Máquina para la producción de bolsitas filtrantes con productos de infusión y un sobre externo de envoltura.
Máquina para envasar bolsitas filtrante (1) con productos de infusión en correspondientes sobreenvolturas cerradas (2),
que comprende por lo menos:
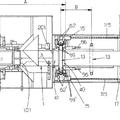
- un carrusel (6) para envasar y desplazar dicha bolsita filtrante (1) a lo largo de un recorrido operativo circular (C);
- una estación de envoltura (7) situada a lo largo del recorrido operativo circular (C) y que comprende unidades de plegado (8) ideadas para plegar una hoja plana de sobreenvoltura (2) a lo largo de un eje transversal de la misma alrededor de la bolsita filtrante (1) para formar una sobreenvoltura configurada en "U" alrededor de la bolsita filtrante (1);
- unidades de soldadura (9) que actúan sobre la hoja de sobreenvoltura (2) plegada en "U" para formar un envase cerrado individual;
caracterizada por el hecho que las unidades de soldadura (9) están situadas a lo largo del recorrido operativo circular (C), aguas abajo de la estación de envoltura (7), y son adecuadas para unir al menos dos bordes longitudinales (2a, 2b) de la hoja de sobreenvoltura (2) situada, junto con la bolsita filtrante (1), en dicho carrusel (6).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2012/050601.
Solicitante: IMA INDUSTRIES S.R.L.
Nacionalidad solicitante: Italia.
Dirección: Via Emilia 428-442 40064 Ozzano Dell' Emilia ITALIA.
Inventor/es: CONTI, ROBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B29/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 29/00 Embalaje de materiales que presentan problemas particulares. › Embalaje de sustancias, p. ej. del té, que debe ser usado como infusión con el embalaje.
- B65B51/30 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
PDF original: ES-2531394_T3.pdf
Fragmento de la descripción:
Máquina para la producción de bolsitas filtrantes con productos de infusión y un sobre externo de envoltura
La presente invención se refiere a una máquina para el envasado de saquitos filtrantes con productos de infusión, tales como té, café, manzanilla, etc. con un sobre externo de
envoltura.
Actualmente en el campo técnico de máquinas para la producción de bolsitas filtrantes se sabe que la máquina en su conjunto comprende una pluralidad de estaciones, dispuestas en sucesión reciproca, en las cuales se producen las bolsitas filtrantes antes mencionadas.
Cada bolsita filtrante contiene una cantidad dosificada de producto encerrada en un correspondiente lóbulo de la misma bolsita filtrante.
Las bolsitas filtrantes, dependiendo del tipo de producto y del tipo de modelo de máquina, pueden ser de uno o dos lóbulos y, en función de las varias soluciones de la técnica conocida, posteriormente a las mismas es posible asociarles un hilo que conecta la bolsita filtrante a una etiqueta de toma, la cual viene conectada a la extremidad libre del hilo.
Para la asociación del hilo con la bolsita filtrante es posible que sean necesarias operaciones que efectúan nudos, una soldadura térmica o una unión con un marbete soldable térmicamente o bien otras técnicas conocidas.
| Análogamente, | los varios | métodos | de unión mencionados con | |||
| anterioridad vienen llevados | a | cabo | para | unir el | hilo a la | |
| etiqueta. | ||||||
| El hilo y | la etiqueta | de | toma | vienen | dispuestos |
apropiadamente sobre la bolsita filtrante formada de esa manera (por ejemplo, vienen envueltos alrededor de la bolsita filtrantes y asociados con la misma o metidos dentro de la misma), formando un producto listo para el empaquetado final en adecuados contenedores o cajas.
Otro procedimiento empleado por esas máquinas es el adicional envasado individual de bolsitas filtrantes usando una hoja de sobreenvoltura, que viene plegada apropiadamente alrededor de la bolsita filtrante y cerrada sobre la misma por medio de soldadura térmica.
Normalmente la sobreenvoltura viene cerrada de dos maneras diferentes: de dos lados o bordes longitudinales de la hoja de sobreenvoltura si la hoja presenta un borde plegado de apertura; o de tres lados de la hoja de sobreenvoltura, es decir de dos bordes longitudinales y de un borde transversal de extremidad, en el caso de una sobreenvoltura individual, es decir sin borde de apertura.
Si existe el borde de apertura, entonces este último viene mantenido en su lugar mediante una posterior soldadura térmica de los bordes longitudinales.
Al final de este método, dentro de cajas vienen empaquetados grupos predeterminados de bolsitas filtrantes con sobreenvoltura.
A partir del documento de la patente de invención US 4.853.71 se conoce la operación para envasar bolsitas filtrantes en correspondientes sobreenvolturas cerradas con bordes de apertura plegados. En las máquinas según dicho documento para producir bolsitas filtrantes de dos lóbulos, la bolsita filtrante viene dispuesta con su hilo y etiqueta a lo largo de una dirección de avance encima de un segmento de papel que define la sobreenvoltura. La bolsita filtrante y el segmento de papel, durante su avance simultáneo, vienen plegados con la forma de una "U" mediante la combinación de una guía tipo tolva y una unidad empujadora.
La guía tipo tolva y la unidad empujadora guían la bolsita filtrante y el segmento de papel hacia una pinza de toma que forma parte de una estación de movimiento que comprende un carrusel con una pluralidad de pinzas de toma radiales.
La rotación del carrusel provoca que la bolsita filtrante y el segmento de papel lleguen a una serie de posiciones correspondientes a: una estación provista de un soldador de los
bordes libres de la bolsita filtrante; una estación provista de pinzas para plegar el borde libre de la sobreenvoltura hacia el resto del segmento de papel de sobreenvoltura (retenido en su lugar por las pinzas del carrusel) y, finalmente, una estación provista de pinzas para sujetar y llevar el envase hacia una unidad externa para la soldadura de los bordes longitudinales de la sobreenvoltura.
A partir del documento de patente de invención WO 1/626 Al se conoce una solución diferente de máquina para cerrar sobreenvolturas con bordes de apertura plegados. De conformidad con este documento la máquina incluye una estación para el movimiento de las bolsitas filtrantes que comprende una pluralidad de pinzas para la sujeción de una sola bolsita filtrante, las pinzas estando dispuestas radialmente en un carrusel giratorio.
La rotación del carrusel provoca que las bolsitas filtrantes lleguen cerca de estaciones de aplicación del hilo y la etiqueta primero entre si y luego a la bolsita filtrante.
Una rotación adicional acerca la bolsita filtrante a una estación para la alimentación de una tira continua desde la cual, por corte, es posible obtener la hoja que definirá la sobreenvoltura de la correspondiente bolsita filtrante.
Cerca de esa estación, la bolsita filtrante viene desplazada mediante pinzas, alejándola radialmente de la rueda giratoria, para permitir la alimentación de la hoja de sobreenvoltura entre las pinzas de la rueda y la misma bolsita filtrante, la cual viene movida nuevamente hacia las pinzas para permitir el plegado en "U" de la hoja arriba y alrededor de la bolsita filtrante.
Después de este plegado, la bolsita filtrante con la hoja plegada en "U" viene transferida a una estación provista de un único soldador que suelda el borde transversal de extremidad de la hoja plegada.
Una rotación adicional del carrusel hace que el paquete parcialmente cerrado entre en contacto con un par de rodillos adecuados para presionar los bordes y alejar del carrusel el
envase parcialmente cerrado.
El movimiento de alejamiento lleva el envase hacia un tambor provisto de sedes para el alojamiento de envases individuales.
La rotación del tambor mueve el envase ubicado en la sede de alojamiento hasta que quede enfrentado a una placa de soldadura que, de hecho, termina el cierre de la sobreenvoltura soldando los dos bordes longitudinales.
Una rotación adicional del tambor desplaza el envase cerrado producido de esa manera hacia una estación para el apilado y empaquetado final en apropiadas cajas de cabida.
Sin embargo, las dos soluciones descritas con anterioridad presentan desventajas debido a la presencia de dos o más unidades de soldadura separadas entre si y dispuestas en diferentes puntos de la máquina.
Esta "dispersión" de zonas de soldadura en la máquina provoca un aumento de componentes operativos y correspondientes unidades para su movimiento de modo que trabajen de modo sincronizado con las demás estaciones. Las consecuencias son mayores dimensiones de la máquina y aumento de los costos globales.
También cabe hacer notar que, debido a las diferentes zonas de soldadura del envase asi como al agregado de elementos de retención de la bolsita filtrante y de la sobreenvoltura para las etapas de tránsito entre las varias estaciones, el cierre definitivo del envase puede ser de menor calidad.
El objetivo de la presente invención es el de proporcionar una máquina para envasar bolsitas filtrantes con productos de infusión con un sobre de envoltura externa que elimine las desventajas antes mencionadas pertenecientes a la técnica conocida.
En particular, el objetivo de la presente invención es el de proporcionar una máquina para envasar bolsitas filtrantes con productos de infusión y con una sobreenvoltura que pueda reducir los costos y las dimensión generales de la máquina.
Otro objetivo de la presente invención es el de proporcionar una máquina para envasar bolsitas filtrantes con una envoltura externa que pueda producir rápidamente el envase final,
manteniendo alta la calidad del envase.
Dichos objetivos se logran mediante la máquina para envasar bolsitas filtrantes con productos de infusión con una
sobreenvoltura de conformidad con la presente invención según lo expuesto en las reivindicaciones anexas.
En particular, la máquina para envasar bolsitas filtrantes en correspondientes envolturas externas cerradas comprende unidades de soldadura que actúan sobre la hoja plegada en "U" para definir un... [Seguir leyendo]
Reivindicaciones:
1.- Máquina para envasar bolsitas filtrante (1) con productos de infusión en correspondientes sobreenvolturas cerradas (2), que comprende por lo menos:
un carrusel (6) para envasar y desplazar dicha bolsita
filtrante (1) a lo largo de un recorrido operativo circular (C)/
- una estación de envoltura (7) situada a lo largo del recorrido operativo circular (C) y que comprende unidades de plegado (8) ideadas para plegar una hoja plana de sobreenvoltura (2) a lo largo de un eje transversal de la misma alrededor de la bolsita filtrante (1) para formar una sobreenvoltura configurada en "U" alrededor de la bolsita filtrante (1);
unidades de soldadura (9) que actúan sobre la hoja de
sobreenvoltura (2) plegada en "U" para formar un envase cerrado individual;
caracterizada por el hecho que las unidades de soldadura (9)
están situadas a lo largo del recorrido operativo circular (C) , aguas abajo de la estación de envoltura (7) , y son adecuadas
para unir al menos dos bordes longitudinales (2a, 2b) de la hoja de sobreenvoltura (2) situada, junto con la bolsita filtrante
(1), en dicho carrusel (6).
2.- Máquina según la reivindicación 1, donde las unidades de
soldadura (9) son adecuadas para unir dichos dos bordes
longitudinales (2a y 2b) y un borde transversal de extremidad
(2c) de la hoja de sobreenvoltura (2) con una configuración en
"U".
3.- Máquina según la reivindicación 1, donde las unidades de
soldadura (9) son adecuadas para unir dichos dos bordes
longitudinales (2a y 2b) y un borde transversal de extremidad
(2c) de la hoja de sobreenvoltura (2) con una configuración en
"U"; las unidades de soldadura (9) estando conectadas a una
unidad de control (1) programada para seleccionar una primera configuración de soldadura para soldar sólo los dos bordes longitudinales (2a y 2b) , o una segunda configuración de
soldadura para soldar los dos bordes longitudinales (2a y 2b) y
un borde transversal de extremidad (2c) de la hoja de sobreenvoltura (2).
4.- Máquina según una cualquiera de las precedentes
reivindicaciones, donde las unidades de soldadura (9) comprenden una pinza con dos brazos (9a y 9b) enfrentados entre si y articulados en al menos un árbol compartido (11, 12) para moverse entre una posición abierta no operativa y una posición cerrada operativa para soldar bordes (2a, 2b, 2c) de la hoja de
sobreenvoltura (2).
5.- Máquina según la reivindicación 4, donde cada brazo (9a,
9b) está configurado en una "U" definida por bordes de soldadura (Bl, B2, B3) adecuados para interceptar correspondientes bordes
(2a, 2b, 2c) de la hoja de sobreenvoltura (2); la hoja de sobreenvoltura (2) y la bolsita filtrante (1) siendo retenidas sobre una base plegada de la hoja de sobreenvoltura (2) mediante una pinza radial (13) asociada con el carrusel (6) y
sobresaliente de este último.
6.- Máquina según la reivindicación 5, donde un borde
transversal de extremidad de soldadura (B3) de cada brazo (9a, 9b) es independiente operativamente con respecto a los restantes dos bordes longitudinales de soldadura (Bl y B2) del mismo brazo (9a, 9b).
7.- Máquina según una cualquiera de las precedentes
reivindicaciones de 4 a 6, donde los dos brazos (9a y 9b) están articulados, alrededor de un eje (X), sobre correspondientes árboles (11 y 12) coaxiales entre sí; cada brazo (9a, 9b)
estando conectado a respectivas unidades de palanca (14) para mover los dos brazos (9a y 9b) entre dichas posiciones abierta no operativa y cerrada operativa, en sincronización con el carrusel (6).
8.- Máquina según una cualquiera de las precedentes
reivindicaciones, que comprende un dispositivo de toma (17) situado después de las unidades de soldadura (9) a lo largo del recorrido operativo circular (C) para extraer un envase cerrado individual desde el carrusel (6) y llevarlo hasta un canal de apilado (16) de envases.
9.- Método para envasar bolsitas filtrantes (1) de productos de infusión en correspondientes sobreenvolturas cerradas (2), que comprende por lo menos las siguientes etapas operativas:
- envasado de las bolsitas filtrantes (1) en una correspondiente máquina empaquetadora;
- preparación de una hoja de sobreenvoltura (2) en un carrusel (6) adecuado para envasar y desplazar las bolsitas filtrantes
(1) a lo largo de un recorrido operativo circular (C);
- plegado de la hoja de sobreenvoltura (2) envolviendo al mismo tiempo la bolsita filtrante (1) para formar una sobreenvoltura configurada en "U" alrededor de la bolsita filtrante (1) directamente en el carrusel (6);
cierre de la hoja de sobreenvoltura (2) sobre la bolsita filtrante (1) por medio de una soldadura;
caracterizado por el hecho que la etapa de cerrar la hoja de sobreenvoltura (2) viene efectuada mediante unidades de
soldadura (9) situadas a lo largo del recorrido operativo circular (C) y viene efectuada en al menos dos bordes longitudinales (2a, 2b) de la hoja de sobreenvoltura (2)
ubicada, junto con la bolsita filtrante (1), en el carrusel (6).
1.- Método según la reivindicación 9, donde la etapa de cerrar la hoja de sobreenvoltura (2) también comprende una etapa simultánea de soldar un borde transversal de extremidad (2c) de la hoja de sobreenvoltura (2) según una configuración en "U".
11.- Método según la reivindicación 9, que comprende, antes de la etapa de cierre, una etapa de plegado de un borde de extremidad libre (2d) de la hoja de sobreenvoltura (2) hacia una superficie externa de la hoja de sobreenvoltura (2), formando asi un ala de apertura del envase; la etapa de plegado del borde de extremidad libre de la hoja de sobreenvoltura siendo llevada a cabo a lo largo del recorrido operativo circular (C) y mientras la bolsita filtrante (1) y la hoja de sobreenvoltura
(2) se hallan en el carrusel (6).
Patentes similares o relacionadas:
Alambre de sellado para envolvedora de flujo vertical, del 1 de Julio de 2020, de GEA Food Solutions Weert B.V: Alambre de sellado hecho de un material eléctricamente conductor, preferentemente un material metálico, que es adecuado para ser presionado con una cierta presión, […]
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Aparato para formar la cabeza de bolsas para alimentos, del 22 de Abril de 2020, de CYBORGLINE SA: Aparato para formar la cabeza de una bolsa para alimentos, que comprende un único bastidor que soporta una prensa con un par de elementos de tipo prensa […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]