PROCEDIMIENTO PARA DETERMINACION Y PROCEDIMIENTO PARA AJUSTE, DE POSICION MUTUA DE EJE DE RAYO LASER DE MECANIZADO POR UNA PARTE Y EJE CHORRO GAS DE PROCESO POR OTRA PARTE EN MAQUINA DE MECANIZADO POR LASER, Y MAQUINA MECANIZADO LASER CON DISPOSITIVO REALIZACION PROCEDIMIENTO.
Procedimiento para la determinación de la posición mutua de un eje de haz de láser (8) de un haz de láser de mecanizado por una parte y un eje de chorro de gas (17) de un chorro de gas de proceso (16) por otra parte,
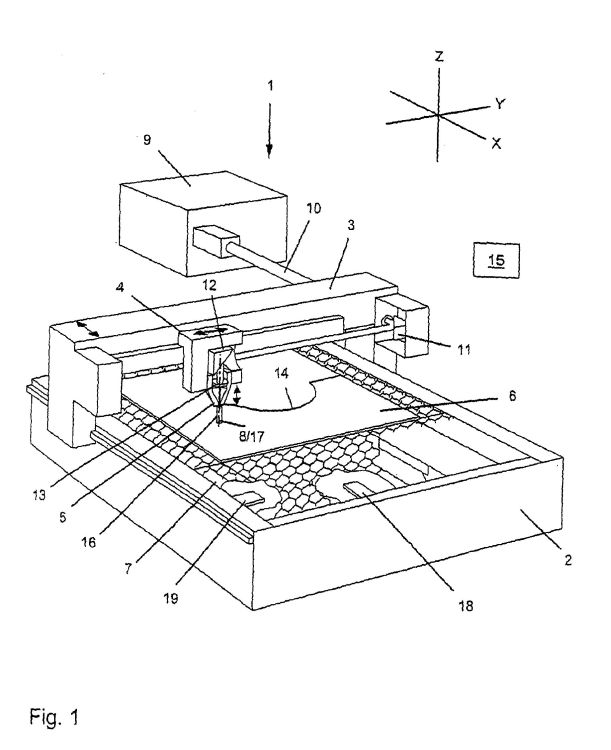
en una máquina de mecanizado por láser (1) para mecanizar piezas de trabajo, en el que un haz/chorro de detección de posición de eje, con un eje de haz/chorro dispuesto de forma definida con respecto al eje de chorro de gas (17), y un elemento de detección de posición de ejes (18, 19) se mueven uno en relación con el otro con un movimiento de detección de posición de ejes en dirección transversal al eje de haz/chorro y en el que un elemento de referencia (5) para el eje de chorro de gas (17), elemento de referencia (5) que está situado en una correspondencia espacial definida con respecto al eje de haz/chorro, se mueve acoplado al movimiento de detección de posición de ejes, caracterizado porque, por una parte, un primer haz/chorro de detección de posición de eje, con un primer eje de haz/chorro dispuesto de forma definida con respecto al eje de haz de láser (8), y, como segundo haz/chorro de detección de posición de eje, el haz/chorro de detección de posición de eje con el eje de haz/chorro (segundo eje de haz/chorro) dispuesto de forma definida con respecto al eje de chorro de gas (17) y, por otra parte, el elemento de detección de posición de ejes (18, 19) se mueven uno en relación con el otro con un movimiento de detección de posición de ejes en dirección transversal al eje de haz/chorro, porque un elemento de referencia (5) para el eje de haz de láser (8), elemento de referencia (5) que está situado en una correspondencia espacial definida con respecto al primer eje de haz/chorro, y el elemento de referencia (5) para el eje de chorro de gas (17) y/o un elemento de referencia para el elemento de detección de posición de ejes (18, 19), elemento de referencia que está situado en una correspondencia especial definida con respecto al elemento de detección de posición de ejes (18, 19), se mueven acoplados al movimiento de detección de posición de ejes, y porque unas posiciones reales del elemento de referencia (5) para el eje de haz de láser (8) y del elemento de referencia (5) para el eje de chorro de gas (17) y/o del elemento de referencia para el elemento de detección de posición de ejes (18, 19), que corresponden a una misma posición relativa del primer eje de haz/chorro y el elemento de detección de posición de ejes (18, 19), así como del segundo eje de haz/chorro y el elemento de detección de posición de ejes (18, 19), se comparan con posiciones nominales del elemento de referencia (5) para el eje de haz de láser (8) y del elemento de referencia (5) para el eje de chorro de gas (17) y/o del elemento de referencia para el elemento de detección de posición de ejes (18, 19) correspondientes a una posición mutua nominal del eje de haz de láser (8) y el eje de chorro de gas (17).
Tipo: Resumen de patente/invención.
Solicitante: TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: JOHANN-MAUS-STRASSE 2,71254 DITZINGEN.
Inventor/es: HORN,ARMIN, HAMMANN,GERHARD.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Mayo de 2008.
Clasificación PCT:
- B23K26/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/14 B23K 26/00 […] › con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
Patentes similares o relacionadas:
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Disco de freno y método de fabricación del mismo, del 6 de Noviembre de 2019, de RAILWAY TECHNICAL RESEARCH INSTITUTE: Un disco de freno que detiene la rotación de un eje cuando una pastilla de freno se presiona contra una superficie del disco de freno, que comprende: […]
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación, del 14 de Agosto de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el […]
Método de procesamiento por láser de un material metálico con alto control dinámico de los ejes de movimiento del rayo láser a lo largo de una trayectoria de procesamiento predeterminada, así como una máquina y un programa informático para la implementación de dicho método, del 3 de Julio de 2019, de Adige S.p.A: Método de procesamiento por láser de un material (WP) metálico, en particular para el corte, perforación o soldadura por láser de dicho material, […]
Sistema de corte por láser y procedimiento de corte por láser, del 1 de Mayo de 2019, de ALIGN TECHNOLOGY, INC.: Un sistema de corte por láser, que comprende: un componente de generación de rayos láser; un componente óptico ; un utillaje de sujeción que […]
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope, del 16 de Abril de 2019, de WISCO Tailored Blanks GmbH: Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la […]
SISTEMA AUTOMÁTICO DE LIMPIEZA DE CHAPAS PARA LA APLICACIÓN DE SOLDADURA FUERTE POR LÁSER, del 12 de Marzo de 2019, de FORD MOTOR COMPANY: Sistema automático de limpieza de chapas para la aplicación de soldadura fuerte por láser. Un sistema de limpieza incluye un cepillo para retirar […]
Boquilla de gas con manguito de válvula desplazable, del 1 de Marzo de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Boquilla de gas (1, 1', 1", 1'") para un cabezal de mecanizado por láser , con una apertura de salida para el paso de un rayo láser sobre una pieza de […]