Procedimiento y estación de sellado para sellar envases.
Procedimiento para sellar al menos un envase (15, 38) mediante una parte inferior de la herramienta de sellado (10) que soporta el envase (15,
38), una parte superior de la herramienta de sellado (11) y una placa de sellado (25), estando la parte inferior de la herramienta de sellado (10) configurada mediante un accionamiento (19) que actúa en la parte inferior de la herramienta de sellado (10) para realizar un movimiento de elevación,
realizándose el movimiento de elevación en un movimiento continuo uniforme desde una posición descendida que aloja el envase (15, 38), a través de una posición intermedia en la que se realiza un enganche del envase (15, 38) entre la parte inferior de la herramienta de sellado (10) y la placa de sellado (25), hasta una posición final en la que la parte inferior de la herramienta de sellado (10) y la placa de sellado (25) están elevadas conjuntamente con respecto a la posición intermedia mediante el accionamiento (19), caracterizado porque como accionamiento (19) para la parte inferior de la herramienta de sellado (10) se utiliza un motor (20), preferiblemente un motor asincrónico, con un husillo (22) integrado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12004411.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Inventor/es: ICKERT,LARS, MADER,ANDREAS, LANGER,BERNHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B51/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por elementos oscilantes o de movimiento alternativo.
- B65B7/16 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
PDF original: ES-2476315_T3.pdf
Fragmento de la descripción:
Procedimiento y estación de sellado para sellar envases.
La invención se refiere a un procedimiento para sellar al menos un envase según el preámbulo de la reivindicación 1 así como a una estación de sellado para una máquina de envasado.
Procedimientos y estaciones de sellado correspondientes se conocen por ejemplo por el documento DE 10 2008 023 319 A1 o por el documento DE 10 2008 052 423 A1. A este respecto, habitualmente se forma entre una parte superior de la herramienta de sellado y una parte inferior de la herramienta de sellado una cámara herméticamente cerrada para poder evacuar y/o gasificar los envases a sellar. Un alojamiento de bandeja que soporta los envases se puede elevar para desplazar las bandejas y una lámina de tapa situada sobre estas bandejas contra una herramienta de sellado. Mediante el calor de la placa de sellado y la presión que se genera durante el apriete de la parte superior de la herramienta de sellado sobre el alojamiento de bandeja se sella la lámina de tapa sobre las bandejas.
El documento US 2004/0098947 A1 muestra un dispositivo de sellado con un accionamiento a motor para elevar un alojamiento de bandeja junto con una bandeja llenada con un producto con respecto a una parte superior de la herramienta de sellado.
El objetivo de la presente invención es mejorar los procedimientos y estaciones de sellado anteriores con medios lo más sencillos posible con respecto a la construcción para obtener un proceso de sellado más rápido, mientras que al mismo tiempo al menos se mantenga o incluso se mejore adicionalmente la calidad de una costura de sellado generada con el sellado.
Este objetivo se soluciona mediante un procedimiento con las características de la reivindicación 1 o mediante una estación de sellado con las características de la reivindicación 7. Perfeccionamientos ventajosos de la invención se indican en las reivindicaciones dependientes.
El procedimiento según la invención prevé que el movimiento de elevación de la parte inferior de la herramienta de sellado se realice en un movimiento continuo uniforme desde una posición que aloja el envase, por una posición intermedia en la que se realiza un enganche del envase entre la parte inferior de la herramienta de sellado y la placa de sellado, hasta una posición final superior en la que la parte inferior de la herramienta de sellado y la placa de sellado están elevadas conjuntamente con respecto a la posición intermedia mediante el accionamiento. Al realizarse este movimiento de elevación en un movimiento continuo uniforme, se omite la detención del envase durante la evacuación y/o la gasificación del envase que hasta ahora siempre existía. Con ello, se omite al mismo tiempo también el frenado necesario para la detención y la nueva aceleración del envase. De ello resulta por un lado una ganancia de tiempo, es decir, un tiempo acortado del proceso de sellado, por otro lado un ahorro de energía, ya que se omite la energía para el frenado y la aceleración.
Aun así, en la invención se puede garantizar un tiempo de sellado lo suficientemente largo y una calidad correspondiente de la costura de sellado. Esto se realiza porque la parte inferior de la herramienta de sellado y la placa de sellado se mueven conjuntamente como “paquete” desde la posición intermedia hasta la posición final situada más alta y mientras tanto alojan el envase entre sí. De este modo, se dispone de todo el tiempo del movimiento desde la posición intermedia hasta la posición final para el sellado, dado el caso también del tiempo de un movimiento inverso desde la posición final de vuelta hasta la posición intermedia. Además, si es necesario, el tiempo de sellado se podría prolongar de cualquier manera por un tiempo de mantenimiento adecuado en la posición final.
Resulta especialmente preferible en la invención sobre todo el hecho de que la fuerza del mecanismo elevador o del accionamiento para la parte inferior de la herramienta de sellado se pueda aprovechar para conseguir una presión de contacto durante el sellado. Por ejemplo, se puede utilizar un motor de corriente trifásica económico en comparación con un husillo accionado por el mismo como accionamiento para la parte inferior de la herramienta de sellado. Incluso cuando en la posición intermedia la parte inferior de la herramienta de sellado haya hecho tope con la placa de sellado y arrastre esta última a continuación, la inercia elevada en comparación de los componentes del motor de corriente trifásica y del husillo y la fuerza del impacto de la parte inferior de la herramienta de sellado sobre la placa de sellado provocan fuerzas de sellado lo suficientemente elevadas.
Preferiblemente, está prevista una unidad de amortiguación que amortigua el movimiento de la placa de sellado con respecto a la parte superior de la herramienta de sellado. Esta unidad de amortiguación hace que haya una contrapresión adecuada de la placa de sellado contra el envase a sellar. Además, la unidad de amortiguación puede absorber la energía cinética de la parte inferior de la herramienta de sellado y de la placa de sellado y convertirla en energía potencial. Tras recorrer la posición final o tras un tiempo de mantenimiento opcional en la posición final, la unidad de amortiguación puede volver a emitir la energía potencial almacenada en forma de energía cinética a la placa de sellado y la parte inferior de la herramienta de sellado, esto es, puede acelerar estos dos componentes hacia abajo. De este modo se aumenta adicionalmente la eficacia energética del procedimiento según la invención.
Resulta conveniente cuando en la posición final de la parte inferior de la herramienta de sellado y la placa de sellado una dureza o una constante de resorte de la unidad de amortiguación aumente bruscamente. Esto se podría conseguir porque la unidad de amortiguación por ejemplo presenta uno o varios resortes helicoidales o resortes de disco que al alcanzar la posición final “se encuentran en bloque”, es decir, que las distancias entre los elementos del resorte se reducen hasta cero. El aumento brusco de la dureza o de la constante de resorte de la unidad de amortiguación puede definir la posición final y evitar un contacto directo, posiblemente no deseado, entre la placa de sellado y la parte superior de la herramienta de sellado.
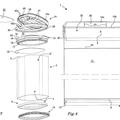
En una variante de realización favorable, una lámina de tapa se engancha, antes de alcanzar la posición intermedia, entre la parte inferior de la herramienta de sellado por debajo de un marco de sujeción. Esto tiene la ventaja de que se estabilice la posición de la lámina de tapa con respecto a la bandeja de envase. El marco de sujeción podría estar suspendido a este respecto elásticamente en la parte superior de la herramienta de sellado.
Opcionalmente, durante el movimiento de elevación de la parte inferior de la herramienta de sellado se puede realizar un corte de la lámina de tapa. En particular, esto se podría realizar durante el movimiento desde la posición intermedia hasta la posición final. Esto ofrecería la ventaja de que el envase ya estuviera individualizado al final del proceso de sellado y ya no estuviera unido con otros envases a través de la lámina de tapa.
Cuando se debe ofrecer una posibilidad de prolongar la duración de sellado, se podría tomar una medida para mantener la parte inferior de la herramienta de sellado y la placa de sellado en la posición final superior durante un tiempo de mantenimiento que dado el caso se puede predefinir de forma variable. Para este fin podría estar previsto un bloqueo para la parte inferior de la herramienta de sellado, por ejemplo un mecanismo de retención liberable que se engancha en la parte inferior de la herramienta de sellado en la posición final. De forma adicional o alternativa podría estar previsto un freno que actúa en el accionamiento y que se puede activar temporalmente para mantener la parte inferior de la herramienta de sellado en su posición final.
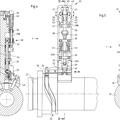
La invención se refiere también a una estación de sellado para una máquina de envasado que puede estar configurada de manera conveniente para realizar un procedimiento del tipo anteriormente descrito. Esta estación de sellado comprende una parte inferior de la herramienta de sellado que aloja un envase, una parte superior de la herramienta de sellado y una placa de sellado, estando previsto un accionamiento para accionar un movimiento de elevación de la parte inferior de la herramienta de sellado. La placa de sellado está suspendida a través de una unidad de amortiguación en la parte superior de la herramienta de sellado para poder participar en el movimiento de elevación de la parte inferior de la herramienta de sellado en una posición de sellado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para sellar al menos un envase (15, 38) mediante una parte inferior de la herramienta de sellado (10) que soporta el envase (15, 38) , una parte superior de la herramienta de sellado (11) y una placa de sellado (25) , estando la parte inferior de la herramienta de sellado (10) configurada mediante un accionamiento (19) que actúa en la parte inferior de la herramienta de sellado (10) para realizar un movimiento de elevación, realizándose el movimiento de elevación en un movimiento continuo uniforme desde una posición descendida que aloja el envase (15, 38) , a través de una posición intermedia en la que se realiza un enganche del envase (15, 38) entre la parte inferior de la herramienta de sellado (10) y la placa de sellado (25) , hasta una posición final en la que la parte inferior de la herramienta de sellado (10) y la placa de sellado (25) están elevadas conjuntamente con respecto a la posición intermedia mediante el accionamiento (19) , caracterizado porque como accionamiento (19) para la parte inferior de la herramienta de sellado (10) se utiliza un motor (20) , preferiblemente un motor asincrónico, con un husillo (22) integrado.
2. Procedimiento según la reivindicación 1, caracterizado porque una unidad de amortiguación (26) amortigua el movimiento de la placa de sellado (25) con respecto a la parte superior de la herramienta de sellado (11) .
3. Procedimiento según la reivindicación 2, caracterizado porque en la posición final de la parte inferior de la herramienta de sellado (10) y la placa de sellado (25) una dureza de la unidad de amortiguación (26) aumenta de forma brusca.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque antes de alcanzar la posición intermedia una lámina de tapa (3) se engancha entre la parte inferior de la herramienta de sellado (10) y un marco de sujeción (32) .
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque durante el movimiento de elevación de la parte inferior de la herramienta de sellado (10) , en particular durante el movimiento desde la posición intermedia hasta la posición final, se realiza una separación de una lámina de tapa (3) .
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque un bloqueo y/o un freno (23) que actúa en el accionamiento (19) mantiene la parte inferior de la herramienta de sellado (10) temporalmente en su posición final.
7. Estación de sellado (2) para una máquina de envasado (1) para sellar al menos un envase (15, 38) , presentando la estación de sellado (2) una parte inferior de la herramienta de sellado (10) que aloja un envase (15, 38) , una parte superior de la herramienta de sellado (11) y una placa de sellado (25) , estando previsto un accionamiento (19) para accionar un movimiento de elevación de la parte inferior de la herramienta de sellado (10) , estando la placa de sellado (25) suspendida a través de una unidad de amortiguación (26) en la parte superior de la herramienta de sellado (11) para poder participar en el movimiento de elevación de la parte inferior de la herramienta de sellado (10) en una posición de sellado enganchando el envase (15, 38) entre sí y la parte inferior de la herramienta de sellado (10) , caracterizada porque como accionamiento (19) para la parte inferior de la herramienta de sellado (10) existe un motor (20) , preferiblemente un motor asincrónico, con un husillo (22) integrado.
8. Estación de sellado según la reivindicación 7, caracterizada porque la unidad de amortiguación (26) está configurada de modo que en la posición final de la parte inferior de la herramienta de sellado (10) y la placa de sellado (25) una dureza de la unidad de amortiguación (26) aumenta de forma brusca.
9. Estación de sellado según una de las reivindicaciones 7 u 8, caracterizada porque la unidad de amortiguación
(26) comprende un elemento de resorte (28) , un elemento con elasticidad de goma, un amortiguador neumático, un resorte neumático y/o componentes hidráulicos.
10. Estación de sellado según una de las reivindicaciones 7 a 9, caracterizada porque en la parte superior de la herramienta de sellado (11) está previsto un marco de sujeción (32) que se puede mover con respecto a la misma para enganchar una lámina de tapa (3) entre la parte inferior de la herramienta de sellado (10) y el marco de sujeción (32) .
11. Estación de sellado según la reivindicación 10, caracterizada porque el marco de sujeción (32) está montado elásticamente en la parte superior de la herramienta de sellado (11) .
12. Estación de sellado según una de las reivindicaciones 7 a 11, caracterizada porque está prevista una guía (24) para guiar el movimiento de la placa de sellado (25) con respecto a la parte superior de la herramienta de sellado (11) .
13. Estación de sellado según unas de las reivindicaciones 7 a 12, caracterizada porque una cuchilla de corte (31) para separar una lámina de tapa (3) está fijada, en particular está fijada de manera rígida, en la parte inferior de la herramienta de sellado (10) o en la parte superior de la herramienta de sellado (11) .
14. Estación de sellado según una de las reivindicaciones 7 a 13, caracterizada porque está previsto un tope (29)
para fijar la posición final de la placa de sellado (25) .
15. Estación de sellado según una de las reivindicaciones 7 a 14, caracterizada porque está previsto un bloqueo para bloquear la parte inferior de la herramienta de sellado (10) en su posición final y/o un freno (23) que actúa en el accionamiento (19) .
16. Máquina de envasado (1) con una estación de sellado (25) según una de las reivindicaciones 7 a 15.
Patentes similares o relacionadas:
Envasado de chips comestibles de aperitivo, del 15 de Julio de 2020, de Frito-Lay Trading Company GmbH (100.0%): Un procedimiento para envasar chips comestibles de aperitivo , comprendiendo dicho procedimiento las siguientes etapas: a) proporcionar […]
Dispositivo y procedimiento para formar las superficies de gablete de envases con gablete oblicuo, del 3 de Junio de 2020, de SIG TECHNOLOGY AG: Dispositivo para formar las superficies de gablete de envases con gablete oblicuo, que comprende: - una instalación de transporte con celdas fijadas […]
 Dispositivo para cerrar en un solo lado mangas de envase para la fabricación de envases compuestos, del 29 de Abril de 2020, de SIG TECHNOLOGY AG: Dispositivo para cerrar en un solo lado mangas de envase (S) para la fabricación de envases compuestos, en particular envases compuestos de cartón/plástico, mediante […]
Dispositivo para cerrar en un solo lado mangas de envase para la fabricación de envases compuestos, del 29 de Abril de 2020, de SIG TECHNOLOGY AG: Dispositivo para cerrar en un solo lado mangas de envase (S) para la fabricación de envases compuestos, en particular envases compuestos de cartón/plástico, mediante […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Dispositivos para envasar bandejas, del 29 de Enero de 2020, de Scolaro, Mauro: Un dispositivo para envasar bandejas, que comprende una estación de termosellado y corte para termosellar una película en el borde […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]