Estructura de carrocería para un automóvil y procedimiento para la fabricación de un componente estructural para una estructura de carrocería.
En una estructura de carrocería (2) para un automóvil (1), que presenta un componente estructural (3) que está constituido por chapa de acero al menos de alta resistencia,
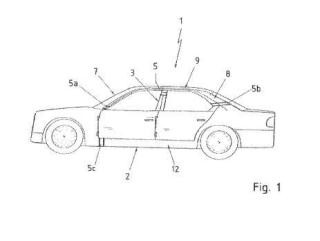
el componente estructural (3) está provisto con un punto teórico de corte (5, 5a, 5b, 5c) para la aplicación de una herramienta de separación. En el procedimiento para la fabricación del componente estructural (3) se transforma una chapa de acero y se somete a un tratamiento térmico con objeto de la formación de zonas con resistencia alta y resistencia reducida. Al menos una zona del componente estructural (3, 7, 8, 12) con resistencia reducida se configura durante un proceso de transformación en caliente de una chapa de acero en una herramienta y durante un tratamiento térmico del componente estructural (3, 7, 8, 12), conectado a continuación de un proceso de transformación en una herramienta, a través de la modificación de las propiedades mecánicas, como punto teórico de corte (5, 5a, 5b, 5c) para la aplicación de una herramienta de separación.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201130578.
Solicitante: BENTELER AUTOMOBILTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ELSENER STRASSE 95 33102 PADERBORN ALEMANIA.
Inventor/es: PELLMANN,Markus, HIELSCHER,Christian.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B62D25/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 25/00 Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar. › Montantes de puertas.
- C21D8/02 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 8/00 Modificación de las propiedades físicas por deformación en combinación con, o seguida por, un tratamiento térmico (endurecido de objetos o de materiales formados por forja o laminado sin otro calentamiento que el necesario para dar la forma C21D 1/02). › durante la fabricación de productos planos o de bandas (C21D 8/12 tiene prioridad).
Fragmento de la descripción:
Estructura de carrocería para un automóvil y procedimiento para la fabricación de un componente estructural para una estructura de carrocería.
La invención se refiere, por una parte, a una estructura de carrocería para un automóvil, que presenta un componente estructural que está constituido por chapa de acero al menos de alta resistencia, de acuerdo con las características del preámbulo de la reivindicación 1.
Por otra parte, la invención se refiere a un procedimiento para la fabricación de un componente estructural para la estructura de carrocería de un automóvil, de acuerdo con las características del preámbulo de la reivindicación 7.
En la fabricación de automóviles, en particular en la producción de turismos, se puede observar cada vez más la tendencia a fabricar diversos componentes estructurales de la estructura de la carrocería, como por ejemplo columnas de techo (columnas A, B, C) , refuerzos de puertas o traviesas de chapas de acero de alta a máxima resistencia con valores hasta parcialmente por encima de 1000 MPa. Sin embargo, precisamente tal aplicación muestra sus puntos débiles cuando en un automóvil implicado en un accidente, las puertas no se pueden abrir ya para el salvamento de los ocupantes. En este caso, es necesario separar determinados componentes estructurales de la estructura de la carrocería, para que se pueda abrir o bien se pueda separar a presión la estructura de la carrocería y a continuación se puedan poner a salvo los ocupantes.
En efecto, en principio, es posible separar cada componente estructural con un gasto determinad. Pero en este caso es problemático que se plantean a las herramientas de separación, debido a los aceros de alta a máxima resistencia, requerimientos cada vez más altos, en lo que se refiere a la fuerza de corte necesaria. Estos requerimientos elevados se manifiestan entonces, naturalmente, en una elevación del peso de las herramientas de separación y en su facilidad de manipulación esencialmente empeorada. Esta facilidad de manipulación empeorada en combinación con las resistencias cada vez más elevadas de los componentes conduce especialmente a un tiempo de salvamento prolongado de los ocupantes, de manera que eventuales lesiones no pueden ser tratadas ya con la rapidez requerida.
Para reducir el tiempo de salvamento en la mayor medida posible, se han realizado en el mundo técnico consideraciones con el propósito de crear los llamados mapas de salvamento para cada tipo de automóvil. En estos mapas de salvamento, que deben llevarse entonces consigo en el automóvil, se representa entre otras cosas, en qué lugares de la estructura de la carrocería (célula de pasajeros) están presentes componentes estructurales de aceros de alta a máxima resistencia y cómo se pueden eludir estos componentes estructurales, para que se puedan cortar en cierto modo sin problemas componentes estructurales que presentan una resistencia más reducida. Dicha elusión de los componentes estructurales de aceros de alta a máxima resistencia se dificulta, sin embargo, cada vez más con el empleo creciente de estos aceros.
La invención tiene el problema de crear, por una parte, una estructura de carrocería para un automóvil y, por otra parte, un procedimiento para la fabricación de un componente estructural de chapa de acero de alta resistencia para la estructura de la carrocería de un automóvil, que se puede separar, sin embargo, en caso de emergencia fácilmente por medio de herramientas de separación o de corte.
La presente solución de este problema consiste de acuerdo con la invención en las características de la reivindicación 1.
Los desarrollos ventajosos son objeto de las reivindicaciones 2 a 6.
De manera correspondiente, ahora se provee el componente estructural con un punto teórico de corte para la aplicación de una herramienta de separación. Este punto teórico de corte posee una resistencia reducida en comparación con el resto del componente estructural.
Este hecho permite entonces dar a los fabricantes de automóviles instrucciones claras y categóricas relevantes del tipo, por ejemplo en forma de mapas de salvamento, que posibilitan al personal de socorro, como por ejemplo bombeos o asistencia técnica, en un automóvil accidentado y con ocupantes encerrados, intervenir sin demoras esencialmente con las herramientas de separación adecuadas en cada caso de manera selectiva en los puntos teóricos de corte para salvar a los ocupantes en poco tiempo y para poder atenten inmediatamente lesiones eventualmente necesarias. Ya no son necesarias consideraciones especiales sobre dónde se encuentran, dado el caso, secciones de una estructura de la carrocería, que poseen una resistencia reducida. Ya no son necesarias herramientas de separación o de corte especialmente costosas con facilidad de manipulación empeorada implicada con ello, a pesar de los aceros de alta a máxima resistencia para los componentes estructurales.
Los puntos teóricos de corte pueden estar previstos en diferentes componentes estructurales de la célula de pasajeros. En particular, los puntos teóricos de corte se encuentran en componentes estructurales en forma de una columna de techo. Por ellos se entienden las columnas A, B, C y D, que soportan el techo de un vehículo, de una estructura de carrocería. En el componente estructural se puede tratar, por ejemplo, también de la traviesa de un automóvil. En función de la posición del componente estructural, se posiciona el punto teórico de corte. En columnas B, el punto más fino del componente estructural está, en general, por encima de la fijación del cinturón. Con preferencia, el punto teórico de corte se encuentra en esta zona. La zona superior de la columna A y también de la columna C está sometida a cargas altas, cuando se produce un vuelco del vehículo. El punto teórico de corte se posiciona, por lo tanto, con preferencia en la zona inferior de la columna A y también de la columna C. Además, la separación de la columna A en la zona inferior, es decir, por encima del antepecho de la ventana, facilita el salvamento de los ocupantes.
Con frecuencia, los ocupantes están también atrapados. En este caso, se ensancha parcialmente la célula de pasajeros levantando sobre tacos el vehículo en la zona de la columna A. La traviesa se corta a tal fin al menos en su lado superior, de manera que el vehículo se abre en cierto modo hacia arriba a través de la elevación sobre tacos. El peso propio de la cubierta y de la zona delantera conduce a que se doble la traviesa al menos parcialmente separada y se puedan salvar los ocupantes del automóvil accidentado.
En principio, son concebibles otros puntos teóricos de corte en los componentes estructurales del automóvil, realizando la disposición exacta siempre de manera específica del vehículo, es decir, acorde con los requerimientos con respecto a la carga de los componentes estructurales y las posibilidades de salvamento de los ocupantes.
Con respecto a una reducción al mínimo del tamaño de una herramienta de separación es conveniente, además, que el punto teórico de corte presente una anchura inferior a 100 mm. De esta manera se puede limitar la zona del componente estructura con menor resistencia a un tamaño mínimo.
No obstante, parece especialmente ventajoso que el punto teórico de corte presente una anchura inferior a 75 mm, con preferencia inferior a 50 mm.
Para facilitar adicionalmente al personal de socorro la localización de un punto teórico de corte, puede ser conveniente que el punto teórico de corte se pueda detectar por medio de un sensor. Por lo demás, es conveniente proveer el punto teórico de corte con un transpondedor, al que reacciona el sensor.
La solución de la parte relacionada con el procedimiento del problema en que se basa la invención consiste en las características de la reivindicación 7.
Los desarrollos ventajosos se indican en las reivindicaciones 8 a 15.
De acuerdo con ello, la zona del componente estructural con una resistencia más reducida se configura durante un proceso de transformación en caliente en una herramienta o durante un tratamiento térmico conectado a continuación de un proceso de transformación en una herramienta, a través de la modificación de las propiedades mecánicas de la chapa de acero empleada, como punto teórico de corte para la aplicación de una herramienta de separación. Tal punto teórico de corte se puede indicar entonces en un mapa de salvamento exactamente para cada tipo de vehículo, de manera que el personal de socorro encargado del salvamento puede emprender el salvamento con aparato de separación o bien de corte más ligero y las personas accidentadas pueden ser socorridas en poco tiempo.
...
Reivindicaciones:
1. Estructura de carrocería (2) para un automóvil (1) , que presenta un componente estructural (3, 7, 8, 12) constituido de chapa de acero de alta resistencia, caracterizada porque el componente estructural (3, 7, 8, 12) está provisto con un punto teórico de corte (5) para la aplicación de una herramienta de separación.
2. Estructura de carrocería de acuerdo con la reivindicación 1, caracterizada porque el componente estructural (3) o bien es una columna B, en la que el punto teórico de corte (5) está dispuesto en el extremo superior
(4) del componente estructural (3) , o en la que el componente estructural (7, 8) es una columna A o una columna C, en la que el punto teórico de corte (5a, 5b) está dispuesto en el extremo inferior del componente estructural (7, 8) , o en la que el componente estructural (12) es una traviesa, en la que el punto teórico de corte (5c) está dispuesto cerca de la columna (A) .
3. Estructura de carrocería de acuerdo con la reivindicación 1 ó 2, caracterizada porque el punto teórico de corte (5, 5a, 5b, 5c) presenta una anchura (B) , medida en dirección longitudinal del componente estructural (3, 7, 8, 12) , inferior a 100 mm.
4. Estructura de carrocería de acuerdo con una de las reivindicaciones 1 a 3, caracterizada porque el punto teórico de corte (5, 5a, 5b, 5c) presenta una anchura (B) , medida en dirección longitudinal del componente estructural (3, 7, 8, 12) , inferior a 75 mm, con preferencia inferior a 50 mm.
5. Estructura de carrocería de acuerdo con una de las reivindicaciones 1 a 4, caracterizada porque el punto teórico de corte (5, 5a, 5b, 5c) se puede detectar por medio de un sensor.
6. Estructura de carrocería de acuerdo con una de las reivindicaciones 1 a 5, caracterizada porque el punto teórico de corte (5, 5a, 5b, 5c) está provisto con un transpondedor (6) que reacciona a un sensor.
7. Procedimiento para la fabricación de un componente estructural (3, 7, 8, 12) para la estructura de la carrocería (2) de un automóvil (1) , en el que una chapa de acero es transformada y es sometida a un tratamiento térmico para la formación de zonas (10, 11) de resistencia alta y resistencia reducida, caracterizado porque al menos una zona (11) del componente estructural (3, 7, 8, 12) se configura con resistencia reducida durante un proceso de transformación en caliente de una chapa de acero en una herramienta o durante un tratamiento térmico del componente estructural (3, 7, 8, 12) , conectado a continuación de un proceso de transformación en una herramienta, a través de modificación de las propiedades mecánicas, como punto teórico de corte (5, 5a, 5b, 5c) para la aplicación de una herramienta de separación.
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque durante la transformación en caliente de la chapa de acero en una herramienta, se mantiene la zona (1) de la chapa de acero con el punto teórico de corte (5, 5a, 5b, 5c) planeado sin contacto con la herramienta.
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque la zona (11) , mantenida sin contacto con la herramienta, del componente estructural (3, 7, 8, 12) con el punto teórico de corte (5, 5a, 5b, 5c) es llevada, después de la transformación en caliente después de la expiración de un tiempo de proceso crítico, a la temperatura de la zona restante (10) del componen te estructural (3, 7, 8, 12) .
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado porque la zona (11) del componente estructural (3, 7, 8, 12) con el punto teórico de corte (5, 5a, 5b. 5c) es refrigerada después de la transformación en caliente por medio de agua o aire comprimido.
11. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque durante la transformación en caliente de una chapa de acero en la herramienta, se calienta durante un tiempo limitado la sección de la herramienta que está dispuesta a distancia, adyacente a la zona (11) con el punto teórico de corte (5, 5a, 5b, 5c) planeado.
12. Procedimiento de acuerdo con la reivindicación 11, caracterizado porque la sección de la herramienta dispuesta a distancia, adyacente a la zona (11) con el punto teórico de corte (5, 5a, 5b, 5c) del componente estructural (3, 7, 8, 12) , es refrigerada después del calentamiento.
13. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque durante la transformación en caliente de una chapa de acero en la herramienta, se emplea en la zona (11) del punto teórico de corte (5, 5a, 5b, 5c) planeado en la herramienta un material con una conductividad térmica más reducida en comparación con el material de la herramienta restante.
14. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque en el caso de un tratamiento térmico del componente estructural (3, 7, 8, 12) , que tiene lugar después del proceso de transformación de una chapa de acero en la herramienta, la zona (11) con el punto teórico de corte (5, 5a, 5b, 5c) se somete a una operación de revenido o de recocido de ablandamiento limitada en el tiempo.
15. Procedimiento de acuerdo con una de las reivindicaciones 7 a 14, caracterizado porque en la zona (11) del componente estructural (3) con el punto teórico de corte (5, 5a, 5b, 5c) se dispone un transpondedor (6) .
Patentes similares o relacionadas:
Método para producir un producto moldeado a presión, producto moldeado a presión y dispositivo de prensado, del 22 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de fabricación de un componente prensado que incluye una chapa superior alargada, una pared (4a, 4b) que tiene un extremo conectado a una parte final en la dirección […]
Miembro de automóvil, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Un miembro de automóvil de una sección transversal cerrada que incluye un panel interior que tiene una placa superior y dos paredes laterales (6a, 6b) conectadas […]
Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior y un pilar delantero inferior, del 5 de Febrero de 2020, de Arcelormittal: Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior que se extiende entre un extremo trasero y un extremo […]
Chasis de vehículo eléctrico y vehículo eléctrico que usa el mismo, del 13 de Noviembre de 2019, de Guangdong Hua'chan Research Institute of Intelligent Transportation System Co., Ltd: Un chasis de vehículo eléctrico que comprende un sistema de bastidor , un sistema de amortiguación de motor de dirección montado en el sistema de bastidor […]
Viga central de pilar B y procedimiento de fabricación, del 6 de Noviembre de 2019, de AUTOTECH ENGINEERING, S.L: Una viga central de pilar B hecha de acero, que comprende: zonas duras y zonas blandas, en la que las zonas blandas tienen un límite […]
Método y dispositivo para fabricar un componente en forma de L, del 28 de Octubre de 2019, de NIPPON STEEL CORPORATION: Método de fabricación para un componente prensado en donde se lleva a cabo una operación de prensado sobre una lámina inicial de metal para moldear un componente […]
Viga estructural con placa de cubierta y procedimiento de fabricación, del 2 de Octubre de 2019, de AUTOTECH ENGINEERING, A.I.E.: Una viga estructural, que comprende: una primera viga y una placa de cubierta (220, 230, 320, 420, 521, […]
 Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]
Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]