Método y sistema de control inteligente de un utillaje de producción.
Método y sistema de control inteligente de un utillaje de producción.
Se propone un método y un sistema basado en la utilización de un módulo inteligente (1) (computacional) instalado permanentemente en un utillaje de producción (2) con capacidad de adquisición y memorización de datos de producción y de evaluación experta de resultados en cada ciclo en una etapa de aprendizaje, que genera un modelo experto para evaluar cada ciclo productivo en la fase de fabricación autónoma y ordena las acciones de control necesarias a la maquinaria de producción que incorpora dicho utillaje para la optimización continua del proceso.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331429.
Solicitante: PLASTIASITE, SA.
Nacionalidad solicitante: España.
Inventor/es: SAURINA CANALS,Narcís.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/76 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Medida, control o regulación.
- G05B13/02 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 13/00 Sistemas de control adaptativos, es decir, sistemas que se regulan a sí mismos para obtener un rendimiento óptimo siguiendo un criterio predeterminado (G05B 19/00 tiene prioridad; aprendizaje automático G06N 20/00). › eléctricos.
- G05B15/02 G05B […] › G05B 15/00 Sistemas controlados por un computador (G05B 13/00, G05B 19/00 tienen prioridad; controladores automáticos con características particulares G05B 11/00; computadores en sí G06). › eléctricos.
- G05B19/02 G05B […] › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › eléctricos.
- G06F19/00
Fragmento de la descripción:
Método y sistema de control inteligente de un utillaje de producción Campo de la técnica
La presente invención concierne a un método y un sistema basado en la utilización de un módulo inteligente (computacional) instalado permanentemente en un utillaje de producción con capacidad de adquisición y memorización de datos de producción y de evaluación experta de resultados en cada ciclo en una etapa de aprendizaje que genera un modelo experto para evaluar cada ciclo productivo en una fase de fabricación autónoma y ordena las acciones de control necesarias a la maquinaria de producción que incorpora dicho utillaje para la optimización continua del proceso.
El utillaje de producción puede ser cualquiera que contenga la forma de la pieza a fabricar siendo el más común un molde de inyección de termoplásticos en particular para la producción en serie de componentes plásticos de automoción. A título no limitativo se pueden citar muchas otras aplicaciones tales como inyección de aleaciones ligeras (Aluminio, Zamak, etc.) o termoestables, inyección-soplado de termoplásticos, extrusión- soplado de termoplásticos, compresión de termoestables, moldeo de composites, máquinas de ciclo combinado y máquinas de termoconformado.
Antecedentes de la invención
En la solicitud de patente WO-A1-0204186 se describe un molde de inyección de plásticos en el cual se han previsto unos medios para almacenar información respecto al propio molde, una máquina de moldeo por inyección en la que puede estar instalado el citado molde y uno o más procesos de fabricación o los materiales a procesar, de manera que cuando se produce un cambio en el proceso de producción es posible guardar en dichos medios de almacenamiento las variables relevantes que fijan las condiciones de trabajo del molde y de la máquina para un ajuste de los parámetros específicos de producción y también para identificar inequívocamente el molde. Dichos medios para almacenar la información pueden incluir un microprocesador y se ha previsto una interfaz estándar para conexión con cualquier máquina de inyección.
La patente US-B2-7580771 revela una máquina de moldeo por inyección que comprende un dispositivo de memoria integrado en el molde y que puede ser leído por un controlador de la
máquina asociado a una pluralidad de sensores, incluyendo dicha memoria datos para el seguimiento de la pieza a moldear en la máquina de moldeo comportando al menos la geometría y los grosores de una serie de partes de dicha pieza a moldear.
La solicitud de patente WO-A1-2011/050467 describe una base de datos para un molde de inyección que puede estar almacenada en una memoria físicamente asociada con un molde de inyección o externa al mismo en la que se contienen información de una pluralidad de configuraciones de moldeo definidas por la asociación de un molde con uno o más componentes auxiliares y unos datos de programación para dichos componentes auxiliares. Se describe un método para realizar unas operaciones de moldeo por inyección en donde se programa un ciclo de producción de una pieza moldeada tomando la información de dicha base de datos.
La presente invención supone una evolución de dichas propuestas anteriores planteando el uso de un sistema experto que genera un modelo experto del proceso incluido en un módulo inteligente unido a un utillaje de producción, en particular un molde de inyección de termoplásticos, utilizándose dicho modelo experto para evaluar una pluralidad de variables del proceso en cada ciclo productivo en una fase de fabricación autónoma y para ordenar las acciones de control operando mediante unos actuadores controlados por dicho módulo inteligente unido al utillaje sobre un determinado parámetro o simultáneamente sobre un conjunto de parámetros del proceso incluidos en dicho modelo experto.
Exposición de la invención
El utillaje de producción es el único elemento constante en los procesos de fabricación de componentes moldeados. Puede montarse en distintas máquinas, distintas fábricas, distintos países; pueden ponerlo en marcha y hacerle mantenimiento diversos equipos humanos; pero en cualquier caso tiene que poder fabricar piezas con la productividad y calidad proyectadas.
Esta invención propone un módulo inteligente instalado en el propio utillaje el cual asume el control de la fabricación en comunicación con los distintos equipos de producción de una forma autónoma e independiente, registrando la historia del molde a lo largo de su vida útil, así como todas las incidencias y operaciones de mantenimiento realizadas
Así, el objetivo de la invención, superando las propuestas anteriores explicadas es introducir inteligencia (computacional) en el propio utillaje es decir capacidad de toma de datos en
tiempo real, capacidad de análisis para extraer conclusiones respecto a la evolución de la fabricación y capacidad de actuación sobre las máquinas y periféricos que intervienen en el proceso para corregir las desviaciones detectadas.
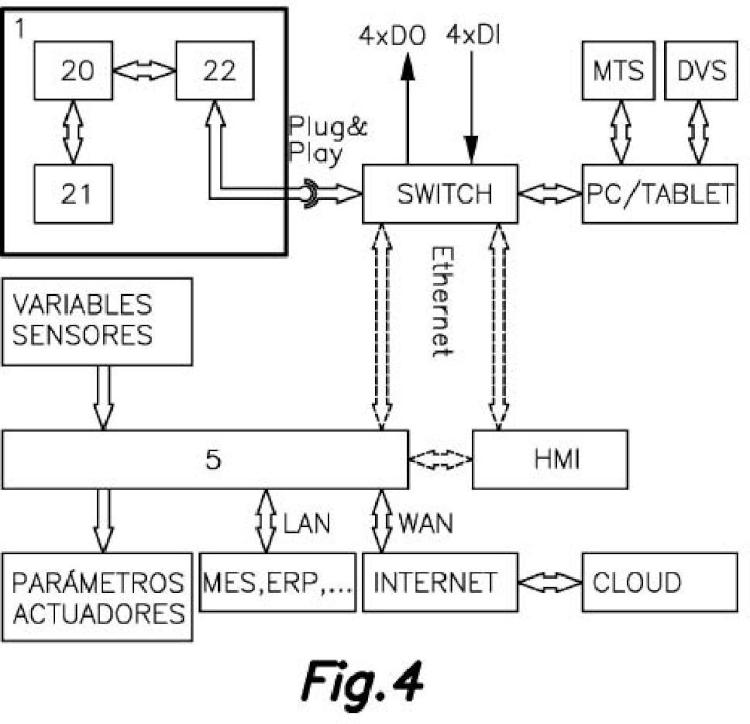
Además de acuerdo con la propuesta de esta invención se ha previsto que el utillaje, por ejemplo un molde para inyección de termoplásticos, con dicho módulo inteligente contenga la documentación completa del ciclo de vida de la pieza fabricada desde su concepción (estudios de ingeniería, ensayos de validación, planos mecánicos, relación de materiales, hojas de preparación de máquina, pautas de mantenimiento preventivo, etc.) en un mapa de memoria normalizado. Este mapa puede tener una imagen en la nube (en un repositorio accesible a través de una red informática tal como Internet), que constituye un entorno técnico colaborativo, además de asegurar copias de seguridad en un acceso seguro.
Además según propone la invención se configura un conjunto de variables de proceso (sensorización de máquinas y molde, evaluación de piezas, consumos, etc.) que se registra ciclo a ciclo en condiciones normales y forzadas en una etapa de aprendizaje. Se elige un método de cálculo para generar un modelo experto de desviaciones y sus causas. En la producción en serie se evalúan las lecturas de cada ciclo con este modelo experto. Finalmente, se selecciona un algoritmo de control que aplique las correcciones necesarias a un conjunto configurable de parámetros de proceso accesibles, manteniendo unas condiciones óptimas de fabricación en cualquier circunstancia
La invención propone un método de control inteligente de un utillaje de producción, aplicable en procesos de transformación por moldeo, que comprende realizar según técnica convencional los siguientes pasos:
capturar unos valores de unas variables de producción en tiempo real de una determinada pieza, en cada ciclo de producción, mediante unos sensores integrados en dicho utillaje de producción y/o en una máquina que incorpora dicho utillaje;
almacenar dichos valores capturados;
analizar los valores capturados y compararlos con unos valores teóricos almacenados; y
controlar el proceso de transformación por moldeo e intervenir sobre el mismo mediante unos actuadores en función de dicho análisis y de su resultado,
con la particularidad de que dicho análisis de los valores de las variables de producción capturados se lleva a cabo según la invención por un programa de sistema experto que se ejecuta en un módulo inteligente que comprende un microcontrolador y al menos una memoria, estando dicho modulo inteligente unido al utillaje, siendo dicho sistema experto multivariable y multiparamétrico, configurable y aplicado a:
- la selección de las variables del proceso que se van a controlar en cada ciclo de producción,
- los parámetros de proceso configurables ; y
- el diagnóstico de las causas de cualquier desviación entre dichos valores capturados y dichos valores teóricos almacenados
El método propuesto comprende además:
- generar a partir del resultado de dicho análisis un modelo experto consistente del proceso de transformación por moldeo; y
- utilizar dicho modelo experto para actuar sobre el proceso de transformación por moldeo, seleccionando un algoritmo de control aplicado a los parámetros escogidos según dicho diagnóstico y operando mediante dichos actuadores controlados por dicho módulo inteligente unido al utillaje sobre un determinado parámetro o simultáneamente sobre un conjunto de parámetros del proceso incluidos en dicho modelo experto.
De acuerdo al método propuesto desde dicho módulo inteligente se proporciona un control de todos los actuadores con una posible selección de los parámetros del proceso a escoger para actuar mediante los mismos.
La citada actuación simultánea sobre un conjunto de parámetros operativos...
Reivindicaciones:
1.- Método de control inteligente de un utillaje de producción, aplicable en procesos de transformación por moldeo, que comprende:
capturar, en tiempo real y en cada ciclo de producción, unos valores de unas variables de producción de una determinada pieza mediante unos sensores integrados en dicho utillaje de producción y/o en una máquina que incorpora dicho utillaje;
almacenar dichos valores capturados;
analizar los valores capturados y compararlos con unos valores teóricos almacenados, detectando desviaciones; y
controlar el proceso de transformación por moldeo e intervenir sobre el mismo mediante la corrección de unos parámetros de proceso, aplicable mediante unos actuadores, en función de dicho análisis y de su resultado,
caracterizado porque dicho análisis de los valores de las variables de producción capturados se lleva a cabo por un programa de sistema experto que se ejecuta en un módulo inteligente que comprende un microcontrolador y al menos una memoria, estando dicho modulo inteligente unido al utillaje, siendo dicho sistema experto multivariable y multiparamétrico, configurable, y siendo dicho sistema experto aplicado a:
- la selección de las variables del proceso que se van a controlar en cada ciclo de producción,
- la selección de los parámetros de proceso de los actuadores que se pueden configurar; y
- el diagnóstico de las causas de cualquier desviación, detectada durante el citado análisis y comparación entre dichos valores capturados y dichos valores teóricos almacenados, en base a un modelo de producción obtenido a partir de valores capturados y almacenados durante ciclos de producción previos;
y porque dicho método comprende:
- generar, a partir del resultado de dicho análisis de los valores capturados, un modelo experto consistente del proceso de transformación por moldeo; y
- utilizar dicho modelo experto para actuar sobre el proceso de transformación por moldeo seleccionando de una librería un algoritmo de control que aplique, en base a dicho diagnóstico, acciones de control correctoras para mantener unas condiciones óptimas de fabricación sobre un determinado parámetro del proceso o simultáneamente sobre un conjunto de parámetros del proceso incluidos en dicho modelo experto y que se pueden configurar, siendo las operaciones de control operadas por dichos actuadores controlados por dicho módulo inteligente unido al utillaje.
2.- Método según la reivindicación 1, caracterizado porque dicha generación de un modelo experto por dicho programa de sistema experto comprende un proceso de aprendizaje en el que se monitorizan un número determinado de ciclos de máquina estadísticamente significativo en producción real, en condiciones de fabricación tanto normales como forzadas, que son evaluados por un equipo humano de expertos para identificar desviaciones, sus causas probables, y/o las posibles correcciones aplicables en los parámetros de los actuadores para su corrección, introduciendo estos datos en el modelo experto.
3.- Método según la reivindicación 2, caracterizado porque comprende registrar en dicha memoria de dicho módulo inteligente los resultados de las fases de una etapa proyectiva de la pieza y de las fases una etapa productiva.
4.- Método según la reivindicación 3, caracterizado porque los resultados de las fases de dicha etapa proyectiva que se registran en la memoria de dicho módulo inteligente comprenden:
- pliego de especificaciones que detallan la definición conceptual de la pieza a producir;
- esquema de fabricación obtenido mediante técnicas DOE;
- planos mecánicos definitivos de la pieza suministrados al laboratorio de ensayos,
- conjunto de ensayos de validación sobre prototipos virtuales y reales fabricados.
5.- Método según la reivindicación 3, caracterizado porque los resultados de las fases de dicha etapa productiva que se registran en la memoria de dicho módulo inteligente, son:
- planos mecánicos, relación de materiales BOM con la descripción de todos los elementos integrantes y pautas de mantenimiento preventivo con los intervalos de revisión y sus fichas técnicas correspondientes;
- hoja de preparación de máquina;
- configuración del sistema en cuanto a espacio de variables y el conexionado físico de sensores integrados en dicho utillaje de producción y/o en la máquina que incorpora dicho utillaje, y de actuadores controlados por dicho módulo inteligente; y
- modelo experto que gobernará el control inteligente de la producción en serie normal, de forma autónoma y que puede cambiar o evolucionar de acuerdo a dicho proceso de aprendizaje y conforme se disponga de más ciclos evaluados.
6.- Método según la reivindicación 1 caracterizado porque dicha actuación simultánea sobre dicho conjunto de parámetros de proceso operativos del proceso es en función del conjunto o de una parte de los valores de las variables adquiridos en cada ciclo de producción.
7.- Método según la reivindicación 2 caracterizado por que dicho programa de sistema experto está instalado en un procesador externo al utillaje de producción y el modelo experto calculado es transferido a dicho módulo inteligente unido al utillaje de producción desde dicho procesador externo por una interfaz de dicho módulo inteligente y mediante un protocolo de comunicación estándar.
8.- Método según la reivindicación 2, caracterizado por que dicho modelo de sistema experto se calcula en dicho módulo inteligente utilizando dicho microcontrolador, albergando dicho módulo inteligente en su memoria una librería con un conjunto de algoritmos seleccionables aptos para gobernar en tiempo real una pluralidad de actuadores disponibles en dicha máquina incorpora el utillaje de producción
9.- Método según la reivindicación 2, caracterizado porque dicho utillaje de control es un molde.
10.- Método según la reivindicación 2, caracterizado por comprender una etapa de comunicación para transferencia bidireccional con una red informática para acceso remoto a
datos técnicos, y para un acceso remoto, autorizado, a dicho módulo inteligente unido al utillaje, siendo dichos datos técnicos seleccionados de entre al menos metodología, algoritmos y programas de mantenimiento preventivo.
11.- Sistema de control de un utillaje de producción, especialmente para un proceso de transformación por moldeo, para la puesta en práctica de un método según una cualquiera de las reivindicaciones 1 a 10, que comprende unos sensores integrados o asociados a dicho utillaje de producción y/o en una máquina que recibe al utillaje para capturar unos valores de unas variables de producción de los ciclos de producción y una memoria vinculada al utillaje de producción en la que al menos se almacenan dichas variables capturadas, caracterizado por que dicha memoria está integrada en un módulo inteligente formando un conjunto unido al utillaje de producción teniendo dicho módulo inteligente un microcontrolador con capacidad para al menos calcular un modelo experto generado por un programa de sistema experto consistente del proceso de transformación por moldeo generado por un sistema experto a partir de los valores de dichas variables capturadas y una interfaz para comunicación bidireccional además de medios de alimentación de energía.
12.- Sistema según la reivindicación 11, caracterizado porque dicho programa de sistema experto está incluido en dicha unidad electrónica de control.
13.- Sistema según la reivindicación 11, caracterizado por que dicho módulo inteligente está conectado a través de dicha interfaz y un protocolo de comunicación estándar con un procesador externo que alberga un programa de sistema experto.
14.- Sistema según la reivindicación 11 caracterizado por que comprende además:
- un módulo de adquisición de datos externo o integrado en dicho módulo inteligente para transformar los valores de las variables de producción captados mediante dichos sensores a un formato conveniente para su tratamiento y almacenamiento, y
- un programa de mantenimiento instalado o accesible por red para recabar una información del ciclo de vida de la pieza, incluyendo pautas de mantenimiento preventivo , almacenada en dicho módulo inteligente, decidir en base a dicha información unas acciones preventivas y correctivas y registrarlas en dicho módulo inteligente para una trazabilidad del utillaje de producción.
15.- Sistema según la reivindicación 11 caracterizado por que dicho módulo inteligente está configurado para operar en al menos tres modos diferenciados:
- modo de desarrollo o aprendizaje, para generar el modelo del proceso, que puede ser almacenado o transferido a través de una interfaz, a una unidad externa al utillaje de proceso;
- modo de producción, que proporciona unas correcciones en los parámetros de los actuadores, en directo sobre el proceso mediante unos actuadores controlados por dicho sistema experto, en base al análisis de los valores capturados de las variables de proceso de cada ciclo según el modelo aprehendido
- modo de mantenimiento, en el que se permite el acceso y registro de datos históricos del utillaje en taller.
16.- Sistema según la reivindicación 11 caracterizado por que dicho módulo inteligente está previsto para realizar al menos tres tipos de actuaciones simples:
- aviso de tendencias o desviaciones que todavía no suponen una fabricación defectuosa
- rechazo (separación) de la pieza fabricada por violación de las condiciones impuestas por el modelo, sin detener el proceso productivo, con marcado de las piezas rechazadas para un control exhaustivo de la producción; y
- parada de emergencia, con detención del proceso productivo en caso de problemas de mayor severidad
17.- Sistema según la reivindicación 11, caracterizado porque dichos medios de alimentación de energía están seleccionados entre una batería, una conexión directa a una red eléctrica o una alimentación a través de una red de comunicación informática PoE.
Patentes similares o relacionadas:
Puesta en servicio automática de controlador para convertidores electrónicos de potencia activos trifásicos, del 1 de Julio de 2020, de OTIS ELEVATOR COMPANY: Un sistema para modular un nivel de corriente de salida de un convertidor de potencia bidireccional conectado a una red para garantizar que se proporcione […]
 Sistema de control, del 29 de Abril de 2020, de COVENTRY UNIVERSITY: Un sistema de control para controlar una instalación , comprendiendo el sistema de control un bucle de retroalimentación que incluye un integrador […]
Sistema de control, del 29 de Abril de 2020, de COVENTRY UNIVERSITY: Un sistema de control para controlar una instalación , comprendiendo el sistema de control un bucle de retroalimentación que incluye un integrador […]
Procedimiento y aparato de administración de energía eléctrica y dispositivo electrónico, del 1 de Enero de 2020, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un procedimiento de administración de energía eléctrica, aplicado en un dispositivo electrónico cargado por un adaptador de alimentación eléctrica […]
MÉTODO DE CONTROL DE UN CONVERTIDOR ELECTRÓNICO CC/CA TRIFÁSICO CON FALLO EN UNA FASE, del 19 de Diciembre de 2019, de UNIVERSIDAD POLITECNICA DE MADRID: Método de control de un convertidor electrónico CC/CA trifásico con fallo en una fase. Se divulga un método de control de un convertidor electrónico de CC/CA trifásico […]
Método y sistema de refrigeración redundante, del 5 de Diciembre de 2019, de Dawes, Warwick Graham Andrew: Un método para implementar un sistema de refrigeración redundante para proporcionar una carga de refrigeración máxima predeterminada para el aire en un espacio acondicionado […]
Método de control de bomba, del 4 de Diciembre de 2019, de Grundfos Holding A/S: Procedimiento de control de bombas para controlar el funcionamiento de un sistema der bombas con al menos dos equipos de bombas , que están dispuestos en paralelo […]
MÉTODO Y SISTEMA DE CONTROL PREDICTIVO DE UN CONVERTIDOR CC/CA, del 2 de Diciembre de 2019, de UNIVERSIDAD POLITECNICA DE MADRID: Método y sistema de control predictivo de un convertidor CC/CA. Se divulga un método y un sistema de control predictivo de un convertidor CC/CA para transmisión […]
Equilibrio de par síncrono en sistemas de múltiples bombas, del 5 de Noviembre de 2019, de ITT Manufacturing Enterprises LLC: Un método de control en un sistema que tiene múltiples bombas (18a-18d), en donde las múltiples bombas (18a-18d) se accionan y funcionan conjuntamente […]