Procedimiento para el recubrimiento por inmersión en baño fundido de un fleje de acero de resistencia superior.
Procedimiento para el recubrimiento por inmersión en baño fundido,
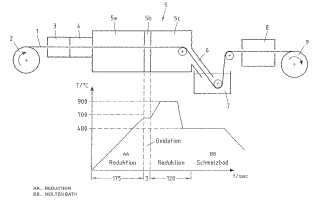
en paso continuo, de un fleje de acero deresistencia superior con diferentes componentes de aleación, especialmente Mn, Al, Si y/o Cr, en un baño fundido deen total al menos el 85% de zinc y/o de aluminio, con los siguientes pasos de procedimiento y condiciones:a) el fleje se calienta en un plazo de cómo máx. 250 seg. en una atmósfera reductora con un contenido en H2 deal menos 2% a 8% a una temperatura de 650 ºC a 750 ºC, a la que los componentes de aleación todavía no sedifunden o se difunden sólo en pequeñas cantidades a la superficie.
b) la superficie compuesta principalmente por hiero puro se transforma en una capa de óxido de hierro medianteun tratamiento térmico con una duración de 1 a 10 seg. del fleje, a una temperatura de 650 ºC a 750 ºC, en unacámara de reacción integrada en el horno de paso, con una atmósfera oxidante con un contenido en O2 de0,01% a 1%,
c) a continuación, el fleje se somete a un recocido en una atmósfera reductora con un contenido en H2 de 2% a8% mediante el siguiente calentamiento, hasta 900 ºC como máximo, y a continuación se enfría hasta latemperatura del baño fundido para reducir a hierro puro la capa de óxido de hierro al menos en su superficie,tardando más de 50 seg. el siguiente calentamiento con el enfriamiento subsiguiente del fleje,
d) el tratamiento térmico del fleje en la atmósfera reductora tarda un múltiplo más, tanto durante elcalentamiento (paso de trabajo a)) como durante el recocido posterior (paso de trabajo c)) en comparación conel tratamiento térmico en la atmósfera oxidante (paso de trabajo b)).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/012942.
Solicitante: THYSSENKRUPP STEEL EUROPE AG.
Nacionalidad solicitante: Alemania.
Dirección: KAISER-WILHELM-STRASSE 100 47166 DUISBURG ALEMANIA.
Inventor/es: MEURER, MANFRED, WARNECKE, WILHELM, SCHAFFRATH, NORBERT, LEUSCHNER,RONNY, ZEIZINGER,SABINE, NOTHACKER,GERNOT, ULLMANN,MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C23C2/02 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Pretratamiento del material a revestir, p. ej. para el revestimiento de partes determinadas de la superficie (C23C 2/30 tiene prioridad).
- C23C2/06 C23C 2/00 […] › Zinc o cadmio o sus aleaciones.
- C23C2/40 C23C 2/00 […] › Placas; Bandas.
PDF original: ES-2394326_T3.pdf
Fragmento de la descripción:
Procedimiento para el recubrimiento por inmersión en baño fundido de un fleje de acero de resistencia superior
En la construcción de carrocerías de automóvil, por motivos de la protección contra la corrosión se usan chapas de acero laminadas en caliente o en frío, de superficie afinada. Los requerimientos a los que están sujetos este tipo de chapas son variados. Por una parte, deben poder deformarse bien y, por otra parte, deben tener una alta resistencia. La alta resistencia se consigue añadiendo al hierro determinados componentes de aleación, como Mn, Si, Al y Cr. Para optimizar el perfil de características de este tipo de aceros, es habitual recocer las chapas inmediatamente antes del recubrimiento con zinc y/o aluminio en baño fundido. Mientras no es problemático el recubrimiento por inmersión en baño fundido de flejes de acero que contengan sólo pequeñas partes de los componentes de aleación mencionados, causa dificultades el recubrimiento por inmersión en baño fundido de chapas de acero con mayores partes de aleación. En la superficie de la chapa de acero resultan defectos de adherencia del recubrimiento e incluso se forman puntos sin cubrir.
En el estado de la técnica existe una multitud de experimentos para evitar estas dificultades. Sin embargo, parece que todavía no existe ninguna solución óptima del problema.
En un procedimiento conocido para el recubrimiento por inmersión en baño fundido de un fleje de acero con zinc, el fleje que ha de ser recubierto pasa por un precalentador calentado directamente (DFF = Direct Fired Furnace) . En los quemadores de gas empleados, modificando la mezcla de gas y aire se consigue un aumento del potencial de oxidación en la atmósfera que rodea el fleje. El potencial de oxígeno más elevado provoca una oxidación del hierro en la superficie del fleje. En un trayecto de horno siguiente se reduce la capa de óxido de hierro formada de esta manera. Un ajuste selectivo del espesor de la capa de óxido en la superficie de fleje resulta muy difícil. A una velocidad alta del fleje es más fina que a una velocidad baja del fleje. Por consiguiente, en la atmósfera reductora no se puede producir ninguna consistencia unívocamente definida de la superficie de fleje. Esto a su vez puede conducir a problemas de adherencia del recubrimiento a la superficie del fleje.
En las líneas modernas de recubrimiento por inmersión en baño fundido con un precalentador RTF (RTF = Radiant Tube Furnace) , al contrario de la instalación conocida, descrita anteriormente, no se usan quemadores calentados a gas. Por lo tanto, no se puede realizar ninguna oxidación previa del hierro mediante la modificación de la mezcla de gas/aire. En estas instalaciones, el tratamiento de recocido completo del fleje más bien se realiza en una atmósfera de gas protector. Sin embargo, con un tratamiento de recocido de este tipo de un fleje de acero con mayores componentes de aleación, dichos componentes de aleación puede difundirse a la superficie del fleje formando en la misma óxidos no reductibles. Estos óxidos dificultan un recubrimiento impecable con zinc y/o aluminio en baño fundido. Por la literatura de patentes se conocen diversos procedimientos para el recubrimiento por inmersión en baño fundido de un fleje de chapa con diferentes materiales de recubrimiento.
Por el documento DE68912243T2 se conoce un procedimiento para el recubrimiento por inmersión en baño fundido de un fleje de acero con aluminio, en el que el fleje de calienta en un horno de paso. En una primera zona se eliminan impurezas de la superficie. Para ello, la atmósfera del horno tiene una temperatura muy elevada. Dado que, sin embargo, el fleje pasa por dicha zona a una velocidad elevada, se calienta sólo aproximadamente a la mitad de la temperatura de la atmósfera. En la segunda zona situada a continuación, que está sometida a gas protector, el fleje se calienta a la temperatura del material de recubrimiento, el aluminio.
Por el documento DE69507977T2 se conoce un procedimiento de recubrimiento por inmersión en baño fundido de un fleje de aleación de acero que contiene cromo; en este caso, el fleje se somete a un recocido en una primera etapa para obtener un enriquecimiento de hierro en la superficie del fleje. A continuación, el fleje se calienta a la temperatura del metal de recubrimiento en una atmósfera no oxidante.
Por el documento JP02285057A se conoce galvanizar un fleje de acero en un procedimiento de varias etapas. Para ello, el fleje depurado previamente se trata en una atmósfera oxidante a una temperatura de aprox. 820 ºC. Después, el fleje se trata a aprox. 400 ºC a 700 ºC en una atmósfera débilmente oxidante antes de reducirse en su superficie en una atmósfera reductora. A continuación, el fleje enfriado a aprox. 420 ºC a 500 ºC se galvaniza de la manera habitual. La invención tiene el objetivo de desarrollar un procedimiento para el recubrimiento por inmersión en baño fundido de un fleje de acero de resistencia superior con zinc y/o aluminio, con el que se produce un fleje de acero con una superficie afinada óptimamente en una instalación RTF.
La solución de este objetivo consiste en el procedimiento indicado en la reivindicación 1. En el procedimiento según la invención, en el primer paso que tarda como máximo 250 seg. se evita que durante el calentamiento se difundan a la superficie del fleje componentes esenciales de la aleación. Sería óptimo si se pudiese evitar totalmente la difusión de componentes de aleación a la superficie del fleje, lo que sin embargo apenas es posible por razones prácticas. Lo decisivo es que la difusión de componentes de aleación a la superficie se suprime de tal forma que en el paso siguiente se puede formar una capa de óxido de hierro efectiva que evita la difusión de otros componentes de aleación a la superficie a la temperatura de recocido elevada. Así, durante el tratamiento de recocido que dura más de 50 seg., en la atmósfera reductora se puede producir una capa de hierro puro con muy buena aptitud para un recubrimiento de zinc y/o aluminio con adherencia firme y por toda la superficie.
Se obtiene un resultado óptimo cuando la capa de óxido de hierro producida en la atmósfera oxidante se reduce completamente a hierro puro, porque entonces el recubrimiento queda optimizado también en cuanto a sus propiedades de deformación y de resistencia.
Según una forma de realización de la invención, durante el tratamiento del fleje en el trayecto con la atmósfera oxidante se mide el espesor de la capa de óxido que se va formando y, en función de dicho espesor y del tiempo de tratamiento dependiente de la velocidad de paso del fleje, se ajusta el contenido en O2 de tal forma que, a continuación, es posible reducir totalmente la capa de óxido. De esta manera, se puede tener en cuenta la modificación de la velocidad de paso del fleje, por ejemplo como consecuencia de averías, sin perjudicar la calidad de la superficie del fleje recubierto por inmersión en baño fundido.
Buenos resultados en la realización del procedimiento se lograron cuando se produce una capa de óxido con un espesor de 300 nanómetros, como máximo.
Como componentes de aleación, el acero de resistencia superior debería contener al menos una selección de los siguientes componentes: Mn > 0, 5%, Al > 0, 2%, Si > 0, 1%, Cr > 0, 3%. Se pueden añadir otros componentes como, por ejemplo, Mo, Ni, V, Ti, Nb y P.
Una característica esencial de la invención es que el tratamiento térmico del fleje en la atmósfera reductora tarda un múltiplo más, tanto durante el calentamiento como durante el recocido posterior, en comparación con el tratamiento térmico en la atmósfera oxidante. Esto hace que el volumen de la atmósfera oxidante es muy pequeño en comparación con el volumen restante de la atmósfera reductora. Esto ofrece la ventaja de que se puede reaccionar rápidamente a cambios del proceso de tratamiento, especialmente de la velocidad de paso y la formación de la capa de oxidación. En este sentido, el tratamiento térmico del fleje en la atmósfera reductora se realiza en un horno de paso con una cámara integrada con la atmósfera oxidante, siendo el volumen de la cámara un múltiplo más pequeño con respecto al volumen restante del horno de paso.
El procedimiento según la invención es especialmente adecuado para el galvanizado al fuego. No obstante, el baño fundido también puede componerse de zinc-aluminio o de aluminio con adiciones de silicio. En todo caso, ya sea que el zinc o el aluminio se usen solos o juntos, su porcentaje total en la masa fundida debe ser del 85%, por lo menos. Los recubrimientos característicos, conocidos para ello son, por ejemplo:
Z: 99% de Zn ZA: 95% de Zn +... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el recubrimiento por inmersión en baño fundido, en paso continuo, de un fleje de acero de resistencia superior con diferentes componentes de aleación, especialmente Mn, Al, Si y/o Cr, en un baño fundido de 5 en total al menos el 85% de zinc y/o de aluminio, con los siguientes pasos de procedimiento y condiciones:
a) el fleje se calienta en un plazo de cómo máx. 250 seg. en una atmósfera reductora con un contenido en H2 de al menos 2% a 8% a una temperatura de 650 ºC a 750 ºC, a la que los componentes de aleación todavía no se difunden o se difunden sólo en pequeñas cantidades a la superficie. b) la superficie compuesta principalmente por hiero puro se transforma en una capa de óxido de hierro mediante un tratamiento térmico con una duración de 1 a 10 seg. del fleje, a una temperatura de 650 ºC a 750 ºC, en una cámara de reacción integrada en el horno de paso, con una atmósfera oxidante con un contenido en O2 de 0, 01% a 1%, c) a continuación, el fleje se somete a un recocido en una atmósfera reductora con un contenido en H2 de 2% a 8% mediante el siguiente calentamiento, hasta 900 ºC como máximo, y a continuación se enfría hasta la temperatura del baño fundido para reducir a hierro puro la capa de óxido de hierro al menos en su superficie, tardando más de 50 seg. el siguiente calentamiento con el enfriamiento subsiguiente del fleje, d) el tratamiento térmico del fleje en la atmósfera reductora tarda un múltiplo más, tanto durante el calentamiento (paso de trabajo a) ) como durante el recocido posterior (paso de trabajo c) ) en comparación con el tratamiento térmico en la atmósfera oxidante (paso de trabajo b) ) .
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque el acero de resistencia superior contiene al menos una selección de los siguientes componentes de aleación: Mn > 0, 5%, Al > 0, 2%, Si > 0, 1%, Cr > 0, 3%.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque después del galvanizado al fuego, el fleje se somete a un tratamiento térmico.
Patentes similares o relacionadas:
Procedimiento y agente fundente para el galvanizado en caliente, del 29 de Julio de 2020, de Fontaine Holdings NV: Procedimiento para el galvanizado en caliente (galvanizado por inmersión en fusión) de un elemento de hierro o acero, Comprendiendo el procedimiento […]
Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura y línea de tratamiento para su implementación, del 3 de Junio de 2020, de Arcelormittal: Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura que contiene al menos un elemento fácilmente oxidado, que comprende […]
Procedimiento de producción de una lámina de acero TWIP que tiene una microestructura austenítica, del 13 de Mayo de 2020, de Arcelormittal: Procedimiento de producción de una lámina de acero TWIP laminada en frío, recuperada y recubierta que comprende las siguientes etapas sucesivas: A. alimentación de […]
Procedimiento de tratamiento de una chapa para reducir su ennegrecimiento o su deslustre durante su almacenamiento y la chapa tratada mediante dicho procedimiento, del 6 de Mayo de 2020, de Arcelormittal: Procedimiento de tratamiento de una tira metálica en desplazamiento que comprende las etapas según las cuales: - se suministra una tira de acero , revestida […]
 Chapa de acero de alta resistencia que tiene excelente procesabilidad y templabilidad de horneado de pintura, y método para producir la de chapa de acero de alta resistencia, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero de alta resistencia que tiene una resistencia a la tracción de 390 MPa a 500 MPa que consiste,
en % en masa:
C: 0.01% a 0.10%;
Si: 0.01% […]
Chapa de acero de alta resistencia que tiene excelente procesabilidad y templabilidad de horneado de pintura, y método para producir la de chapa de acero de alta resistencia, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero de alta resistencia que tiene una resistencia a la tracción de 390 MPa a 500 MPa que consiste,
en % en masa:
C: 0.01% a 0.10%;
Si: 0.01% […]
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Instalación de galvanización en caliente y procedimiento de galvanización en caliente, del 4 de Marzo de 2020, de Fontaine Holdings NV: Instalación para la galvanización en caliente de componentes para la galvanización en caliente en grandes series de una pluralidad de componentes […]
Lámina de acero recubierta por inmersión en caliente con un sistema a base de Zn-Al-Mg que tiene una excelente trabajabilidad y método para fabricar la misma, del 19 de Febrero de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero de alta resistencia recubierta por inmersión en caliente con un sistema a base de Zn-Al- Mg y con una resistencia a la tracción de 400 MPa o mayor y excelente […]