Hombro formador y dispositivo para la fabricación de bolsas tubulares.
Hombro formador para la conformación de una banda de material de embalaje (4) en una bolsa tubular con un cordón longitudinal (42) decalado lateralmente,
que comprende una parte de hombro (1) y una parte prismática (2), que están conectadas entre sí a lo largo de un borde de conformación (3), en el que la mitad del borde de conformación (3) dirigida hacia la banda de material de embalaje (4) entrante se sitúa en el primer y segundo cuadrante de la sección transversal de la parte prismática (2) y la formación del cordón se realiza en el cuarto cuadrante, caracterizado porque las rectas de superficie (11), desprovistas de curva que parten del borde de conformación (3), en el segundo y cuarto cuadrante, se aproximan unas a otras con alejamiento creciente de la parte prismática (2), y porque el ángulo del borde de conformación medido entre las superficies de la parte de hombro (1) y el lado interior de la parte prismática (2) disminuye del segundo al tercer cuadrante y aumenta del tercer al cuarto cuadrante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2010/001047.
Solicitante: Drut, Henry.
Nacionalidad solicitante: Alemania.
Dirección: Glacisstrasse 26 01099 Dresden ALEMANIA.
Inventor/es: DRUT,HENRY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos especialmente adaptados para hacer costuras transversales o longitudinales en las bandas o en los tubos.
- B65B9/22 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Formando rebordes o salientes; Formadores de tubos.
PDF original: ES-2458420_T3.pdf
Fragmento de la descripción:
Hombro formador y dispositivo para la fabricación de bolsas tubulares La invención se refiere a un procedimiento y un dispositivo para la fabricación de una bolsa tubular, por ejemplo de una así denominada bolsa de paquetes en porciones (stick pack) con cordón longitudinal decalado lateralmente.
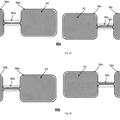
El término “cordón longitudinal decalado lateralmente” significa en este caso que, en una bolsa tubular limitada por cordones transversales, la zona del cordón se sitúa fuera del centro, es decir, el plano central longitudinal de la bolsa no corta la zona de superposición de los bordes de banda que forman el cordón longitudinal, por ejemplo un así denominado cordón de aletas o cordón de superposición. En la figura 1 están confrontadas las secciones transversales de las secciones transversales de bolsa simétricas, convencionales, en la que el cordón se sitúa en o cerca del centro en un lado de la bolsa, con las secciones transversales de bolsa asimétricas aquí tratadas, en las que el cordón longitudinal está dispuesto lateralmente, respectivamente en la realización con un cordón superpuesto y un cordón de aletas.
La representación de una bolsa tubular con cordón longitudinal decalado lateralmente se puede realizar gracias a formación de la sección transversal de tubo a partir de de una banda de material de embalaje plana, por ejemplo, una banda de lamina o papel, mediante un hombro formador u otros medios apropiados, y sellado del cordón longitudinal mediante un órgano de soldadura longitudinal para la soldadura de bordes de banda, así como el cierre siguiente de la bolsa individual que se origina del tubo así generado mediante un dispositivo de soldadura transversal.
Por el documento EP 1340679 A1 se conoce un hombro formador para la fabricación de así denominadas bolsas tubulares de borde sellado por tres lados. Ésta se configura de manera que la pared posterior, desde un borde de entrada de lámina, y/o las paredes interiores, desde las cubiertas de canal en la dirección de paso de lámina y desde las zonas laterales del canal, se sacan aproximándose de forma asintótica hacia el extremo inferior de una ranura.
Actualmente se fabrican bolsas tubulares de paquetes en porciones, es decir, envases de porciones de bolsas tubulares de anchura de bolsa de 8 a 50 mm, con un cordón longitudinal situado en o cerca del centro en un lado de la bolsa presionada plana. La anchura de soldadura en el paquete en porciones es relativamente grande en comparación a la anchura de la bolsa. El lado del cordón de la bolsa sólo se puede usar por ello de forma limitada con finalidad publicitaria e de información. En bolsas tubulares de los formatos normales (50 a 250 mm) está muy extendido colocar el cordón longitudinal en el lado por estos motivos.
El que esta característica todavía no se haya impuesto en el sector del paquete en porciones se debe a que el procesamiento posterior de los tubos asimétricos en las máquinas convencionales para formar, llenar y sellar bolsas sólo se puede realizar con gran coste, es decir, se debería desarrollar una máquina especial para estos formatos.
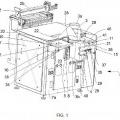
Al contrario de en las máquinas para formar, llenar y sellar bolsas para los formatos normales, las máquinas de paquetes en porciones siempre trabajan en varias hileras, es decir, en las máquinas de paquetes en porciones se forman y llenan unos junto a otros varios paquetes en porciones. En el caso de bolsas tubulares, cuyo cordón longitudinal está dispuesto en el centro en un lado de la sección transversal de tubo, los órganos de soldadura longitudinal y eventualmente contrasoportes se pueden disponer de modo que actúan transversalmente a la 45 disposición en forma de hilera, según está representado en la figura 2.
No obstante, si el cordón longitudinal se debe disponer decalado lateralmente, entonces entre los hombros formadores queda muy poco espacio para el posicionamiento lateral del dispositivo de soldadura longitudinal. Diferente de la solución en las máquinas estándares para la soldadura de un tubo simétrico, la aproximación de la herramienta de soldadura se debe realizar de forma inclinada, según está representado en la figura 3. No obstante, esto sería muy costoso por lo que hasta ahora no hay una realización técnica para máquinas con esta disposición.
Se deben superar las dificultades técnicas descritas que han impedido hasta ahora que las bolsas de paquetes en porciones se puedan ofrecer en el mercado con cordón longitudinal situado en el lado.
El problema técnico del procedimiento en el desarrollo de un hombro formador para bolsas de paquetes en porciones con cordón longitudinal situado lateralmente consiste en que la banda (de lámina o papel) se desliza lateralmente debido a las fuerzas de conformación y fricción sumariamente mayores en el lado largo. La longitud de línea desenrollada de la banda desviada hacia el hombro formador tiene diferente longitud partiendo de la línea central. La resistencia de trabajo en la conformación de la banda sobre el hombro formador se determina esencialmente por las fuerzas de fricción y por fuerzas de deformación. Esto se debe compensar mediante la configuración de la geometría del hombro formador, de modo que estas fuerzas se compensen y se impida el deslizamiento de un lado de la banda.
La banda formada una vez por el hombro formador en la dirección longitudinal tiene el empeño de extenderse de nuevo después de soltarse. Respecto a la soldadura longitudinal existen riesgos tecnológicos en el posicionamiento y fijación del tubo poco antes de la soldadura. Esto se debe garantizar mediante la configuración óptima del hombro formador y dispositivo de soldadura longitudinal, es decir, órgano de soldadura longitudinal y eventualmente contrasoporte, así como eventualmente otros órganos de fijación. Para la solución del problema de la soldadura longitudinal asimétrica, es decir, decalada lateralmente, se proponen procedimientos y dispositivos con un enfoque completamente nuevo para la configuración del hombro formador.
Un procedimiento para la fabricación de la bolsa tubular con cordón longitudinal decalado lateralmente puede comprender las siguientes etapas:
1. Formación de un tubo con un cordón longitudinal que está orientado perpendicularmente al plano central de la bolsa, a partir de un material plano, por ejemplo, una banda de lámina,
2. Fijación, es decir, sellado del cordón longitudinal por soldadura longitudinal con un órgano de soldadura,
3. Compresión del tubo y eventualmente formación de un cordón de soldadura mediante el dispositivo de soldadura transversal.
El efecto de la tercera etapa del procedimiento está representado en la figura 4.
El hombro formador propuesto para la fabricación de bolsas tubulares con cordón longitudinal situado en el lado se puede montar en máquinas convencionales para formar, llenar y sellar bolsas sin coste adicional, es decir, las máquinas ya presentes se pueden reequipar de forma sencilla. Mediante el hombro formador se fabrica una sección transversal asimétrica del tubo de lámina y se genera mediante la compresión manteniendo la dirección de efecto de las herramientas de soldadura longitudinal en máquinas estándares.
En este caso se eluden los problemas convencionales en caso de la rotación de los órganos de soldadura longitudinal y, si está presente, el contrasoporte. La solución se puede realizar en máquinas estándares. Sólo se deben decalar lateralmente los órganos de soldadura longitudinal y montar eventualmente un contrasoporte adaptado.
A continuación se propone un hombro formador para vencer los problemas arriba descritos en la fabricación de paquetes en porciones con cordón longitudinal decalado lateralmente, en particular en la disposición de varios dispositivos de formación, soldadura y llenado Con un hombro formador descrito a continuación es posible la fabricación de bolsas tubulares con cordón longitudinal decalado lateralmente en alta calidad.
Para la descripción comprensible de la invención se usan a continuación diferentes términos cuyo significado se explica en primer lugar.
“Cuadrantes de la sección transversal de la parte prismática” son los sectores de esta sección transversal en la vista en planta de la parte prismática. En este caso se concibe el origen de un sistema de coordenadas global en el centro de la sección transversal de la parte prismática y por consiguiente en el centro de la sección transversal tubular originada. El eje y del sistema de coordenadas se sitúa en paralelo a la dirección de entrada de la banda de material
de embalaje en el hombro formador, debido a ello el eje x del sistema de... [Seguir leyendo]
Reivindicaciones:
1. Hombro formador para la conformación de una banda de material de embalaje (4) en una bolsa tubular con un cordón longitudinal (42) decalado lateralmente, que comprende una parte de hombro (1) y una parte prismática (2) , 5 que están conectadas entre sí a lo largo de un borde de conformación (3) , en el que la mitad del borde de conformación (3) dirigida hacia la banda de material de embalaje (4) entrante se sitúa en el primer y segundo cuadrante de la sección transversal de la parte prismática (2) y la formación del cordón se realiza en el cuarto cuadrante, caracterizado porque las rectas de superficie (11) , desprovistas de curva que parten del borde de conformación (3) , en el segundo y cuarto cuadrante, se aproximan unas a otras con alejamiento creciente de la parte prismática (2) , y porque el ángulo del borde de conformación medido entre las superficies de la parte de hombro (1) y el lado interior de la parte prismática (2) disminuye del segundo al tercer cuadrante y aumenta del tercer al cuarto cuadrante.
2. Hombro formador según la reivindicación 1, caracterizado porque la sección del borde de conformación (3)
situada en el primer cuadrante discurre de forma rectilínea transversalmente a la dirección de entrada de la banda de material de embalaje (4) y de este modo no llega al cuarto cuadrante.
3. Hombro formador según la reivindicación 1, caracterizado porque la sección del borde de conformación (3) que discurre del tercer al cuarto cuadrante discurre más inclinada que la sección del borde de conformación (3) que 20 discurre del primer al cuarto cuadrante.
4. Hombro formador según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la sección del borde de conformación (3) situada en el primer cuadrante o que discurre del primer al cuarto cuadrante termina antes del lugar de la formación del cordón.
5. Hombro formador según la reivindicación 4, caracterizado porque por debajo de la superficie de hombro (1) en el cuarto cuadrante está dispuesto un primer elemento de guiado (8) para el apoyo de la formación de un cordón longitudinal (42) .
6. Hombro formador según la reivindicación 5, caracterizado porque la superficie del primer elemento de guiado (8) dirigida hacia la sección transversal de tubo formada reproduce parcialmente la sección transversal de tubo.
7. Hombro formador según cualquiera de las reivindicaciones 1 a 6, caracterizado porque en el extremo de la parte prismática (2) está dispuesto un segundo elemento de guiado (9) , que reproduce al menos por zonas el contorno 35 exterior de la sección transversal de tubo formada, para el apoyo de la formación de un cordón longitudinal (42) .
8. Hombro formador según la reivindicación 7, caracterizado porque el segundo elemento de guiado (9) se puede mover entre una posición de trabajo, en la que el segundo elemento de guiado ase al menos por zonas la sección transversal de tubo formada, y una posición de ajuste, en la que el segundo elemento de guiado está dispuesto alejado de la sección transversal de tubo formada.
9. Hombro según cualquiera de las reivindicaciones 1 a 8, caracterizado porque la parte de hombro (1) toca la parte prismática (2) en al menos una zona por debajo del borde de conformación (3) .
Patentes similares o relacionadas:
 Máquina de empaquetado de tubo de película, del 27 de Noviembre de 2019, de Wiens, Klaus: Máquina de empaquetado de tubo de película que comprende
- dos dispositivos de transporte con dos hombros formadores similares a […]
Máquina de empaquetado de tubo de película, del 27 de Noviembre de 2019, de Wiens, Klaus: Máquina de empaquetado de tubo de película que comprende
- dos dispositivos de transporte con dos hombros formadores similares a […]
Conjunto de Conformación., del 2 de Agosto de 2019, de TNA AUSTRALIA PTY LIMITED: 1. Conjunto de conformación de material en forma de banda para bolsas para una máquina de envasado, incluyendo el conjunto: un armazón que es fijo con respecto […]
Máquina de envasado vertical, del 30 de Enero de 2019, de Martini S.r.l: Máquina de envasado para envasar productos en bolsas , de forma específica, productos sueltos de pequeño tamaño o polvo o productos granulares, […]
CONDUCTO DE CONFORMACIÓN, del 11 de Abril de 2018, de TNA AUSTRALIA PTY LIMITED: Conducto de conformación. Un conjunto de conformación para una máquina de envasado. El conjunto de conformación incluye un armazón que soporta […]
MECANISMO PARA FORMAR SOBRES, del 30 de Noviembre de 2017, de PACK SYSTEM S.A. DE C.V: El mecanismo para formar sobres tiene la ventaja ante otros diseños de que consta únicamente de una lámina la cual se fabrica con base a las dimensiones de la película […]
DISPOSITIVO PARA LA IMPULSIÓN DE UN ELEMENTO LAMINAR PARA UNA MÁQUINA DE ENVASADO, del 14 de Febrero de 2017, de TNA AUSTRALIA PTY LIMITED: Dispositivo para la impulsión de un elemento laminar para una máquina de envasado. Un dispositivo de envasado que incluye una máquina de pesado que entrega […]
DISPOSITIVO PARA LA IMPULSIÓN DE UN ELEMENTO LAMINAR PARA UNA MÁQUINA DE ENVASADO, del 14 de Febrero de 2017, de TNA AUSTRALIA PTY LIMITED: Dispositivo para la impulsión de un elemento laminar para una máquina de envasado. Un dispositivo de envasado que incluye una máquina de pesado que entrega lotes […]
 Máquina de envasado vertical, del 14 de Enero de 2015, de Ulma Packaging Technological Center, S.Coop: 1. Máquina de envasado vertical que comprende un bastidor , un alimentador fijado al bastidor , un útil de formado adaptado […]
Máquina de envasado vertical, del 14 de Enero de 2015, de Ulma Packaging Technological Center, S.Coop: 1. Máquina de envasado vertical que comprende un bastidor , un alimentador fijado al bastidor , un útil de formado adaptado […]