Prensa plegadora con un dispositivo de posicionamiento de piezas de trabajo así como un procedimiento para la explotación.
Procedimiento para la explotación de un dispositivo de fabricación (1) con al menos una prensa plegadora (2) y un dispositivo de manipulación de piezas de trabajo (3) y con un dispositivo de control (24) central y un dispositivo de posicionamiento de piezas de trabajo (16) con un primer dispositivo de tope (17) y con al menos otro dispositivo de tope (17) con dedos de tope (59) desplazables en una dirección del eje X (57) que discurre perpendicularmente a un plano de plegado (56) para el posicionamiento de una pieza de trabajo (4) sobre un primer útil de plegado (12) para una conformación por plegado entre el primer útil de plegado (12) y un segundo útil de plegado desplazable en relación a éste,
y en el que el dispositivo de tope (17) presenta un módulo de carro (36) que se puede desplazar en una disposición de guiado lineal en una dirección del eje Z (44) que discurre en paralelo al plano de plegado (56) y un plano de soporte (66), y el módulo de carro (36) presenta un porta-dedos (46) que soporta de forma desplazable el dedo de tope (59) y que se puede desplazar en relación al módulo de carro (36) en una vía de guiado (49) del módulo de carro (36) en una dirección del eje R (47) que discurre perpendicularmente al plano de soporte (66) mediante un medio de accionamiento (50) de una primera disposición de accionamiento (53), caracterizado porque los dedos de tope (59) se pueden desplazar a una posición inicial de tope (78) en la dirección del eje X (57) con una superficie de tope (60) en una distancia (79) que sobresale de una posición final de tope (80) predeterminada en sentido opuesto a una dirección de suministro de la pieza de trabajo (4), después de lo cual la pieza de trabajo (4) se desplaza en la dirección de la posición final de tope (80) con el dispositivo de manipulación de piezas de trabajo (3) en la dirección de suministro de la pieza de trabajo (4) mediante apoyo de una superficie de apoyo de la pieza de trabajo (83) en las superficie de tope (60) de los dedos de tope (59), y a partir de las señales de impulso de tope del primer y el otro dispositivo de tope (17) y los datos de posición detectados cíclicamente del primer y el otro dispositivo de tope (17), durante el proceso de desplazamiento posterior de la pieza de trabajo a la posición final de tope (80) se corrige una posición errónea de la pieza de trabajo mediante la regulación de vía del dispositivo de manipulación de piezas de trabajo (3) según un algoritmo de regulación almacenado en el dispositivo de control (24), siendo activado un medio de accionamiento (62) para el desplazamiento del dedo de tope (59) en relación al porta-dedos (46) en forma de un servomotor excitado a través de un circuito de medida y regulación (25) del dispositivo de control (24) en una disposición de accionamiento (61) del dedo de tope (59) durante el desplazamiento del dedo de tope (59) con la pieza de trabajo (4) de la posición inicial de tope (78) a la posición final de tope (80) y el retorno del dedo de tope (59) a la posición inicial de tope (78).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2011/000212.
Solicitante: Trumpf Maschinen Austria GmbH & CO. KG.
Nacionalidad solicitante: Austria.
Dirección: Industriepark 24 4061 Pasching AUSTRIA.
Inventor/es: REITER, THOMAS, FISCHEREDER,Bernhard.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D43/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas).
- B21D43/10 B21D […] › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › por medio de tenazas o pinzas.
- B21D43/26 B21D 43/00 […] › Paradas.
- B21D5/00 B21D […] › Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad).
- B21D5/02 B21D […] › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › sobre prensas particulares sin fijación de la pieza.
PDF original: ES-2511654_T3.pdf
Fragmento de la descripción:
Prensa plegadora con un dispositivo de posicionamiento de piezas de trabajo así como un procedimiento para la explotación
La invención se refiere a un procedimiento para la explotación de una prensa plegadora según se describe en el preámbulo de la reivindicación 1, así como una prensa plegadora según se describe en el preámbulo de la reivindicación 14 y un dispositivo de fabricación según el preámbulo de la reivindicación 27.
Por el documento EP 738 19 A1 se conoce un procedimiento y un dispositivo para el suministro exacto en posición de las piezas de trabajo en forma de chapa para la ejecución de una operación de plegado entre los útiles de plegado de una prensa plegadora. La pieza de trabajo se lleva a la zona de trabajo entre los útiles de plegado con un dispositivo de agarre de un dispositivo de manipulación y se posiciona en referencia a una línea de plegado predeterminada conforme a los datos medidos por al menos dos dedos de tope dotados con sensores de medida mediante excitación correspondiente de los movimientos de desplazamiento del dispositivo de agarre del dispositivo de manipulación, después de lo cual se realiza el proceso de plegado mediante la activación del accionamiento de prensa.
Por el documento AT 42 372 B, para el suministro de piezas de trabajo en una zona de trabajo entre los útiles de plegado ajustables en relación uno respecto a otro de una prensa plegadora mediante manipuladores, está previsto un dispositivo de detección de la posición mediante el que se determina la posición de una superficie de referencia de la pieza de trabajo con vistas a la orientación respecto a un plano de plegado y al aparecer una desviación de una posición predeterminada se realiza un reajuste mediante procesos de desplazamiento del dispositivo de manipulación.
Por el documento US 4,76,491 A se conoce una prensa plegadora manejable con una pieza de trabajo para la realización de un proceso de plegado y un procedimiento para el posicionamiento de la pieza de trabajo antes de su inserción entre los útiles de plegado de la prensa plegadora. Según esta configuración la prensa plegadora presenta en una superficie dirigida hacia el manipulador de una barra de prensa un dispositivo de tope, contra el que se aplica la pieza de trabajo con una superficie de referencia mediante el manipulador y por consiguiente se determina una posición de referencia, partiendo de la que se posiciona el desplazamiento del manipulador para el posicionamiento de la parte de trabajo en referencia a un plano de plegado predeterminado por los útiles de plegado en la zona de trabajo entre los útiles de plegado.
El objetivo de la invención es crear un procedimiento para la explotación de una prensa plegadora, así como una prensa plegadora y un dispositivo de fabricación con un dispositivo de posicionamiento de piezas de trabajo para un proceso de posicionamiento manual y automático, a fin de minimizar los tiempos muertos improductivos y alcanzar una elevada exactitud de posicionamiento y seguridad de manejo.
Este objetivo de la invención se consigue mediante las medidas reflejadas en la parte caracterizadora de la reivindicación 1. En este caso la ventaja es que el proceso de carga de la prensa plegadora con la pieza de trabajo a conformar incluye un proceso de orientación de la pieza de trabajo eventualmente necesario por un error de agarre en referencia a un plano de plegado, es decir, se desarrolla simultáneamente a éste y de este modo se economiza un tiempo muerto esencial para el proceso de posicionamiento.
En este caso son ventajosas las medidas ventajosas de las reivindicaciones 2 a 12.
Pero el objetivo de la invención se consigue ventajosamente mediante una prensa plegadora según las características caracterizadoras de la reivindicación 13, dado que de este modo el elemento de posicionamiento de los dedos de tope, esencial para el posicionamiento exacto de la pieza de trabajo, referido a la globalidad del dispositivo de tope presenta una pequeña masa y debido a ello se consiguen tiempos de ajuste cortos debido a la posibilidad de una aceleración elevada en caso de fuerza de accionamiento elevada y por consiguiente se consiguen procesos de desplazamiento aun más sensibles.
En las reivindicaciones 14 a 25 se describen configuraciones ventajosas.
Pero el objetivo de la invención también se consigue mediante un dispositivo de fabricación según se caracteriza en la reivindicación 26, porque las máquinas plegadoras están dispuestas a una distancia una respecto a otra con orientación alineada de las barras de banco fijas y los módulos de vía de tope dispuestos opuestos unos a otros en la barra de banco de las prensas plegadoras cubriendo la distancia están conectados a través de un módulo de puente con las guías lineales para el dispositivo de tope del dispositivo de posicionamiento de piezas de trabajo. En este caso es ventajosa la estructura modular para la creación de células de fabricación adaptadas a las necesidades mediante la posibilidad de combinación de tipos de máquinas diferentes de las prensas plegadoras y su diseño racional y con vistas a procesos de fabricación variables por una multiplicidad de productos a generar y una ampliabilidad de series de productos de un dispositivo de fabricación semejante y uso de componentes prefabricados para el encadenamiento de las instalaciones.
En este caso también son ventajosas las configuraciones según las reivindicaciones 28 a 33.
Para la mejor compresión de la invención, ésta se explica más en detalle mediante las figuras siguientes.
Muestran respectivamente en representación muy simplificada esquemáticamente:
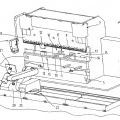
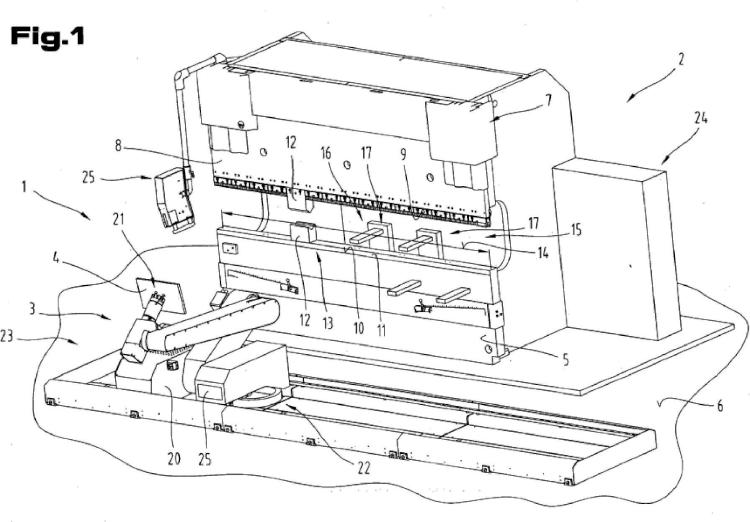
Fig. 1 una prensa plegadora según la invención en vista simplificada en perspectiva;
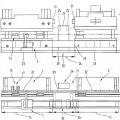
Fig. 2 un dispositivo de fabricación con máquinas plegadoras encadenadas formando una célula de fabricación en
vista;
Fig. 3 el dispositivo de fabricación en sección según las líneas III - III en la fig. 2;
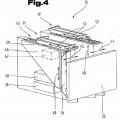
Fig. 4 una dispositivo de posicionamiento de piezas de trabajo con dos dispositivos de tope en vista simplificada en
perspectiva;
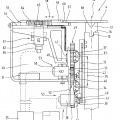
Fig. 5 un dispositivo de tope del dispositivo de posicionamiento de piezas de trabajo, parcialmente en sección;
Fig. 6 representación de un proceso de posicionamiento con el dispositivo de posicionamiento de piezas de trabajo -
etapa 1;
Fig. 7 representación de un proceso de posicionamiento con el dispositivo de posicionamiento de piezas de trabajo - etapa 2;
Fig. 8 representación de un proceso de posicionamiento con el dispositivo de posicionamiento de piezas de trabajo - etapa 3;
Fig. 9 una configuración posible de la prensa plegadora según la invención en vista;
Fig. 1 la prensa plegadora en sección según las líneas X - X en la fig. 9;
Fig. 11 otra configuración del dispositivo de tope de la prensa plegadora según la invención en representación
simplificada y posicionamiento de un útil de plegado con él;
Fig. 12 otra configuración del dispositivo de tope de la prensa plegadora según la invención en representación simplificada para un proceso de tope de una pieza de trabajo.
Como introducción se determina que en las formas de realización descritas diferentemente las mismas piezas se proveen de las mismas referencias o mismas designaciones de componentes, pudiéndose transferir las revelaciones contenidas en toda la descripción según el sentido sobre las mismas piezas con las mismas referencias o mismas designaciones de componentes. Las indicaciones de posición seleccionadas en la descripción, como por ejemplo arriba, abajo, lateralmente, etc. se refieren a la figura descrita o representada directamente y en el caso de una modificación de posición se pueden transferir según el sentido a la nueva posición. Además, las características individuales o combinaciones de características de los diferentes ejemplos de realización mostrados y descritos también pueden representar soluciones autónomas en sí, inventivas o según la invención.
Todas las indicaciones de rangos de valores en la descripción concreta se deben entender de modo que éstos comprenden cualquier y todos los rangos parciales de ellos, por ejemplo, la indicación 1 a 1 se debe entender de modo que están comprendidos todos los rangos parciales, partiendo del límite inferior 1 y el límite superior 1, es decir, todos los rangos parciales comienzan con un límite inferior de 1 o mayor y terminan en un límite superior de 1 o menor, por ejemplo, 1 a 1,7 ó 3,2 a 8,1 ó 5,5 a 1.
En la fig. 1 se muestra un dispositivo de fabricación 1 con al menos una prensa plegadora 2 y un dispositivo de manipulación de piezas de trabajo 3 para la... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la explotación de un dispositivo de fabricación (1) con al menos una prensa plegadora (2) y un dispositivo de manipulación de piezas de trabajo (3) y con un dispositivo de control (24) central y un dispositivo de posicionamiento de piezas de trabajo (16) con un primer dispositivo de tope (17) y con al menos otro dispositivo de tope (17) con dedos de tope (59) desplazables en una dirección del eje X (57) que discurre perpendicularmente a un plano de plegado (56) para el posicionamiento de una pieza de trabajo (4) sobre un primer útil de plegado (12) para una conformación por plegado entre el primer útil de plegado (12) y un segundo útil de plegado desplazable en relación a éste, y en el que el dispositivo de tope (17) presenta un módulo de carro (36) que se puede desplazar en una disposición de guiado lineal en una dirección del eje Z (44) que discurre en paralelo al plano de plegado (56) y un plano de soporte (66), y el módulo de carro (36) presenta un porta-dedos (46) que soporta de forma desplazable el dedo de tope (59) y que se puede desplazar en relación al módulo de carro (36) en una vía de guiado (49) del módulo de carro (36) en una dirección del eje R (47) que discurre perpendicularmente al plano de soporte (66) mediante un medio de accionamiento (5) de una primera disposición de accionamiento (53), caracterizado porque los dedos de tope (59) se pueden desplazar a una posición inicial de tope (78) en la dirección del eje X (57) con una superficie de tope (6) en una distancia (79) que sobresale de una posición final de tope (8) predeterminada en sentido opuesto a una dirección de suministro de la pieza de trabajo (4), después de lo cual la pieza de trabajo (4) se desplaza en la dirección de la posición final de tope (8) con el dispositivo de manipulación de piezas de trabajo (3) en la dirección de suministro de la pieza de trabajo (4) mediante apoyo de una superficie de apoyo de la pieza de trabajo (83) en las superficie de tope
(6) de los dedos de tope (59), y a partir de las señales de impulso de tope del primer y el otro dispositivo de tope (17) y los datos de posición detectados cíclicamente del primer y el otro dispositivo de tope (17), durante el proceso de desplazamiento posterior de la pieza de trabajo a la posición final de tope (8) se corrige una posición errónea de la pieza de trabajo mediante la regulación de vía del dispositivo de manipulación de piezas de trabajo (3) según un algoritmo de regulación almacenado en el dispositivo de control (24), siendo activado un medio de accionamiento (62) para el desplazamiento del dedo de tope (59) en relación al porta-dedos (46) en forma de un servomotor excitado a través de un circuito de medida y regulación (25) del dispositivo de control (24) en una disposición de accionamiento
(61) del dedo de tope (59) durante el desplazamiento del dedo de tope (59) con la pieza de trabajo (4) de la posición inicial de tope (78) a la posición final de tope (8) y el retorno del dedo de tope (59) a la posición inicial de tope (78).
2.- Procedimiento según la reivindicación 1, caracterizado porque la señal de impulso de tope se genera como señal de posición por el circuito de medida y regulación (25) en el caso de un cambio de posición del dedo de tope (59) desde una posición inicial de tope (78) predeterminada, provocado por el proceso de tope de la pieza de trabajo (4) en el dedo de tope (59).
3.- Procedimiento según la reivindicación 1, caracterizado porque la señal de impulso de tope se genera como señal de carga por el circuito de medida y regulación (25) en caso de un cambio de potencia, provocado por el proceso de tope, de una potencia motriz predeterminada del medio de accionamiento (62) de la disposición de accionamiento (61) del dedo de tope (59).
4.- Procedimiento según la reivindicación 1, caracterizado porque la excitación de la disposición de accionamiento (61) del dedo de tope (59) se realiza de forma regulada en velocidad y/o potencia y/o fuerza y/o par en función de los parámetros del sistema y de la pieza de trabajo almacenados en el dispositivo de control (24).
5.- Procedimiento según la reivindicación 1, caracterizado porque el dedo de tope (59) se desplaza de forma activa en la dirección de la posición final de tope (8) por la disposición de accionamiento (61) durante el proceso de tope, siendo una velocidad de desplazamiento del dedo de tope (59) menor que una velocidad de suministro de la pieza de trabajo
(4).
6.- Procedimiento según la reivindicación 4, caracterizado porque una resistencia al desplazamiento que actúa en sentido opuesto al movimiento de tope por la disposición de accionamiento (61) del dedo de tope (59) se puede regular partiendo de los parámetros del sistema y de la pieza de trabajo.
7.- Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque la resistencia al desplazamiento se obtiene a través de la regulación de la potencia de accionamiento, por ejemplo par de fuerzas, de un medio de accionamiento (62) de la disposición de accionamiento (61) del dedo de tope (59).
8.- Procedimiento según la reivindicación 2 ó 3, caracterizado porque las señales de impulso de tope determinadas por el circuito de medida y regulación (25) del dispositivo de control (24) forman los parámetros de control para la excitación del dispositivo de manipulación de piezas de trabajo (3).
9.- Procedimiento según la reivindicación 1, caracterizado porque una velocidad de aproximación del dedo de tope (59) está reducida en una zona de aproximación a la posición inicial de tope (78).
1.- Procedimiento según la reivindicación 8, caracterizado porque una fuerza de desplazamiento aplicada por el
medio de accionamiento (62) del dedo de tope (59) se reduce en la zona de aproximación a la posición inicial de tope (78).
11Procedimiento según la reivindicación 9, caracterizado porque la fuerza de desplazamiento provocada en la zona de aproximación a la posición inicial de tope (78) es menor o igual a 15 N.
12.- Procedimiento según la reivindicación 1, caracterizada porque la zona de aproximación a la posición inicial de tope es igual / menor a 5 mm.
13.- Prensa plegadora (2) con un dispositivo de control (24) central y un dispositivo de posicionamiento de piezas de trabajo (16) con un primer dispositivo de tope (17) y con al menos otro dispositivo de tope (17) con dedos de tope (59) desplazabas en una dirección del eje X (57) que discurre perpendicularmente a un plano de plegado (56) para el posicionamiento de una pieza de trabajo (4) sobre un primer útil de plegado (12) para una conformación por plegado entre el primer útil de plegado (12) y un segundo útil de plegado desplazable en relación a éste, y en el que el dispositivo de tope (17) presenta un módulo de carro (36) que se puede desplazaren una disposición de guiado lineal en una dirección del eje Z (44) que discurre en paralelo al plano de plegado (56) y un plano de soporte (66), y el módulo de carro (36) presenta un porta-dedos (46) que soporta de forma desplazable el dedo de tope (59) y que se puede desplazar en una vía de guiado (49) del módulo de carro (36) en una dirección del eje R (47) que discurre perpendicularmente al plano de soporte (66), caracterizada porque en el porta-dedos (46) están dispuestos un medio de accionamiento (5) de una primera disposición de accionamiento (53) para el desplazamiento del porta-dedos (46) en relación al módulo de carro (36) y un medio de accionamiento (62) de otra disposición de accionamiento (61) para el desplazamiento del dedo de tope (59) en relación al porta-dedos (46) y al menos el medio de accionamiento (62) para el desplazamiento del dedo de tope (59) está formado por un servomotor excitable a través de un circuito de medida y regulación (25) del dispositivo de control (24).
14.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque las disposiciones de accionamiento (43) de los dispositivos de tope (17) están configuradas de forma desplazable independientemente una de otra.
15.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque la disposición de accionamiento (43) del módulo de carro (36) está formada por un accionamiento dentado (42) con un piñón (39) dispuesto en el medio de accionamiento (38) y un listón dentado (4) del módulo de vía de tope (32).
16.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque la disposición de accionamiento (53) del porta-dedos (46) está formada por un accionamiento dentado (42) con un medio de accionamiento (5), dispuesto en el porta-dedos (46) y que presenta un piñón (41), y un listón dentado (4) en el módulo de carro (36).
17.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque la disposición de accionamiento (61) para el dedo de tope (59) está formada por una accionamiento dentado (42) con el medio de accionamiento (62), dispuesto en el porta-dedos (46) y que presenta un piñón (63), y una configuración dentada (64) del dedo de tope (59).
18.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque las guías lineales (33, 34) de la disposición de guiado lineal están formadas por varios módulos de vía de tope (32) fijados en la barra de banco (5) de forma alineada entre sí con orientación alineada en la dirección de una longitud total (14) de una barra de banco (5) a través de medios de posicionamiento.
19.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque el módulo de carro (36) está montado de forma desplazable en la disposición de guiado lineal a través de los elementos de guiado (37) sobre las guías lineales (33, 34) del módulo de vía de tope.
2.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque extendiéndose en un lado posterior de una barra de banco (5) y sobre una longitud total (14) de ella están dispuestos varios módulos de vía de tope (32) configurados de forma similar con orientación alineada a la vía.
21.- Prensa plegadora (2) según la reivindicación 13, caracterizada porque el dedo de tope (59) está escalonado en forma de escalera en su extensión longitudinal configurando cada escalón una superficie de tope (6).
22.- Prensa plegadora (2) según la reivindicación 13 ó 21, caracterizada porque el dedo de tope (59) presenta una zona final ahorquillada para el apoyo de una zona de esquina de una pieza de trabajo (4) en la dirección del eje X (57) y/o la dirección del eje Z (44).
23.- Prensa plegadora (2) según la reivindicación 13 ó 21 ó 22, caracterizada porque el dedo de tope (59) está provisto de una superficie de soporte (67) en su zona final.
24.- Prensa plegadora (2) según una de las reivindicaciones anteriores, caracterizada porque el dedo de tope (59) está formada en un modo constructivo ligero, por ejemplo, de metal ligero, plástico, etc.
25.- Prensa plegadora (2) según una de las reivindicaciones anteriores, caracterizada porque el dedo de tope (59) está formado por GFK (plástico con fibras de vidrio).
26.- Dispositivo de fabricación (1) para la conformación por plegado de una pieza de trabajo (4) con al menos dos prensas plegadoras (2) según una de las reivindicaciones 13 a 25 y con un dispositivo de manipulación de piezas de
trabajo (3) para el suministro y posicionamiento de la pieza de trabajo, caracterizado porque las prensas plegadoras (2) están dispuestas a una distancia (26) una respecto a otra con orientación alineada de las barras de banco (5) fijas, y los módulos de vía de tope (32) dispuestos opuestos unos a otros en la barra de banco (5) de las prensas plegadoras (2) cubriendo la distancia (26) están conectados a través de un módulo de puente (29) con las guías lineales (33, 34) para el dispositivo de tope (17) del dispositivo de posicionamiento de piezas de trabajo (16).
27.- Dispositivo de fabricación (1) según la reivindicación 26, caracterizado porque una disposición de guiado (23)
para el dispositivo de manipulación (3) está configurada discurriendo al menos a través de la suma de una longitud total (14) correspondiente de las barras de banco (5) más la distancia (26) entre las prensas plegadoras (2).
28.- Dispositivo de fabricación (1) según la reivindicación 26, caracterizado porque la disposición de guiado (23) para el dispositivo de manipulación (3) presenta un módulo de puente (3) cubriendo la distancia (26).
29.- Dispositivo de fabricación (1) según una de las reivindicaciones 26 a 28, caracterizado porque formando la
disposición de máquinas están encadenados el mismo tipo o tipos de máquinas diferentes de las máquinas plegadoras
(2).
3.- Dispositivo de fabricación (1) según una de las reivindicaciones 26 a 29, caracterizado porque varias de las máquinas plegadoras (2) están encadenadas a través del dispositivo de control (24) central y los interfaces de entrada
y salida (31) descentralizados.
31.- Dispositivo de fabricación (1) según una de las reivindicaciones 26 a 3, caracterizado porque los montantes laterales (86) de las prensas plegadoras (2) presentan escotaduras (87) que configuran en un lado frontal (88) un espacio libre para el movimiento para el dispositivo de tope (17).
32.- Dispositivo de fabricación (1) según la reivindicación 31, caracterizado porque la escotadura (87) está 25 configurada con un desarrollo en curva aproximadamente semielípitico.
33.- Dispositivo de fabricación (1) según la reivindicación 32, caracterizado porque en al menos una superficie lateral (91,92) del montante lateral (86) está dispuesta una capa de refuerzo (93) que enmarca la escotadura (87).
Patentes similares o relacionadas:
Máquina de perfilado variable, del 1 de Abril de 2020, de CQLT SaarGummi Technologies S.à.r.l: Máquina para fabricación de perfiles metálicos mediante rodillos, que comprende: i) una estación de entrada , configurada para recibir y […]
Método de diseño de material para un procedimiento de conformación de cilindro, del 15 de Enero de 2020, de JFE STEEL CORPORATION: Método de conformación de cilindro que se realiza bajo condiciones de un radio de curvatura de flexión r de 5 mm o más y un ángulo de flexión […]
Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica y método para doblar material de chapa metálica con una tal prensa plegadora o máquina dobladora automatizada, del 25 de Diciembre de 2019, de Zeiser Engineering UAB: Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica, que está provista de: - una tabla con un portaherramientas inferior […]
MESA DE TRABAJO PARA INTERVENIR, DOBLAR, CURVAR, TORCER O DEFORMAR EN FRÍO PLACAS O PLANCHAS DE METAL, del 20 de Junio de 2019, de GARCIA MIRO PESCHIERA, Alfonso: La presente invención se refiere a una mesa de trabajo, y respectivos metodos de funcionamiento y fabricación, para intervenir, doblar, curvar o deformar […]
Procedimiento para producir perfiles conformados por laminado parcialmente templados, del 23 de Abril de 2019, de VOESTALPINE KREMS GMBH: Procedimiento para la conformación continua por laminado y el temple de chapa de acero, en donde una cinta de chapa de acero se conforma por laminado […]
Peldaño para escalera y escalera de caracol, del 9 de Enero de 2019, de MAACK, Peter: Peldaño para una escalera, estando configurado el peldaño a partir de un recorte de chapa plano de material de chapa en forma de un perfil en U o en C con una sección […]
Dispositivo de medición de ángulos de curvatura, del 24 de Octubre de 2018, de Trumpf Maschinen Austria GmbH & CO. KG: Dispositivo de medición de ángulos decurvatura curvatura que comprende un dispositivo de iluminación y un dispositivo de detección […]
Aparato y método para medir el ángulo de doblado de una lámina, del 6 de Septiembre de 2017, de SALVAGNINI ITALIA S.P.A.: Aparato para medir un ángulo de doblado de una lámina durante la operación de doblado de la lámina , que comprende una unidad de procesamiento y al menos […]