muelas de regulación y rectificado (3, 5) se sitúa a distancia lateral de su muela dispuesta adyacentemente, en la que la máquina rectificadora está caracterizada porque están previstas las siguientes características suplementarias:
e) las muelas de regulación y rectificación (3, 5) están dispuestas decaladas una respecto a otra en dirección axial;
f) las muelas de regulación (3) penetran en los espacios intermedios (24) axiales entre las muelas de rectificado (5) y a la inversa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/053396.
Solicitante: ERWIN JUNKER GRINDING TECHNOLOGY A.S.
Nacionalidad solicitante: República Checa.
Dirección: Ripská 863 27601 MélnÍk REPUBLICA CHECA.
Inventor/es: JUNKER, ERWIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B5/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para trabajar con muela superficies cilíndricas, p. ej. las superficies de pernos.
- B24B5/38 B24B 5/00 […] › para trabajar con muela exteriormente una pieza alargada que se desplaza, p. ej. un hilo metálico.
PDF original: ES-2455975_T3.pdf
Fragmento de la descripción:
Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra y procedimiento para el rectificado cilíndrico sin puntos de piezas de trabajo en forma de barra La invención se refiere a una rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra con contorno exterior cilíndrico en el procedimiento de rectificado continuo con las características a) a d) de la reivindicación 1 de esta solicitud. La invención se refiere también a un procedimiento para el rectificado cilíndrico sin puntos de piezas de trabajo en forma de barra con las características a) y b) de la reivindicación 17 de esta solicitud. Una rectificadora cilíndrica y un procedimiento de este tipo se conocen por el documento DE 101 00 871 C1. En la rectificadora cilíndrica según el estado de la técnica se agrupan dos rectificadoras cilíndricas individuales como grupos constructivos separados sobre una cimentación común formando una unidad. La pieza de trabajo tubular o en forma de barra pasa de forma continua una tras otra a través de las dos unidades de rectificado separadas para el rectificado. En este caso en cada unidad de rectificado una muela de rectificado cilíndrica proporcionalmente ancha está enfrente de un paquete de muelas de regulación, que son proporcionalmente delgadas y están dispuestas a distancia unas de otras sobre un husillo común. Las muelas de regulación y rectificado se sitúan junto con la regla de soporte habitual en una zona axial común; los dos grupos constructivos también son independientes uno de otro en todos los aspectos. Por ejemplo, la geometría de rectificado, es decir, la asignación espacial de la muela de rectificado, muela de regulación y regla de soporte en relación a la pieza de trabajo, puede ser diferente en cada una de las dos unidades.
En la rectificadora cilíndrica conocida se forman por consiguiente dos hendiduras de rectificado situadas a una distancia axial una de otra y a través de las que pasa la pieza de trabajo tubular o en forma de barra. Las dos unidades de la rectificadora cilíndrica conocida pueden servir para diferentes tareas; por ejemplo, en la primera unidad se puede realizar el rectificado desbastador, mientras que en la segunda unidad se efectúa el alisado. Pero también se puede comenzar en la primera unidad con el alisado, de modo que en conjunto para el proceso del alisado está a disposición más tiempo de mecanizado. De este modo se puede reducir claramente el desgaste del útil durante el desbaste con menor ratio de remoción. La pieza de trabajo está dispuesta en las dos unidades de la rectificadora conocida en la hendidura de rectificado, de manera que se sitúa “bajo el centro”. En una definición exacta se considera con ello lo siguiente: la pieza de trabajo esta fijada en dirección radial en la hendidura de rectificado que se extiende conforme a un plano de referencia que está tendido por los ejes de rotación y accionamiento de la muela de regulación y muela de rectificación; en este caso el eje longitudinal de la pieza de trabajo se sitúa de forma apartada del plano de referencia mencionado dentro de una zona parcial de la hendidura de rectificado entre este plano de referencia y la superficie de apoyo de la regla de soporte. Esta disposición tiene la ventaja de que la pieza de trabajo está empotrada de manera consabida en la hendidura de rectificado entre la muela de regulación y rectificado, por un lado, y la superficie de apoyo de la regla de soporte, por otro lado. Pero por ello tampoco se puede expulsar luego de la hendidura de rectificado cuando se trabaja con fuerzas de rectificado mayores. Por consiguiente se puede trabajar durante el rectificado cilíndrico “bajo el centro” con una elevada tasa de desprendimiento de virutas, y el avance axial de la pieza de trabajo en el tramo de rectificado y en la hendidura de rectificado puede ser elevado.
La disposición “bajo el centro” se prefiere por ello en muchos casos de aplicación durante el rectificado cilíndrico sin puntos. No obstante, los límites de la disposición se deducen luego cuando se deben rectificar piezas de trabajo tubulares o en forma de barra que tienen un diámetro pequeño. La pieza de trabajo debe estar en contacto luego en la zona de la hendidura de rectificado con la muela de regulación y rectificado, en la que los contornos exteriores de las muelas ya pasan a un desarrollo aproximadamente paralelo. La pieza de trabajo se sitúa por consiguiente en la hendidura de rectificado muy arriba, de modo que por consiguiente en el caso más grave puede migrar hacia arriba fuera de la hendidura de rectificado. Al menos se vuelve cada vez más difícil garantizar una posición segura y tranquila de la pieza de trabajo durante el rectificado con la regla de soporte habitual. Cuando la hendidura de rectificado se vuelve cada vez más estrecha se aproxima finalmente a la zona en la que chocarían las muelas de rectificado; un rectificado cilíndrico sin puntos de piezas de trabajo con pequeño diámetro ya no es posible de la manera convencional.
Por el documento de patente alemana 801 500 se conoce un dispositivo especial a accionar a mano, con el que se deben mecanizar dos puntos de rectificado laterales en una pieza de trabajo simultáneamente por rectificado cilíndrico sin puntos. Para ello dos muelas de rectificado se accionan en voladizo sobre un árbol común y se accionan en rotación; su distancia axial entre sí es variable. Para el rectificado de los puntos de rectificado laterales, la una muela de rectificado dispuesta de forma móvil se aproxima axialmente desde fuera en la dirección hacia la segunda muela de rectificado fija. Las dos muelas de rectificado quedan a una distancia axial entre sí durante el rectificado de los puntos de rectificado laterales. En frente en el otro lado de la pieza de trabajo está dispuesta una muela de regulación para el accionamiento de la pieza de trabajo. La muela de regulación y las muelas de rectificado están decaladas unas respecto a otras dado que la muela de regulación se sitúa en su posición axial allí donde en el lado enfrentado de la pieza de trabajo existe el hueco entre las dos muelas de rectificado. Con el dispositivo conocido sólo se debe rectificar respectivamente una única pieza de trabajo, que para ello se debe introducir en el dispositivo y sacar de nuevo de él. La pieza de trabajo tiene aproximadamente la forma de un husillo según está presente en el cubo de dos ruedas.
En la rectificadora cilíndrica sin puntos conocida por el documento DE 478 720 se deben rectificar y transportar barras cilíndricas largas y delgadas en el procedimiento de rectificado continuo por tres grupos separados de muelas. Cada uno de los tres grupos comprende un husillo común, accionado en rotación sobre el que se sitúan las muelas de este grupo a distancia axial recíproca. Los tres grupos se extienden a lo largo de la barra cilíndrica a rectificar y la encierran entre sí. En este caso el primer grupo de muelas se compone de muelas de rectificado; el husillo correspondiente discurre en paralelo al eje de la barra cilíndrica. El husillo del segundo grupo está ligeramente inclinado respecto al eje de la barra cilíndrica; las muelas dispuestas sobre este husillo son muelas de guiado con un borde cónico que está cubierto con fieltro. Las muelas de guiado provocan el transporte de la barra cilíndrica en la dirección axial. Las muelas de rectificado y las muelas de guiado están enfrentadas entre sí de la manera habitual a distancia radial, y de manera que cada muela de guiado está enfrentada exactamente a una muela de rectificado.
El tercer grupo de muelas en la rectificadora cilíndrica del documento DE 478 720 A está dispuesto por debajo de la barra cilíndrica que desfila sobre un husillo común, de manera que estas muelas engranan desde abajo en los espacios intermedios axiales entre las muelas de rectificado y las muelas de guiado y soportan la barra cilíndrica. La máquina conocida no tiene una regla de soporte. Mejor dicho las muelas del tercer grupo actúan de forma similar a una regla de apoyo; adicionalmente provocan el accionamiento rotativo de la barra cilíndrica. La máquina conocida según el documento DE 478 720 debería permitir el uso de muelas de rectificado de grano diferente y al mismo tiempo ocuparse de una rotación propia viva de las piezas de trabajo en caso de fuerte avance axial.
Frente a eso la invención tiene el objetivo de mejorar la rectificadora cilíndrica y el procedimiento de rectificado cilíndrico del tipo mencionado al inicio, de modo que se sujetan de forma fiable, estable y tranquila las piezas de trabajo tubulares o en forma de barra de pequeño diámetro exterior en la hendidura de rectificado formada por las muelas de... [Seguir leyendo]
Reivindicaciones:
1. Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra con contorno exterior cilíndrico en el procedimiento de rectificado continuo, en la que están previstas las siguientes características:
a) un conjunto múltiple de muelas de regulación y rectificado (3, 5) accionadas en rotación, que están dispuestos opuestos entre sí a ambos lados de la pieza de trabajo (1) y con ejes de rotación (4, 6) que discurren en paralelo respecto a su eje longitudinal (2) ;
b) durante la operación de rectificado, las muelas de regulación y rectificado (3, 5) se aproximan de manera activa para accionamiento y rectificado contra la pieza de trabajo (1) que recorre el conjunto múltiple en su dirección longitudinal (2) ;
c) una regla de soporte (7) que sostiene la pieza de trabajo (1) está dispuesta dentro de la hendidura de rectificado (15) formada por las muelas de regulación y rectificado (3, 5) y que se extiende, de manera que el eje longitudinal (2) de la pieza de trabajo (1) siempre se sitúa, en referencia al plano de referencia (14) que discurre a través de los ejes de rotación (4, 6) de las muelas de regulación y rectificado (3, 5) , de forma apartada de este plano (14) dentro de una zona parcial de la hendidura de rectificado (15) entre el plano de referencia (14) y la superficie de apoyo (8) de la regla de soporte (7) ;
d) cada una de las muelas de regulación y rectificado (3, 5) se sitúa a distancia lateral de su muela dispuesta adyacentemente, en la que la máquina rectificadora está
caracterizada porque están previstas las siguientes características suplementarias:
e) las muelas de regulación y rectificación (3, 5) están dispuestas decaladas una respecto a otra en dirección axial;
f) las muelas de regulación (3) penetran en los espacios intermedios (24) axiales entre las muelas de rectificado (5) y a la inversa.
2. Rectificadora cilíndrica según la reivindicación 1, caracterizada porque el motivo básico del conjunto múltiple comprende cada vez una hilera de dos o más muelas (3, 5) , de lo que la una hilera con las muelas de regulación (3) está dispuesta en el un lado de la pieza de trabajo (1) y la otra hilera con las muelas de rectificado (5) está dispuesta enfrentada en el otro lado de la pieza de trabajo (1) .
3. Rectificadora cilíndrica según la reivindicación 2, caracterizada porque están presentes las siguientes características:
a) las muelas (3, 5) de cada hilera están dispuestas per se sobre un husillo (16, 17) común y accionadas en rotación;
b) para cada hilera está previsto un dispositivo que provoca la aproximación radial común de todas las muelas (3, 5) de una hilera independientemente de la aproximación radial de la otra hilera;
c) las muelas de regulación (3) y las muelas de rectificado (5) presentan diámetros crecientes escalonadamente en la dirección de recorrido axial (22) de la pieza de trabajo (1) conforme a la progresión del rectificado;
d) la regla de soporte (7) está adaptada con su superficie de apoyo (8) igualmente al diámetro de la pieza de trabajo (1) que decrece en su dirección longitudinal (2) .
4. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 3, caracterizada porque las zonas de solapamiento laterales (19) de las muelas de regulación y rectificado (3, 5) están separadas unas de otras por hendiduras axiales (18) , cuya amplitud (s18) sólo es tan grande que las muelas de regulación y rectificado (3, 5) no se menoscaban mutuamente en su funcionamiento o incluso se tocan durante la operación de fabricación continua.
5. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 4, caracterizada porque la anchura axial (b5) de las muelas de rectificado (5) es menor que la anchura axial (b3) de las muelas de regulación (3) .
6. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 5, caracterizada porque las muelas de rectificado (5) son muelas de rectificado CBN recubiertas galvánicamente.
7. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 5, caracterizada porque las muelas de rectificado (5) son muelas de rectificado CBN ligadas cerámicamente.
8. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 5, caracterizada porque las muelas de rectificado (5) son muelas de rectificado CBN ligadas metálicamente.
9. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 8, caracterizada porque las muelas de
regulación (3) están hechas de acero.
10. Rectificadora cilíndrica según la reivindicación 9, caracterizada porque las muelas de regulación (3) están provistas en la circunferencia exterior de un perfil roscado (25) que ejerce un empuje axial en el sentido de la dirección de recorrido (22) sobre la pieza de trabajo (1) de forma similar a un tornillo transportador.
11. Rectificadora cilíndrica según la reivindicación 9 ó 10, caracterizada porque la circunferencia exterior de la muela de regulación (3) o el perfil roscado está configurado como revestimiento de fricción, en tanto que se forma por otro material que acero.
12. Rectificadora cilíndrica según la reivindicación 11, caracterizada porque la circunferencia exterior de la muela de regulación (3) o el perfil roscado se forma por una capa CBN ligada galvánicamente.
13. Rectificadora cilíndrica según cualquiera de las reivindicaciones 3 a 12, caracterizada porque en la entrada (E) del conjunto múltiple en la hilera de las muelas de regulación (3) delante de éstas está dispuesta una muela de apoyo de entrada (26) con un revestimiento periférico elástico (27) , que está fijada junto con las muelas de regulación (3) sobre el husillo de muelas de regulación (16) y está accionada en rotación por éste.
14. Rectificadora cilíndrica según cualquiera de las reivindicaciones 3 a 13, caracterizada porque en la salida (A) del conjunto múltiple en la hilera de muelas de rectificado (5) detrás de éstas está montada una muela de apoyo de salida (28) de acero de forma libremente rotativa sobre el husillo de muelas de rectificado (17) .
15. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 14, caracterizada porque delante del conjunto múltiple está dispuesto un dispositivo (29) para el precentrado de la pieza de trabajo (1) en forma de barra que desfila, que se compone de un prisma de soporte (30) y un rodillo de presión (31) asignado a éste.
16. Rectificadora cilíndrica según cualquiera de las reivindicaciones 1 a 15, caracterizada porque ésta está provista al inicio de la trayectoria de la pieza de trabajo de un dispositivo que le confiere un avance a la pieza de trabajo en su dirección longitudinal y de movimiento.
17. Procedimiento para el rectificado sin puntos de piezas de trabajo en forma de barra con contorno exterior cilíndrico en el procedimiento de rectificado continuo, que se realiza con las siguientes etapas del procedimiento:
a) la pieza de trabajo (1) en forma de barra recibe un accionamiento de movimiento en su dirección longitudinal
(2) y recorre una hendidura de rectificado (15) que está formada por un conjunto múltiple de muelas de regulación y rectificado (3, 5) rotativas, así como por una regla de soporte (7) ;
b) la posición de la pieza de trabajo (1) en la dirección radial en la hendidura de rectificado (15) que se extiende se fija en este caso conforme a un plano de referencia (14) tendido por los ejes de rotación y accionamiento (4, 6) de las muelas de regulación y rectificado (3, 5) , en el que el eje longitudinal de la pieza de trabajo (2) se debe situar de forma apartada del plano de referencia (14) mencionado dentro de una zona parcial de la hendidura de rectificado (15) entre el plano de referencia (14) y la superficie de apoyo (8) de la regla de soporte (7) , en el que el procedimiento está
caracterizado porque están previstas las siguientes características suplementarias:
c) las muelas de regulación (3) accionadas conjuntamente se sitúan a distancias axiales unas de otras sobre un husillo de muelas de regulación (16) común que discurre en paralelo al eje longitudinal (2) de la pieza de trabajo (1) , y ponen en rotación la pieza de trabajo (1) ;
d) las muelas de rectificado (5) accionadas conjuntamente están dispuestas igualmente a distancias axiales unas de otras sobre un husillo de muelas de rectificado (17) común que discurren en paralelo al eje longitudinal
(2) de la pieza de trabajo (1) , y rectifican la pieza de trabajo (1) ;
e) las muelas de regulación y rectificado (3, 5) se disponen decaladas unas respecto a otras en dirección axial y adyacentes en dirección radial tan cerca que las muelas de regulación (3) penetran en los espacios intermedios (24) axiales entre las muelas de rectificado (5) y a la inversa;
f) las muelas de regulación (3) y las muelas de rectificado (5) presentan en la dirección de recorrido (22) de la pieza de trabajo (1) diámetros crecientes escalonadamente conforme a la progresión del rectificado, y la regla de soporte (7) está adaptada con su superficie de apoyo (8) igualmente al diámetro de la pieza de trabajo (1) que decrece en su dirección longitudinal.
18. Procedimiento para el rectificado sin puntos según la reivindicación 17, caracterizado porque la dirección de movimiento de la circunferencia de la muela de rectificado, en el punto de su contacto con la pieza de trabajo (1) , discurre en la dirección hacia el plano de referencia (14) .
Patentes similares o relacionadas:
Procedimiento para el rectificado sin centros de piezas de árbol, en particular de tubos para árboles de levas integrados, del 23 de Octubre de 2019, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el rectificado sin centros de piezas de árbol , en particular de tubos para árboles de levas incorporados, en el que la pieza de árbol […]
Procedimiento y dispositivo de rectificado cilíndrico simultáneo sin puntos de varias piezas de trabajo, del 8 de Octubre de 2019, de Tschudin GmbH Grenchen: Procedimiento de rectificado cilíndrico simultáneo sin puntos de varias piezas de trabajo dotadas al menos seccionalmente de simetría de revolución, en el que […]
Método para el rectificado cilíndrico sin centros de una pieza de trabajo, del 16 de Noviembre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Método para el rectificado cilíndrico de una pieza de trabajo de una pieza, cuyo contorno está definido por un eje longitudinal continuo y, […]
Rectificadora cilíndrica sin centros y procedimiento para el rectificado sin centros con disco regulable desplazable en altura, del 19 de Marzo de 2014, de TSCHUDIN, URS: Rectificadora cilíndrica sin centros con una rueda rectificadora y un disco regulable (10, 20; 10', 20'), que se pueden asentar lateralmente en una pieza (30, 30'), que se puede […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECTIFICADO CILINDRICO SIN PUNTA., del 16 de Julio de 2005, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado cilíndrico sin punta, en el que la pieza de trabajo simétrica rotatoria se encuentra, durante el proceso de rectificación, […]
PROCEDIMIENTO Y APARATO PARA EL TRABAJO DE AFINO O MICROACABADO., del 1 de Octubre de 1994, de SUPFINA MASCHINENFABRIK HENTZEN GMBH & CO. KG: EL INVENTO RELATA UN METODO Y UN APARATO PARA TRABAJO FINO O MICROACABADO DE SUPERFICIES DE PIEZAS DE TRABAJO, PARTICULARMENTE PIEZAS MOVIDAS ROTACIONALMENTE-SIMETRICAMENTE […]
APARATO RECTIFICADOR DE EXTERIORES E INTERIORES SIN PUNTOS, EXTERNO, PARA PIEZAS EXTERIORMENTE CURVADAS., del 16 de Julio de 1984, de ALBERT RANDS,STEVE: APARATO RECTIFICADOR DE EXTERIORES O INTERIORES PARA PIEZAS EXTERIORMENTE CURVADAS, TALES COMO PASADORES, BARRAS Y TUBOS.CONSTA DE TRES ELEMENTOS […]
 MAQUINA PARA EL ESMERILADO, PULIDO Y SATINADO DE TUBOS Y PLATINAS METALICAS, del 4 de Junio de 2010, de MAQUINARIA ELECTRONICA, ESMERILADO Y PULIDO, S.A.: Máquina para el esmerilado, pulido y satinado de tubos y platinas metálicas.
La máquina comprende una pluralidad de cabezales de esmerilado y pulido provistos de un […]
MAQUINA PARA EL ESMERILADO, PULIDO Y SATINADO DE TUBOS Y PLATINAS METALICAS, del 4 de Junio de 2010, de MAQUINARIA ELECTRONICA, ESMERILADO Y PULIDO, S.A.: Máquina para el esmerilado, pulido y satinado de tubos y platinas metálicas.
La máquina comprende una pluralidad de cabezales de esmerilado y pulido provistos de un […]