PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE TRABAJO Y MAQUINA DE LAMINACION A PRESION PARA ELLO.
Procedimiento para la fabricación de piezas de trabajo, en el que una pre-forma (8) esencialmente cilíndrica es transformada por medio de al menos un cilindro de presión (7) en una pieza de trabajo (8.
2) acabada, en el que se realizan tas siguientes etapas:
a. acopiamiento de una sección de la pre-forma (8) sobre al menos un primer mandril (3, 4'') alojado de forma desplazable paralelamente al eje longitudinal (A) de la pre-forma (8),
b. alineación del mandril (3, 4'') de tal manera que su superficie (3b, 4b; 4b'') que se encuentra en la pre-forma (8) forma aproximadamente una forma negativa de la superficie interior a conformar en la pre-forma (8),
c. realización de un movimiento relativo entre la pre-forma (8) y el cilindro de presión (7) en una dirección paralelamente al eje longitudinal (A) con presión de apriete simultánea del cilindro de presión (7) contra la pre-forma (8),
caracterizado porque la realización de la etapa c. se lleva a cabo de tal forma que material de la pre-forma (8) es desplazado a través del cilindro de presión (7) de tal forma que el mandril (3, 4'') es desplazado a través del material expulsado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08009558.
Solicitante: REPKON MACHINE AND TOOL INDUSTRY & TRADE LTD.
Nacionalidad solicitante: Turquía.
Dirección: SELAHATTIN PINAR SOKAK NO: 4/3,34726 KALAMIS-ISTANBUL.
Inventor/es: KOSTERMEIER, KARL-HEINZ.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Mayo de 2008.
Fecha Concesión Europea: 24 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B21D22/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › sobre mandriles o patrones de conformación.
Clasificación PCT:
- B21D22/16 B21D 22/00 […] › sobre mandriles o patrones de conformación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de piezas de trabajo y máquina de laminación a presión para ello.
La invención se refiere a un procedimiento para la fabricación de piezas de trabajo de acuerdo con el preámbulo de la reivindicación 1.
Se conoce a partir del documento DE 10 2005 057 945 A1 un procedimiento de acuerdo con el preámbulo de la reivindicación 1. En procedimientos correspondientes se elaboran sobre todo pre-formas simétricas rotatorias a través de cilindros de presión, para fabricar, por ejemplo, rodillos de soporte, piezas de automóviles o botellas de gas. Con respecto a la solicitación de tales productos es deseable reforzar zonas ya durante el proceso de pre-moldeo. En la utilización de productos correspondientes se solicitan más fuertemente sobre todo las zonas centrales, de manera que se prefiere un refuerzo del material en esta zona. En particular, se prefieren aquí conformaciones con superficies interiores cóncavas o cónicas, que no se podían fabricar con los procedimientos de laminación a presión conocidos hasta ahora.
Por lo tanto, el problema de la invención es indicar un procedimiento del tipo mencionado al principio, con el que se pueden fabricar, a partir de una pre-forma, piezas de trabajo con superficie interior cóncava o cónica.
Este problema se soluciona a través de un procedimiento con las características de la reivindicación 1 o bien a través de una máquina de laminación a presión con las características de la reivindicación 10. Las formas de realización ventajosas se encuentran en las reivindicaciones dependientes.
De acuerdo con una primera forma de realización según la invención, la preforma, con preferencia un tubo cilíndrico, se extiende sobre los mandriles de una caja de husillo principal y de un contrapunto.
La caja de husillo principal y el contrapunto presentan, respectivamente, una carcasa de herramienta, que están dispuestas en cada caso concéntricamente alrededor de) mandril respectivo y que proporcionan un centrado exterior de la pre-forma. Los mandriles y la carcasa de la herramienta se pueden desplazar en cada caso paralelamente al eje de la máquina o bien al eje longitudinal de la pre-forma. Los mandriles presentan, respectivamente, superficies exteriores que se estrechan en una dirección y, en concreto, de tal manera que configuran una forma negativa de la superficie interior cóncava o cónica a conformar en la pre-forma. De acuerdo con la invención, a continuación se ejerce a través de uno o con preferencia varios cilindros de presión una presión sobre la superficie exterior de la pre-forma. Durante la elaboración, los lados dirigidos entre sí de los dos mandriles se mantienen en contacto mutuo. En este caso, los mandriles y la carcasa de la herramienta se mueven de tal forma que se lleva a cabo en primer lugar un flujo del material de la pre-forma a un espacio intermedio entre el mandril de contrapunto y la carcasa de la herramienta respectiva. A continuación se realiza un movimiento de la carcasa de la herramienta de la caja de husillo principal y del mandril respectivo, de tal manera que el flujo de material se realiza esencialmente en la dirección de la caja de husillo principal en la zona de la superficie exterior del mandril respectivo y de esta manera se termina la pieza de trabajo con superficie interior cóncava o cónica.
A continuación se explica en detalle la invención con la ayuda de las figuras 1 a 6 del dibujo.
La figura 1 muestra una vista de la sección longitudinal a través de una máquina de laminación a presión, que está diseñada para la realización del procedimiento de acuerdo con la invención, durante el empotramiento de la pre-forma y antes de la confluencia de los mandriles.
La figura 2 muestra la máquina dé la figura 1 con la pre-forma empotrada y antes de la confluencia de los mandriles.
La figura 3 muestra la máquina de la figura 1 antes del comienzo de la elaboración de la pre-forma de acuerdo con la invención.
La figura 4 muestra la situación de transformación después de la transformación de una parte de la pre-forma.
La figura 5 muestra la situación de transformación hacia el final de la transformación de la pre-forma.
La figura 6 muestra la máquina después de la retirada de la pieza de trabajo acabada.
La figura 7 muestra otra forma de realización de acuerdo con la invención con una vista de la sección longitudinal a través de una máquina de laminación a presión, que está diseñada para la realización del procedimiento de acuerdo con la invención, durante el empotramiento de la pre-forma y antes de la confluencia de los mandriles.
La figura 8 muestra la máquina de la figura 7 con pre-forma empotrada antes de la confluencia de los mandriles.
La figura 9 muestra la máquina de la figura 7 antes del comienzo de la elaboración de la pre-forma de acuerdo con la invención.
La figura 10 muestra la situación de transformación después de la transformación de una parte de la pre-forma.
La figura 11 muestra la situación de transformación al final de la transformación de la pre-forma.
La figura 12 muestra la máquina después de la retirada de la pieza de trabajo acabada.
La figura 13 muestra una tercera forma de realización de la máquina de laminación a presión de acuerdo con la invención en la vista de la sección longitudinal, que está configurada para la fabricación de botellas con un mandril extensible, antes del empotramiento de la pre-forma.
La figura 14 muestra la máquina de la figura 13 con la pre-forma empotrada.
La figura 15 muestra la máquina de la figura 13 en una situación de transformación después de la transformación de una parte de la pre-forma.
La figura 16 muestra la situación de transformación al final de la transformación de la pre-forma.
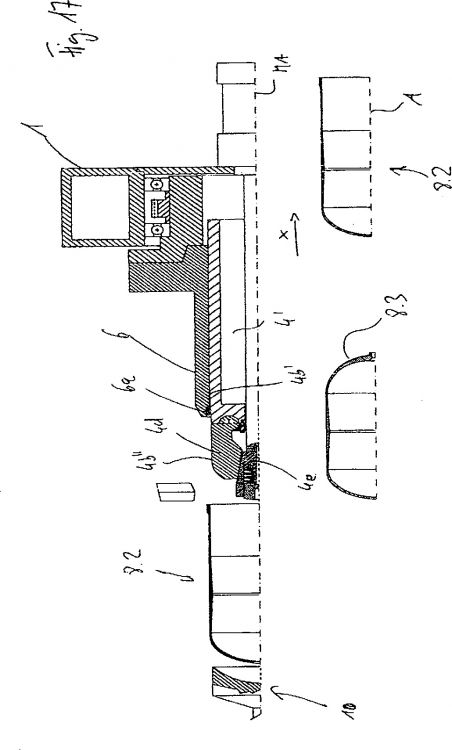
La figura 17 muestra la máquina durante la extracción de la pieza de trabajo acabada.
En las figuras 1 a 6 se representa una máquina de laminación a presión reproducida de forma esquemática, con la que se puede realizar el procedimiento de acuerdo con la invención.
El dispositivo representado en la figura 1 presenta una caja de husillo principal 1 y una carcasa de herramienta 6 respectiva con un mandril 4 guiado de forma desplazable axialmente en ella. La carcasa de la herramienta 6 y el mandril 4 se encuentran sobre un eje longitudinal MA común, que se extiende a través del centro del husillo principal S1 y del husillo de contrapunto S2. A través de un cilindro hidráulico H1 se puede desplazar axialmente el mandril 4 con relación a la carcasa de la herramienta 6. El mandril 4, como también el mandril 3, está equipado, respectivamente, con la forma negativa de la superficie interior de la pieza acabada 8.2a y 8.2b. En este caso, los diámetros mínimos se encuentran en el plano de las superficies frontales 3c y 4c dirigidas entre sí de los mandriles 3 y 4.
La carcasa de la herramienta 6 posee, frente al alojamiento del husillo principal, una taladro de alojamiento 6b con un elemento de arrastre 6a. El taladro de alojamiento 6b tiene el diámetro exterior de la pre-forma 8, de manera que la pre-forma 8 puede ser recibida a través del taladro de alojamiento 6b de forma centrada con respecto al eje longitudinal MA. Durante la inserción de la pre-forma 8, figura 1, el elemento de arrastre 6a sirve en primer lugar como posicionamiento axial de la pre-forma 8. Si se presiona la pre-forma 8 en la fase inicial de la transformación a través del mandril 3 del contrapunto, el elemento de arrastre 6a arrastra esta reforma durante la rotación del husillo principal S1 sobre la carcasa de la herramienta 6, Durante la transformación, la presión de apriete axial de la pre-forma es recibida a través de la fuerza de transformación axial de los cilindros de presión 7.
El contrapunto 2 con el husillo de contrapunto S2 y la carcasa de la herramienta 5 se pueden equipar, de acuerdo con el tamaño de la pre-forma 8 a transformar, también con un accionamiento de marcha sincronizada con el husillo principal S1. El husillo de contrapunto y la carcasa de la herramienta 5 se encuentran en el centro del eje longitudinal común MA y giran alrededor de éste.
El mandril 3 en la carcasa de la herramienta 5 está dispuesta de forma desplazable axialmente a través de un cilindro hidráulico H2.
De acuerdo con el tipo de la máquina de laminación a presión, se pueden desplazar la caja del husillo...
Reivindicaciones:
1. Procedimiento para la fabricación de piezas de trabajo, en el que una pre-forma (8) esencialmente cilíndrica es transformada por medio de al menos un cilindro de presión (7) en una pieza de trabajo (8.2) acabada, en el que se realizan tas siguientes etapas:
caracterizado porque la realización de la etapa c. se lleva a cabo de tal forma que material de la pre-forma (8) es desplazado a través del cilindro de presión (7) de tal forma que el mandril (3, 4') es desplazado a través del material expulsado.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque después de la etapa a. se realiza el acoplamiento de la otra sección de la pre-forma (8), opuesta a la primera sección, sobre un segundo mandril (4) desplazable paralelamente al eje longitudinal (A) de la pre-forma (8) y a continuación se hacen confluir el primero (4) y el segundo mandril (3), de tal forma que sus superficies (3b, 4b) que se encuentran en la pre-forma (8) forman aproximadamente una forma negativa de la superficie interior a conformar en la pre-forma (8).
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque los mandriles (3, 4) están acoplados durante el proceso de presión de apriete.
4. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el o los mandriles (3, 4, 4') son desplazados y/o girados axialmente en cualquier caso temporalmente a través del material que fluye posteriormente desde la pre-forma (8).
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque el desplazamiento se realiza en la dirección de la primera carcasa de la herramienta (5), conectada con un contrapunto (2), en la que el primer mandril (3) está alojado de forma desplazable.
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la pre-forma (8) es acoplada sobre el primer mandril (3) por medio de un elemento de arrastre (6a) que se encuentra en una carcasa de la herramienta (5, 6).
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado porque la pre-forma (8) se centra durante el acoplamiento por medio de un diámetro de centrado (3e) sobre el primer mandril (3).
8. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque se utiliza al menos un mandril (3, 4) con superficie exterior (3b, 4b, 4b') de forma cónica o de forma de doble cono (3b, 4b, 4b').
9. Procedimiento de acuerdo con una de las reivindicaciones anteriores, en el que solamente se transforma una sección de una pre-forma (8) simétrica rotatoria.
10. Máquina de laminación a presión, especialmente para la realización del procedimiento de acuerdo con una de las reivindicaciones anteriores, con al menos un mandril (3, 4, 4') alojado de forma desplazable paralelamente al eje de la máquina (MA), para el acoplamiento de una pre-forma (8) a transformar y con al menos un rodillo de transformación (7) para la transformación de la pre-forma (8), en la que la superficie exterior de al menos un mandril (3, 4, 4') está configurada de tal forma que presenta en la zona de una pre-forma (8) acoplada una zona que se estrecha cónicamente, que forma esencialmente la forma negativa de una superficie interior a conformar en la pre-forma (8), caracterizada porque el al menos un mandril (3, 4, 4') está alojado de tal forma qué es desplazado y/o girado durante la transformación a través del material expulsado desde la pre-forma (8) a través de cilindros de presión.
11. Máquina de laminación a presión de acuerdo con la reivindicación 10, caracterizada porque presenta, además, una caja de husillo principal (1) con una carcasa de herramienta (6) y otro mandril (4) respectivo, alojado de forma desplazable paralelamente al eje de la máquina (MA).
12. Máquina de laminación a presión de acuerdo con la reivindicación 11, caracterizada porque, además, está previsto un contrapunto (2) con el mandril (3) respectivo, alojado de forma desplazable paralelamente al eje de la máquina (MA), en la que los dos mandriles (3, 4) están dispuestos concéntricamente y en la que los dos mandriles (3, 4) están dirigidos con su lado frontal (3c, 4c) uno hacia el otro y se estrechan en cada caso cónicamente hacia sus lados frontales (3c, 4c).
13. Máquina de laminación a presión de acuerdo con la reivindicación 12, caracterizada porque, además, está prevista una carcasa de herramienta (5) asociada al contrapunto (2), alojada de forma desplazable paralelamente al eje de la máquina (MA).
14. Máquina de laminación a presión de acuerdo con una de las reivindicaciones 11 a 13, caracterizada porque el mandril (3) presenta un pivote (3a), que se puede insertar para el centrado con el otro mandril (4) en un taladro (4a) previsto en éste otro mandril.
15. Máquina de laminación a presión de acuerdo con una de las reivindicaciones 10 a 14, caracterizada porque el al menos un mandril (3, 4, 4') presenta un elemento de centrado para la pre-forma (8) a alojar.
16. Máquina de laminación a presión de acuerdo con una de las reivindicaciones 10 a 15, caracterizada porque está previsto un mandril (4') con una instalación extensible.
Patentes similares o relacionadas:
Método para la fabricación de un cuerpo moldeado metálico que presenta un buje, así como un dispositivo para realizar el método, del 26 de Febrero de 2020, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Método para la fabricación de un buje que presenta un cuerpo moldeado de metal, especialmente acero, que presenta una parte inferior […]
Procedimiento y dispositivo para la deformación incremental de una pieza de trabajo metálica, del 7 de Agosto de 2019, de Leifeld Metal Spinning AG: Procedimiento para la deformación incremental de una pieza de trabajo metálica, con - al menos un husillo en el que se sujeta la pieza de trabajo, […]
 Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Un disco de separación para un separador centrífugo y un método para la fabricación del disco de separación, del 17 de Octubre de 2018, de ALFA LAVAL CORPORATE AB: Un disco de separación para un separador centrífugo, siendo el disco de separación de material metálico y estando adaptado para ser comprimido en una […]
Proceso de conformación por rotación y aparato para fabricar artículos mediante conformación por rotación, del 3 de Enero de 2018, de CAMBRIDGE ENTERPRISE LIMITED: Un proceso de conformación por rotación para fabricar un artículo de una forma requerida a partir de una pieza de trabajo , teniendo la pieza de trabajo, […]
Elemento de tubería con superficie de apoyo, ranura y reborde y procedimientos y dispositivos para su fabricación, del 20 de Septiembre de 2017, de VICTAULIC COMPANY: Conjunto que comprende un elemento de tubería , una superficie de apoyo , un reborde y una ranura ; en donde • el elemento de tubería tiene […]
Máquina de conformación para presionar/laminar a presión y procedimiento para presionar/laminar a presión, del 26 de Abril de 2017, de Leifeld Metal Spinning AG: Máquina de conformación para presionar/laminar a presión una pieza de trabajo con una - bancada de máquina , - un cabezal portafresa […]
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]