Procedimiento y sistema para la agrupación de productos a embalar que deben ser envasados.
Procedimiento para la agrupación de productos (2), que comprende las siguientes etapas operativas:
- transportar una serie de productos (2) a agrupar sobre un transportador (1) a lo largo de una dirección de alimentación (D) hacia un dispositivo de agrupación (5) que comprende, por lo menos, un carro (14) adecuado para desplazarse con un movimiento alternativo en una dirección secundaria (S);
- liberar del carro (14) un primer grupo de uno o varios productos (2) sobre una primera cinta transportadora 10 (10) del transportador (1);
- desplazar el carro (14) en la dirección secundaria (S) sobre, por lo menos, una segunda cinta transportadora (11) del transportador (1);
- liberar del carro (14), por lo menos, un segundo grupo de uno o más productos (2) sobre la segunda cinta transportadora (11) del transportador (1);
- en el que dichas cintas transportadoras (10, 11) son accionadas a velocidades diferentes (v1, v2), de tal manera que los dos grupos de productos (2) están alineados entre sí en una zona (4) del transportador (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/053001.
Solicitante: Gampack S.R.L.
Nacionalidad solicitante: Italia.
Dirección: Via Cavour 28/A 29100 Piacenza (PC) ITALIA.
Inventor/es: GANDINI,LUCIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G47/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › espaciando o agrupando los objetos durante la alimentación (durante el transporte por el transportador B65G 47/28).
- B65G47/64 B65G 47/00 […] › Cambio de vías de transportadores.
- B65G47/71 B65G 47/00 […] › siendo los objetos descargados sobre varios transportadores.
PDF original: ES-2512890_T3.pdf
Fragmento de la descripción:
Procedimiento y sistema para la agrupación de productos a embalar que deben ser envasados La presente invención se refiere a un procedimiento para la agrupación de productos que deben ser embalados, y en particular, a un procedimiento para agrupar productos en una serie de filas antes de que dichos productos sean embalados. La presente invención se refiere asimismo a un sistema que puede llevar a cabo dicho procedimiento.
Un sistema conocido para la agrupación de productos según el preámbulo de la reivindicación 3 (ver por ejemplo el documento EP 480436) comprende un transportador dotado de una cinta transportadora única que transporta una serie de productos hasta un dispositivo de agrupamiento. Este dispositivo comprende a su vez una serie de guías paralelas que terminan con pequeñas puertas que se abren simultáneamente durante el tiempo necesario para permitir el paso de un grupo de productos, cuyos productos quedan de este modo alineados juntos en el transportador.
Dicho sistema conocido es difícil de modificar cuando se desea cambiar el número de filas, la forma y las dimensiones de los productos a agrupar, dado que se debe cambiar la distancia mutua de todas las guías paralelas, así como la disposición de las guías que conducen los productos al dispositivo de agrupación.
Por consiguiente es un objetivo de la presente invención dar a conocer un procedimiento y un sistema que carecen de estos inconvenientes. Dicho objetivo se alcanza con un procedimiento y un sistema cuyas características principales se dan a conocer en las reivindicaciones 1 y 3, respectivamente, mientras que en las reivindicaciones restantes se dan a conocer otras características.
Gracias al dispositivo de agrupación que sitúa de manera selectiva los productos sobre varias cintas transportadoras paralelas que se mueven a velocidades diferentes, el procedimiento y el sistema según la presente invención se pueden adaptar fácilmente al número de productos a agrupar, de tal modo que es posible obtener, sin utilizar guías paralelas, un grupo ordenado de productos partiendo de una serie de productos que proceden de forma indeterminada de una línea de fabricación.
El dispositivo de agrupación está dotado adicionalmente de un carro con medios particulares, preferentemente cintas, que permiten tanto detener como liberar los productos a la misma velocidad que la cinta transportadora sobre la que están colocados, de tal manera que se impiden posibles caídas y/o daños. La distancia mutua entre estos medios es fácilmente ajustable para adaptar el sistema a la forma y las dimensiones de los productos a agrupar.
Las ventajas y características adicionales del procedimiento y del sistema según la presente invención serán evidentes para los expertos en la materia a partir de la siguiente descripción detallada y no limitativa de una realización de la misma haciendo referencia a los dibujos adjuntos, en los cuales:
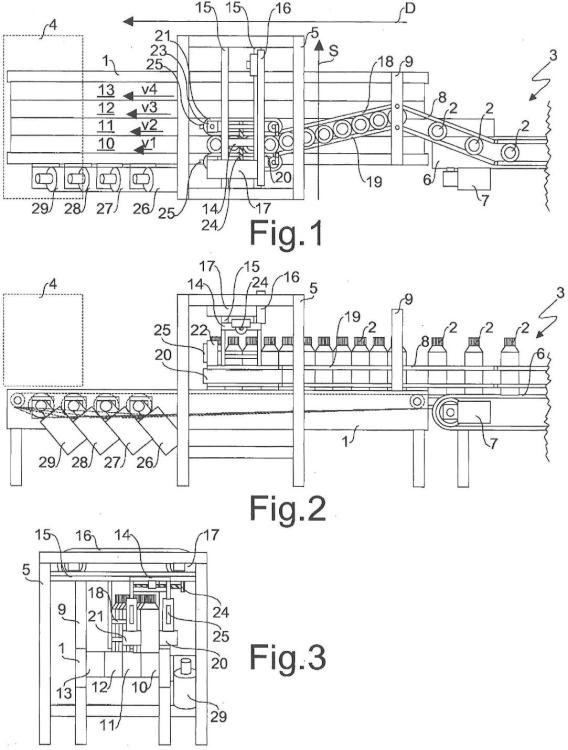
-la figura 1 muestra una vista superior del sistema;
- la figura 2 muestra una vista lateral del sistema de la figura 1;
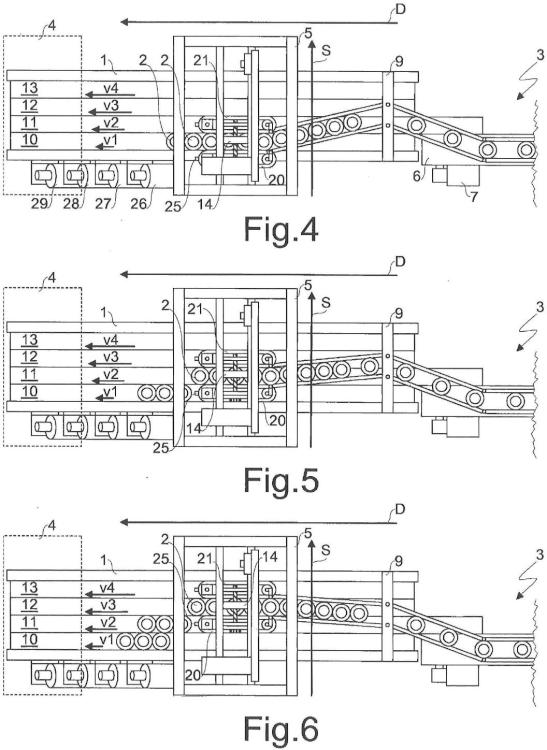
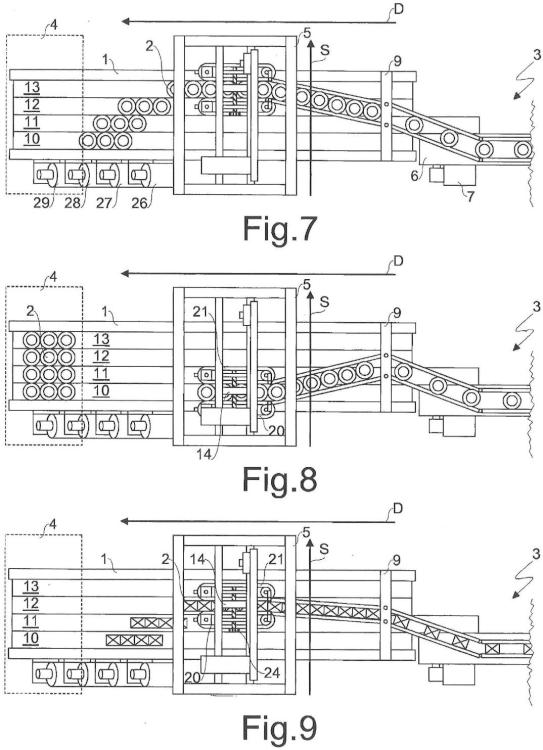
- la figura 3 muestra una vista frontal del sistema de la figura 1; 45 -las figuras 4 a 8 muestran vistas superiores del sistema de la figura 1 durante diferentes etapas del procedimiento; y -la figura 9 muestra una vista superior del sistema de la figura 1 durante la agrupación de otros productos.
Haciendo referencia a las figuras 1 a 3, en las mismas se aprecia que el sistema según la presente invención comprende, de una forma conocida, un transportador -1-, adecuado para transportar a lo largo de una dirección de alimentación -D-una serie de productos -2-, por ejemplo botellas, desde una línea de fabricación -3-a una máquina de embalaje -4-o a otro sistema para la manipulación de los productos -2-. Un dispositivo de agrupación -5-está
dispuesto a lo largo del transportador -1-para agrupar los productos -2-en filas de uno o varios productos por ejemplo, cuatro filas de tres productos cada una, de tal manera que un conjunto de productos -2-situados en varias filas alineadas entre sí está presente más abajo del dispositivo de agrupación sobre el transportador -1-, cuyo conjunto puede ser manipulado a continuación por medio del dispositivo de embalado -4-para formar un único embalaje. La línea de fabricación -3-comprende una cinta transportadora -6-accionada por un motor -7-y dotada de 60 guías -8-para guiar los productos -2-hacia una puerta -9-situada más arriba del dispositivo de agrupación -5-, sobre el transportador -1-.
El transportador -1-comprende una serie de cintas transportadoras paralelas, en particular cuatro cintas transportadoras paralelas -10-, -11-, -12-y -13-que durante el funcionamiento del sistema se desplazan en la 65 dirección de alimentación -D-con velocidades diferentes -v1-, -v2-, -v3-, -v4-, en particular constantes y crecientes 2 5
según la posición de la cinta transportadora en el transportador -1-, a saber, la velocidad -v2-de la segunda cinta transportadora -11-es mayor que la velocidad -v1-de la primera cinta transportadora -10-y así sucesivamente.
El dispositivo de agrupación -5-comprende, por lo menos, un carro -14- (no necesariamente dotado de ruedas) que está conectado a unos medios para desplazarlo con un movimiento alternativo en una dirección secundaria -Ssustancialmente perpendicular a la dirección de alimentación -D-. El movimiento hacia adelante del carro -14-en la dirección secundaria -S-se realiza por etapas, en los que cada etapa es sustancialmente igual a la anchura de las cintas transportadoras -10-, -11-, -12-, -13-, mientras que el movimiento de retorno del carro -14-en la dirección opuesta a la dirección secundaria -S-es continuo. En particular, el carro -14-circula en la dirección secundaria -S-a lo largo de una o varias pistas -15-del dispositivo de agrupación -5-, que están situadas por encima del carro -14-, y está conectado mecánicamente a una cinta -16-accionada por un motor -17-fijado al dispositivo de agrupación -5-. Por lo menos un par de guías -18-, -19-pivotan entre el carro -14-y la puerta -9-, de tal manera que guían fácilmente los productos -2-sobre el transportador -1-, desde la puerta -9-hacia el carro -14-durante su desplazamiento a lo largo de la dirección secundaria -S-.
El carro -14-está dotado asimismo de medios para detener los productos -2-transportados por el transportador -1hacia el dispositivo de agrupación -5-durante el movimiento del carro -14-en la dirección secundaria -S-, y/o de medios para liberar los productos -2-sobre las cintas transportadoras -10-, -11-, -12-, -13-cuando el carro -14-está parado. En particular, dichos medios de detención y/o de liberación comprenden, por lo menos, dos rotores opuestos adecuados para girar en direcciones opuestas sobre unos ejes sustancialmente verticales para empujar los productos -2-dispuestos entre estos rotores en la dirección de alimentación -D-. Dichos rotores comprenden preferentemente las poleas de, por lo menos, un par de cintas opuestas -20-, -21-que son sustancialmente paralelas y son adecuadas para ser accionadas por uno o varios motores -22-, -23-a través de dichas poleas, de tal manera que las partes de las cintas -20-, -21-situadas una delante de la otra pueden circular ambas en la dirección de alimentación -D-para desplazar los productos -2-comprendidos entre las mismas.
Dichos medios de parada y/o de liberación, en particular uno o ambos rotores o cintas -20-, -21-, están montados sobre soportes que pueden ser desplazados en la dirección secundaria -S-con respecto al carro -14-, por ejemplo mediante la impulsión de un dispositivo de accionamiento -24-de husillo, de tal manera que adaptan su distancia mutua a la anchura de los productos -2-. Con esta disposición, los productos -2-procedentes de las guías -18-, -19pueden ser transportados mediante las cintas -20-, -21-y ser bloqueados mediante las mismas cuando los motores -22-, -23-no son accionados. Por lo menos un sensor -25-está dispuesto a lo largo de las cintas -20-, -21-, en particular, en el extremo de las mismas con respecto a la dirección de alimentación -D-, para contar los productos -2liberados por el carro -14-. Las cintas transportadoras -10-, -11-, -12-, -13-están conectadas a uno o varios motores -26-, -27-, -28-, -29-, respectivamente, dotados de reductores de velocidad y/o de control de la misma para ajustar con precisión las velocidades -v1-, -v2-, -v3-, -v4-de las cintas transportadoras -10-, -11-, -12-, -13-. Por lo menos una cinta transportadora intermedia, por ejemplo la segunda cinta transportadora -11-, sobresale preferentemente más arriba del transportador -1-, de tal manera que la parte que sobresale de esta cinta transportadora puede estar situada al lado de una parte de la cinta... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la agrupación de productos (2) , que comprende las siguientes etapas operativas: 5
- transportar una serie de productos (2) a agrupar sobre un transportador (1) a lo largo de una dirección de alimentación (D) hacia un dispositivo de agrupación (5) que comprende, por lo menos, un carro (14) adecuado para desplazarse con un movimiento alternativo en una dirección secundaria (S) ;
- liberar del carro (14) un primer grupo de uno o varios productos (2) sobre una primera cinta transportadora (10) del transportador (1) ;
- desplazar el carro (14) en la dirección secundaria (S) sobre, por lo menos, una segunda cinta transportadora (11) del transportador (1) .
15. liberar del carro (14) , por lo menos, un segundo grupo de uno o más productos (2) sobre la segunda cinta transportadora (11) del transportador (1) ;
- en el que dichas cintas transportadoras (10, 11) son accionadas a velocidades diferentes (v1, v2) , de tal manera 20 que los dos grupos de productos (2) están alineados entre sí en una zona (4) del transportador (1) .
2. Procedimiento, según la reivindicación anterior, caracterizado porque el carro (14) es desplazado en la dirección secundaria (S) sobre una o varias cintas transportadoras adicionales (12, 13) del transportador (1) que son accionadas a velocidades diferentes (v3, v4) y libera uno o varios grupos adicionales de uno o más productos (2)
sobre estas cintas transportadoras adicionales (12, 13) , de tal manera que todos los grupos de productos (2) liberados por el carro (14) están alineados entre sí en una zona (4) del transportador (1) .
3. Sistema para la agrupación de productos (2) , que comprende un transportador (1) adecuado para transportar a lo largo de una dirección de alimentación (D) una serie de productos (2) y un dispositivo de agrupación (5) dispuesto a 30 lo largo del transportador (1) para agrupar los productos (2) en filas de uno o más productos, comprendiendo el dispositivo de agrupación (5) un carro (14) que es adecuado para ser desplazado con un movimiento alternativo en una dirección secundaria (S) , caracterizado porque el transportador (1) comprende una serie de cintas transportadoras paralelas (10, 11, 12, 13) adecuadas para ser accionadas a velocidades diferentes (v1, v2, v3, v4) y porque el carro (14) está dotado de medios (20, 21) para parar los productos (2) transportados por el transportador (1) hacia el dispositivo de agrupación (5) , así como medios para liberar un grupo de uno o varios productos (2) sobre cada una de las cintas transportadoras (10, 11, 12, 13) .
4. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque el carro (14)
comprende por lo menos, dos rotores opuestos adecuados para girar en direcciones opuestas. 40
5. Procedimiento o sistema, según la reivindicación anterior, caracterizado porque dichos rotores comprenden las poleas de, al menos, un par de cintas (20, 21) adecuadas para ser accionadas por uno o varios motores (22, 23) a través de dichas poleas, de tal manera que las partes de las cintas (20, 21) dispuestas una delante de la otra pueden circular ambas en la dirección de alimentación (D) .
6. Procedimiento o sistema, según la reivindicación 4 ó 5, caracterizado porque uno o ambos rotores o cintas (20, 21) del carro (14) están montados sobre soportes que se pueden desplazar en la dirección secundaria (S) con respecto al carro (14) .
7. Procedimiento o sistema, según la reivindicación 5 ó 6, caracterizado porque cuando se liberan los productos (2) sobre una cinta transportadora (10, 11, 12, 13) , las cintas (20, 21) circulan sustancialmente a la misma velocidad (v1, v2, v3, v4) que dicha cinta transportadora (10, 11, 12, 13) .
8. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque la dirección 55 secundaria (S) del carro (14) es sustancialmente perpendicular a la dirección de alimentación (D) del transportador (1) .
9. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque durante el funcionamiento, el desplazamiento del carro (14) hacia adelante en la dirección secundaria (S) se realiza por etapas, 60 mientras que el movimiento de retorno del carro (14) en la dirección opuesta a la dirección secundaria (S) es continuo.
10. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque durante el funcionamiento, las cintas transportadoras (10, 11, 12, 13) del transportador (1) son accionadas a velocidades 65 constantes (v1, v2, v3, v4) .
11. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque durante el funcionamiento, las cintas transportadoras (10, 11, 12, 13) se desplazan a velocidades (v1, v2, v3. v4) que aumentan de acuerdo con la posición de las cintas transportadoras (10, 11, 12, 13) en el transportador (1) .
12. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque durante el funcionamiento, las cintas transportadoras (10, 11, 12, 13) del transportador (1) son accionadas a unas velocidades (v1, v2, v3, v4) tales que la suma de los tiempos invertidos por el carro (14) para situar y liberar un grupo de productos (2) sobre una cinta transportadora (10, 11, 12, 13) y el tiempo invertido por este grupo de productos (2) , una vez liberados por el carro (14) , para alcanzar la zona de agrupación (4) , es constante.
13. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque al menos una cinta transportadora intermedia (11) sobresale por encima del transportador (1) .
14. Procedimiento o sistema, según una de las reivindicaciones anteriores, caracterizado porque al menos un par
de guías (18, 19) pivotan entre el carro (14) y una puerta (9) que está dispuesta más arriba del dispositivo de agrupación (5) del transportador (1) .
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
MÁQUINA PALETIZADORA DE ENVASES Y PROCEDIMIENTO DE UTILIZACIÓN DE LA MISMA, del 30 de Abril de 2020, de AND & OR RESEARCH, S.L.U: Máquina paletizadora de envases y su procedimiento de utilización para conseguir la máxima compactación de los envases en bateas. La máquina comprende un bastidor, en […]
Procedimiento y dispositivo para evitar envases vacíos, del 29 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Procedimiento para evitar envases vacíos , en el que n ≥ 2 productos alimenticios se cortan al menos parcialmente al mismo tiempo, con un dispositivo de corte en lonchas […]
Dispositivo de relevo, del 13 de Noviembre de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de relevo que comprenda: una primera sección de transporte que transporta una pluralidad de objetos a transportar, continuamente […]
Máquina de embalaje y procedimiento para la operación de una máquina de embalaje, del 16 de Abril de 2019, de SIG TECHNOLOGY AG: Máquina de embalaje con - por lo menos dos estaciones de embalaje dispuestas secuencialmente en orden consecutivo, en donde cada estación de embalaje presenta una cinta […]
Módulo de agrupación de marca circular con carro desmontable y procedimiento correspondiente, del 10 de Abril de 2019, de KHS GMBH: Módulo de agrupación de marcha circular que incluye: un marco de módulo , el cual define una trayectoria de marcha circular ; un […]
Dispositivo de paletización para un apilamiento de sacos llenos, del 30 de Mayo de 2018, de WINDMOLLER & HOLSCHER KG: Dispositivo de paletización para apilar capas a partir de al menos dos filas de sacos llenos conformando una pila de sacos , presentando un dispositivo […]
Procedimiento de paletización industrial de envases y unidad de paletización para llevarlo a cabo, del 27 de Febrero de 2018, de TALLER AUTOREMA, S.L.: Procedimiento de paletización industrial de envases y unidad de paletización para llevarlo a cabo, que comprende: una primera fase de distribución de […]