Placa de MDF con su fabricación.
Procedimiento para la preparación de una placa hecha de fibras o virutas con las etapas de:
- aplicación de cola a fibras o virutas a una temperatura por debajo de 100 °C por medio de boquillas queestán dispuestos de forma circular, por ejemplo de forma semicircular,
- compresión de las fibras o virutas provistas de la cola en una placa a temperaturas superiores a 140 °C.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2001/009472.
Solicitante: KRONOPLUS TECHNICAL AG.
Nacionalidad solicitante: Suiza.
Dirección: RÜTIHOFSTRASSE 1 9052 NIEDERTEUFEN SUIZA.
Inventor/es: STUTZ, JOSEF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 1/00 Pretratamiento de materiales de moldeo. › Mezcla de materiales con un agente aglomerante (mezcla en general B01F).
PDF original: ES-2389498_T3.pdf
Fragmento de la descripción:
Placa de MDF con su fabricación
La invención se refiere a un procedimiento de fabricación, junto con un dispositivo correspondiente para una placa fabricada a partir de fibras o virutas. La invención se refiere en particular a placas de MDF o HDF o de virutas.
Un procedimiento de producción típico, conocido para la preparación de una placa del tipo mencionado anteriormente se lleva a cabo como sigue. Virutas cocidos para la fabricación de la placa hecha de fibras se suministran primero a un llamado refinador. En el refinador, las virutas de madera se procesan en fibras, a saber suministrando temperatura y presión por medio de discos de molienda. Desde el refinador, las fibras se transportan a fuera por medio de vapor y se transmiten por medio de un conducto llamado “Blue-line”. La presión de vapor está a aproximadamente 10 bar. La temperatura es de unos 150 a 160° aproximadamente. En el "BIue-linse" se añade cola. Después de la adición de cola la "Blue-line" se amplia. Un remolino es causado por la ampliación. La cola se mezcla con las fibras. La proporción de cola está en proporción con las fibras a aproximadamente 22% en peso.
La "Blue-line" desemboca en el centro de un tubo de secado. El tubo de secado tiene un diámetro de por ejemplo 2, 60 m. A través del tubo de secado se sopla aire a una temperatura de 160 °C, con un máximo de 220 a 240 °C. En el tubo de secado, la humedad se reduce de 100% a un 8 a un 11%.
En particular, en el tubo de secado, la cola se expone de manera indeseable a un tratamiento térmico. A partir de aproximadamente 80 ºC la cola que se carga de manera desfavorable o se activa. Cola activada no se puede utilizar para la etapa de procesamiento posterior, en el que las fibras recubiertas de cola se presionan a la placa.
Por la técnica anterior antes mencionada, la parte activa de la cola se reduce. De los 22% en peso originales sólo el 1 a 8 % en peso están listos de acuerdo con la técnica descrita antes para su uso cuando la mezcla de fibra y cola sale del tubo de secado.
En placas de HDF, MDF así como en las placas de virutas se utiliza en la actualidad una cola basada en urea y formaldehido. Si se fabrican placas para el sector de suelos, se añade melanina a la cola. Esto está destinado a evitar el hinchamiento que puede ocurrir debido a la humedad.
El problema es, pues, que una parte de la cola se pierde a través del tratamiento térmico para la verdadera etapa de procesamiento. Por lo tanto, de manera desfavorable debe añadirse esencialmente más cola a las fibras o las virutas que es necesario para comprimir las fibras o las virutas en una prensa con un suministro de temperatura y así lograr el resultado deseado, es decir, la placa de MDF. En la actualidad una placa de MDF presenta alrededor de 60 kg por m3 de cola.
El documento EP 0 744 259 A2 describe un dispositivo de encolado para la fabricación de placas de fibras. Para ello el dispositivo de encolado presenta una boquilla de pulverización que está dispuesta de manera concéntrica dentro de un tubo. El tubo a su vez está dispuesto de manera concéntrica en la cubierta cilíndrica del propio dispositivo de encolado. Las figuras 3 y 5 del documento D1 ilustran así disposiciones posibles de la boquilla de pulverización dentro de la cubierta cilíndrica. In ambos casos se propone el uso de una única boquilla que genera una película cónica de pulverización.
El objeto de la invención es proporcionar una placa con una menor proporción de cola comparado con la técnica anterior.
El objeto de la invención se consigue mediante un procedimiento que tiene las características de las reivindicaciones independientes 1 y 2 así como por un dispositivo para llevar a cabo el procedimiento con las características de la reivindicación independiente 18. Realizaciones ventajosas resultan de las reivindicaciones dependientes.
Para lograr el objeto de la invención, las fibras o virutas, especialmente se secan primero y luego se mezclan cola con las fibras o las virutas secadas a temperaturas que están considerablemente por debajo de las temperaturas de secado y, en particular por debajo de 100 °C. Esto evita indeseablemente que la cola se exponga a las temperaturas relativamente calientes que se producen durante el secado.
Además, se logra la ventaja que en la secadora o tubo de secado solamente se seca agua, pero no los productos químicos. Esto se traduce en ventajas ambientales, ya que el aire seco no está cargado desventajosamente con vapores derivado de acuerdo con el estado de la técnica de la cola.
Las fibras o virutas, que se secan, son ventajosamente no afectadas por cola. La cola "perturba" el proceso de secado. Se pueden ahorrar en el secador cantidades considerables de energía en comparación con la técnica anterior, que de otro modo deben ser utilizados para el secado. Ahorro de costos significativos son el resultado.
Por el encolado según la invención se reduce la cantidad de cola necesaria en el campo de placas de MDF. Se
puede producir una reducción a 45 a 55 kg por m3 de placa. Un valor típico es de 50 a 52 kg por m3 de placa.
Un factor esencial para hacer que causar el encolado adecuado de fibras o virutas, es la "correcta" proporción de fibras o virutas a cola. Por lo tanto, de acuerdo con la invención, en una realización del procedimiento, las fibras o virutas secadas se suministran a una cinta pesadora antes del encolado. En la cinta pesadora, las fibras o virutas por un lado son transportadas por medio de una cinta transportadora circulante, por otro lado, son pesadas. Por ello se obtiene la información, cual cantidad de cola debe añadirse a las fibras en la etapa siguiente.
Las fibras o virutas suministradas se pasan a través de la cinta pesadora al dispositivo posterior. Posibles variaciones en el peso de las fibras suministradas se recogen durante el transporte, se registran y se almacenan en una forma de realización. Estos datos son procesados y utilizados como una variable de control en el encolado siguiente. Esta regulación tiene también en cuenta, en una realización, el tiempo de transporte del material que transcurre entre el punto de medición y la llegada en instalaciones posteriores como por ejemplo un rodillo de recogida pasa. Esto puede asegurar que la alteración de la velocidad de alimentación se efectúa por la variación del peso real.
Por un cambio de velocidad de la alimentación se suministra una cantidad constante de material a los dispositivos subsiguientes. La detección de peso de las fibras o virutas se puede efectuar en pequeños pasos, y permite un suministro uniforme de las fibras o virutas con una precisión de por ejemplo ± 1%.
No es fácil proporcionar fibras con cola suficiente, porque las fibras tienden a hincharse juntos como algodón. Es entonces difícil de distribuir uniformemente la cola sobre las fibras. En una realización de la invención, la cola se aplica, por lo tanto, en un mezclador en el cual la cola y las fibras se mezclan entre sí. El uso de un mezclador ofrece beneficios similares para virutas.
El mezclador presenta, en una realización de la invención, medios para enfriar a su carcasa. Para ello, en una realización particularmente sencilla, se prevé una carcasa de al menos parcialmente doble pared, por ejemplo un tubo de doble pared, que forma parte de la carcasa del mezclador. Un líquido enfriado, por ejemplo agua fría, se pasa a través de la carcasa de doble pared con el fin de enfriar el mezclador o sus paredes. Al enfriar el interior debe producirse una capa de condensación sobre las paredes. De manera correspondiente, debe ser realizado el enfriamiento. La capa de agua condensada causa que fibras o virutas encoladas así como sin cola no se peguen a las paredes y obstruyan el mezclador.
Después del secado, en una realización de la invención, las fibras son distribuidas de manera plana y se forma así a partir de las fibras un tipo de cortina. A continuación se añada cola, a saber se pulveriza especialmente adentro de la cortina. Preferiblemente se pulveriza adentro una mezcla de aire y cola, a fin de garantizar así una distribución uniforme de la cola. Por la formación de una cortina se consigue que la cola se distribuya más uniformemente sobre las fibras en comparación con el caso en el que las fibras están presentes en forma de algodón.
Las fibras en una forma de realización adicional de la... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la preparación de una placa hecha de fibras o virutas con las etapas de:
- aplicación de cola a fibras o virutas a una temperatura por debajo de 100 °C por medio de boquillas que están dispuestos de forma circular, por ejemplo de forma semicircular,
- compresión de las fibras o virutas provistas de la cola en una placa a temperaturas superiores a 140 °C.
2. Procedimiento para la preparación de una placa hecha de fibras o virutas con las etapas de:
- secado de fibras o virutas en un dispositivo de secado,
- aplicación de cola en las fibras secas fuera del dispositivo de secado a una temperatura refrigerado por medio de boquillas que están dispuestos de forma circular, por ejemplo de forma semicircular,
- compresión de las fibras provistas de la cola en una placa, en particular, mediante el suministro de calor.
3. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque cola es aplicado a las fibras o virutas pulverizando una mezcla de gas y cola sobre las fibras.
4. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque cola es aplicado en una cantidad tal que es utilizado de 45 a 55 kg de cola por m3 de placa.
5. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las fibras o virutas antes de la aplicación de cola se ponen a una cinta pesadora y la cinta pesadora y la aplicación de cola son controlados de modo que la relación cuantitativa entre la cola y las fibras o virutas durante la aplicación de
la cola es esencialmente constante.
6. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las fibras o virutas provistas de cola son mezclados y/o remolinados entre sí, a saber particularmente en un mezclador con paredes refrigeradas.
7. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las fibras son formadas en una cortina o una estera y la cola es aplicada a la cortina o estera o introducido en la cortina o en la estera.
8. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la cola es aplicado junto con aire calentado sobre las fibras o virutas, a saber particularmente a una temperatura de aire de 40 a 70 °C.
9. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la cola es aplicado junto con un agente de curado a las fibras o virutas.
10. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la cola después de la aplicación a las fibras o virutas es activado de manera limitada en un principio sólo en su superficie.
45 11. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque las fibras o virutas provistas de cola son soplados a través de un tubo ascendente.
12. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque madera es descompuesto en componentes sólidos y componentes líquidos, y componentes líquidos son aplicados como cola a las fibras o virutas.
13. Procedimiento de acuerdo con la reivindicación anterior, caracterizado porque los componentes líquidos son enfriados antes de la aplicación.
55 14. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la cola contiene lignina y hemicelulosa, a saber particularmente con una proporción de hasta 20% en peso.
15. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque fibras de plástico y/o fibras de vidrio son añadidos a las fibras compuestas de madera.
16. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque se fabrican artículos moldeados en forma de placas.
17. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque se fabrican
65 simultáneamente placas de MDF y/ HDF para paneles de suelos y artículos moldeados y las fibras que se utilizan aquí proceden del mismo dispositivo, en particular, del mismo dispositivo de molienda.
18. Dispositivo para producir una placa hecha de fibras o virutas con un dispositivo de secado en el cual las fibras o virutas son secados, y con un dispositivo de encolado, en el cual las fibras o virutas son provistas de cola, en el que el dispositivo de encolado presenta boquillas para la alimentación de cola que están dispuestas de forma
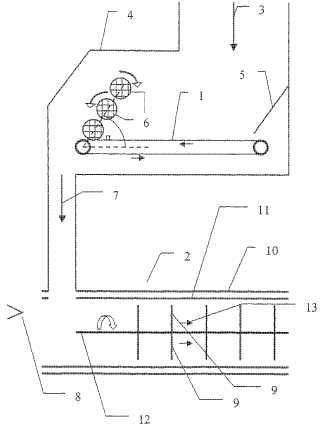
circular, por ejemplo de forma semicircular, y con medios para prensar las fibras o virutas provistas de cola en una placa, en el que medios de transporte (1, 7) son previstos, con los que las fibras o virutas son transportados del dispositivo de secado al dispositivo de encolado (2, 8) .
19. Dispositivo de acuerdo con la reivindicación precedente de dispositivo con una instalación en la cual virutas de madera son procesadas en fibras y, a saber particularmente bajo la aplicación de temperatura y presión por medio de discos de molienda.
20. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que el dispositivo de
secado comprende un tubo con medios, por los que un medio gaseoso es calentado y soplado a través del tubo.
21. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que los medios de transporte comprenden una cinta pesadora (1) .
22. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que es provisto un mezclador (2) en el cual son mezclados mecánicamente entre sí por medio de herramientas de agitación (9) cola y fibras o virutas, en el que las herramientas de agitación están dispuestos en forma de pala de timón y en forma de hélice, de modo que pueda efectuarse un remolino de aire en el mezclador.
23. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que se prevé un mezclador (2) con medios para el enfriamiento de su carcasa (10, 11) .
24. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que se prevé un mezclador (2) que comprende al menos en parte una carcasa de doble pared (10, 11) , a saber particularmente un tubo de doble pared.
25. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que se prevén medios
de enfriamiento para el enfriamiento de un líquido, así como medios para enfriar con el líquido enfriado la 35 carcasa de un mezclador y/o un tubo ascendente.
26. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con medios para generar una capa de agua condensada en las paredes interiores de un mezclador y/o un tubo ascendente.
27. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con medios (6) para suministrar las fibras en forma de una cortina o una estera al dispositivo de encolado.
28. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con medios (6) para suministrar las fibras en forma de una cortina o una estera al dispositivo de encolado, en el que estos medios
45 (6) comprenden rodillos y en el que se prevé una cinta transportadora o una cinta pesadora (1) para el suministro de las fibras a los rodillos.
29. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con medios (6) para suministrar las fibras en forma de una cortina o una estera al dispositivo de encolado, en el que estos medios
(6) comprenden rodillos que están dispuestos uno encima del otro así como desplazados, en el que los rodillos están dispuestos en particular de tal manera que estos incluyen un ángulo agudo (a) con una cinta transportadora o una cinta pesadora (1) .
30. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que las boquillas (8) 55 son de forma cónica.
31. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con medios por los cuales se aplica cola junto con aire calentado sobre las fibras o virutas.
32. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con medios por los cuales se aplica cola junto con un agente de curado a las fibras o virutas.
33. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con un tubo ascendente que transcurre esencialmente de manera vertical que linda con el dispositivo de encolado y a través del cual las
65 fibras o virutas encoladas son solapadas en dirección opuesta a la gravedad, en el que se prevén preferiblemente medios para el enfriamiento de las paredes del tubo ascendente.
34. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con un ciclón en el que son separados fibras o virutas provistas de cola, y/o un monitor por el cual se pueden controlar ópticamente las fibras o virutas provistas de cola.
35. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con una prensa que comprende cintas de prensado circulantes prensados una contra otra.
36. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con medios para llevar 10 fibras en forma de una cortina o una estera por delante de las boquillas, por las cuales sale cola.
37. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, con un mezclador (2) y una apertura a través del cual una cortina compuesta de fibras es suministrada en o delante del mezclador, en el que la abertura corresponde a la anchura máxima de la carcasa de mezclador y los medios para la generación
de la cortina están dimensionados preferentemente de tal manera que la anchura de la cortina corresponde esencialmente a la anchura de la abertura.
38. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que se prevén un tubo ascendente compuesto de metal y/o un mezclador compuesto de metal.
39. Dispositivo de acuerdo con una de las reivindicaciones precedentes de dispositivo, en el que se prevén medios para descomponer madera en componentes sólidos y líquidos, y medios para aplicar componentes líquidos a las fibras o virutas.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la fabricación de una placa de material compuesto de madera, del 24 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la fabricación de una placa de material compuesto de madera , en el que el procedimiento presenta las siguientes etapas: a) dispersión […]
Dispositivo de prensado de tableros de material derivado de la madera y procedimiento para supervisar un dispositivo de prensado de tableros de material derivado de la madera, del 22 de Abril de 2020, de SWISS KRONO Tec AG: Dispositivo de prensado de tableros de material derivado de la madera para prensar una torta de fibras para producir un tablero de material […]
Procedimiento para fabricar tableros de compuesto de madera y equipo para fabricar tableros de compuesto de madera, del 18 de Marzo de 2020, de SWISS KRONO Tec AG: Procedimiento para fabricar tableros de compuesto de madera con las etapas: (a) fabricación de un sustrato , incluyendo la fabricación del sustrato […]
Línea de soplado con una curva y planta de procesamiento de fibras con una línea de soplado, del 18 de Marzo de 2020, de Sunds Fibertech AB: Línea de soplado para guiar una corriente de vapor y fibras hacia un secador o un tanque de pulpa de una planta de procesamiento de fibras, […]
Procedimiento y equipo para fabricar una placa de compuesto de madera, del 26 de Febrero de 2020, de SWISS KRONO Tec AG: Procedimiento para fabricar una placa de compuesto de madera , presentando el procedimiento las siguientes etapas: a) se esparce una pluralidad de partículas […]
Composición de resina sintética que comprende vinaza, del 11 de Diciembre de 2019, de surfactor Germany GmbH: Una composición de la resina sintética que comprende: a) al menos un compuesto hidroxilaromático, b) vinaza, y c) al menos un aldehído por cuanto la […]
Procedimiento para fabricar materiales a base de madera de productos de la trituración que contienen lignocelulosa y tales materiales a base de madera, del 31 de Julio de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar placas de fibras a partir de astillas de madera que contienen lignocelulosa, incluyendo las etapas: a) aportación de astillas de madera que contienen […]
Combinación de corcho/aglutinante a base de poli(epóxido) y procedimiento para su preparación, del 6 de Febrero de 2019, de DIAM BOUCHAGE: Composición que comprende corcho o un material a base de corcho y un aglutinante que comprende uno o varios poliepóxidos resultantes de la mezcla de uno o de varios […]