Dispositivo de empalme de conducción mediante electro-soldadura y procedimiento de uso del mismo.
Dispositivo de empalme de conducción mediante electro-soldadura y procedimiento de uso del mismo.
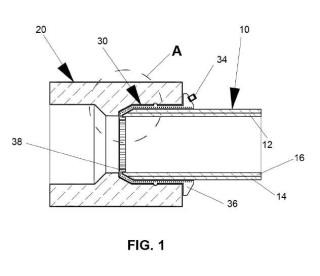
Dispositivo de empalme de conducción mediante electro-soldadura para empalmar un primer elemento (10) y un segundo elemento (20) insertando dicho primer elemento (10) en dicho segundo elemento (20), que incluye un manguito (30) que comprende medios eléctricos de calentamiento embebidos y que está colocado sobre dicho primer elemento (10) y dentro de dicho segundo elemento (20), de una manera tal que dicho primer elemento (10), dicho segundo elemento (20) y dichos medios eléctricos de calentamiento se solapan, y que unos bornes (34) son accesibles. Procedimiento de uso de dicho dispositivo que comprende: colocar dicho manguito (30) sobre dicho primer elemento (10) y dentro de dicho segundo elemento (20), dejando dichos bornes (34) accesibles; y aplicar corriente eléctrica a dichos bornes (34) para soldar por fusión, por un lado, dicho primer elemento (10) y dicho manguito (30) y, por otro lado, dicho segundo elemento (20) y dicho manguito (30).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231193.
Solicitante: MULTITUBO MONTAJE Y DISTRIBUCION, S.L..
Nacionalidad solicitante: España.
Inventor/es: GUTIERREZ PEREZ,Carlos Alberto, BOFFO,Sergio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando elementos calientes que quedan en la junta, p. ej. un elemento de soldadura perdida.
Fragmento de la descripción:
Dispositivo de empalme de conducción mediante electro-soldadura y procedimiento de uso del mismo Campo de la invención
La presente invención se refiere a un dispositivo de empalme de conducción mediante electro-soldadura y a su procedimiento de uso. Más concretamente, la presente invención se refiere a un dispositivo de empalme de conducción mediante electro-soldadura para empalmar un primer elemento de conducción con una superficie exterior de polímero plástico y un segundo elemento de conducción con una superficie interior de polímero plástico, mediante la inserción de dicho primer elemento en dicho segundo elemento como para establecer una conexión fluídica entre dichos elementos primero y segundo.
El dispositivo de empalme de conducción de acuerdo con la presente invención es especialmente aplicable cuando dicho primer elemento está hecho de pared estratificada que comprende una capa radialmente interior de polímero plástico, una capa radialmente exterior de polímero plástico, una capa intermedia de metal y, opcionalmente, al menos una interfaz de adhesivo entre las capas.
En general, el material estratificado para instalaciones de conducción que comprende una capa interior de polímero plástico, una capa exterior de polímero plástico, una capa intermedia de metal y, opcionalmente, al menos una interfaz de adhesivo entre las capas se denomina material multicapas y, por extensión, los objetos hechos de este material se denominan igualmente multicapas.
En la presente memoria descriptiva, el término de conducción quiere decir que el objeto al que se refiere dicho término define una cavidad interior destinada a albergar o conducir una materia recibida en dicho objeto. Dicha materia es generalmente un fluido tal como líquido o gas, incluyendo gas a presión (por ejemplo, aire comprimido), pero el experto en la técnica entenderá que también puede ser una materia con características análogas a los fluidos, por ejemplo materias fluyentes tales como mortero prefraguado, o materias particuladas tales como gravilla o polvo antiincendios.
Por lo tanto, la presente invención está encuadrada principalmente en el sector de las estructuras de conducción de todo tipo de fluidos.
Antecedentes de la invención
En primer lugar, hay que tener en cuenta que una conducción suele montarse in situ, en el lugar de instalación, a partir de elementos tales como tuberías, accesorios, juntas, etc., pues generalmente forma una red de tuberías de gran longitud que no puede premontarse industrialmente y llevarse ya montada al lugar de instalación. Por ello, los empalmes necesarios para el montaje se deben poder hacer rápidamente y con aparataje portátil, sin menoscabo de la seguridad y la precisión requeridas.
Es conocido utilizar tuberías de metal en instalaciones de conducción. Sin embargo, el coste asociado a la fabricación y el empalme de tuberías de metal es elevado. Además, las tuberías de metal son pesadas y, debido a su forma alargada, son muy rígidas hasta una cierta longitud pasada la cual son susceptibles de combarse hasta llegar a sufrir un doblez con aplastamiento, todo lo cual complica su transporte. También hay que tener en cuenta que algunos metales pueden reaccionar con alguno de los fluidos que discurren por su interior y por lo tanto no se pueden utilizar. Por último, la soldadura para los empalmes es un procedimiento con un riesgo elevado y que tiene que ser realizado por una persona especializada.
Es conocido igualmente utilizar tuberías de polímero plástico. El coste asociado a la fabricación y el empalme de tuberías de polímero plástico es inferior al de las tuberías de metal. Además, las tuberías de polímero plástico son generalmente más estables químicamente ante los fluidos que las tuberías de metal. Sin embargo, las características estructurales de las tuberías de polímero plástico son más pobres que las de las tuberías de metal en condición instalada.
Se han desarrollado por lo tanto tuberías multicapas. El coste asociado a la fabricación y el empalme de tuberías multicapas sigue siendo relativamente bajo, y además muestran ventajas propias tanto de las tuberías de metal como de las tuberías de polímero plástico: su peso sigue siendo relativamente bajo y su maleabilidad sigue siendo relativamente alta, por lo que son fáciles de transportar, y están recubiertas de polímero plástico, por lo que siguen siendo generalmente estables químicamente ante los fluidos.
Sin embargo, los procedimientos y medios conocidos para empalmar las tuberías multicapas son los desarrollados para empalmar tuberías de polímero plástico. No existen procedimientos y medios especialmente desarrollados para empalmar tuberías multicapas que aprovechen de manera óptima todas las características específicas del material multicapas.
Fundamentalmente, hay dos clases de empalme de conducción: i) un elemento se introduce sin holgura dentro de otro elemento y las paredes en contacto se sueldan, dando lugar a un empalme llamado de solapamiento, o ¡i) el canto final de un elemento se empalma a nivel con el canto final de otro elemento, dando lugar a un empalme llamado atesta.
Por ejemplo, un sistema muy extendido para empalme de solapamiento de dos piezas de una conducción, de las cuales al menos una es un pieza multicapas, usa un procedimiento de termo-soldadura (o termo-fusión) que consiste en: proporcionar una primera pieza multicapas con un diámetro exterior sensiblemente igual al diámetro interior de una segunda pieza, siendo dicha segunda pieza una pieza de polímero plástico o una pieza multicapas; calentar exteriormente el extremo de dicha primera pieza multicapas y calentar interiormente el extremo de dicha segunda pieza hasta el punto en el que la superficie exterior del extremo de dicha primera pieza multicapas y la superficie interior del extremo de dicha segunda pieza están derretidas pero no fluyen; deslizar el extremo de dicha primera pieza adentro del extremo de dicha segunda pieza de manera coaxial; dejar enfriar el conjunto de dichas piezas primera y segunda, creándose así una junta fundida entre ellas.
En dicho sistema se usa una soldadora eléctrica que consiste en una placa metálica vertical de soporte que se calienta al encender la soldadora y que tiene un agujero de acoplamiento en el que se pueden acoplar útiles metálicos cilindricos de calentamiento de distintos diámetros, generalmente uno a cada lado de la placa de soporte mediante un vástago roscado que pasa por dicho agujero de acoplamiento y por agujeros correspondientes del fondo de cada útil de calentamiento. Se escoge un útil de calentamiento cuyo diámetro interior coincide con el diámetro exterior de una primera pieza y un útil de calentamiento cuyo diámetro exterior coincide con el diámetro interior de una segunda pieza. Tales útiles de calentamiento se acoplan a la placa de soporte de la soldadora (uno por cada lado, unidos con el vástago a través del agujero de acoplamiento de la placa de soporte), se enciende la soldadora y la placa de soporte se calienta, calentando a su vez los útiles de calentamiento hasta una temperatura predeterminada en función del material de las piezas. La primera pieza y la segunda pieza se aplican en dichos útiles de calentamiento, hasta el punto en el que la superficie exterior del extremo de la primera pieza y la superficie interior del extremo de la segunda pieza están derretidas pero no fluyen. Se inserta el extremo de la primera pieza dentro del extremo de la segunda pieza y se deja que el conjunto se enfríe hasta formarse la consiguiente junta.
Dicho sistema presenta ciertos inconvenientes. El deslizamiento es forzado, con rozamiento en estado fundido, lo cual generalmente arrastra material y reduce el espesor de las capas de polímero plástico que participan en la junta. De hecho, si el contacto se da de manera muy descentrada, podría llegar a darse el caso de que la capa exterior de polímero plástico de la primera pieza multicapas desapareciese totalmente en alguna zona, poniendo en peligro la estanqueidad. En cualquier caso, no se puede verificar el estado de la junta, lo cual sería altamente aconsejable dado que el control de la temperatura de las piezas cuando se van a unir es impreciso, dado que las piezas se calientan en la soldadora eléctrica y después se retiran de ella y se llevan en condiciones atmosféricas hasta acoplarse entre sí. Además, la junta proporcionada deja al descubierto el borde de la capa de metal de dicha primera pieza, y por lo tanto entrará en contacto con el fluido que discurra por el interior de la conducción.
Se conocen sistemas para empalme de dos piezas de una conducción, de las cuales al menos una puede ser una pieza multicapas, mediante electro-soldadura....
Reivindicaciones:
1. Dispositivo de empalme de conducción mediante electro-soldadura para empalmar un primer elemento de conducción que comprende una parte externamente tubular (10) que tiene una superficie exterior (16) hecha de polímero plástico a lo largo de al menos un tramo de dicha parte externamente tubular (10), y un segundo elemento de conducción que comprende una parte internamente tubular (20) que tiene una superficie interior hecha de polímero plástico a lo largo de al menos un tramo de dicha parte internamente tubular (20), mediante la inserción al menos parcial de dicha parte externamente tubular (10) en dicha parte internamente tubular (20) como para establecer una conexión fluídica entre dichos elementos primero y segundo de conducción, caracterizado porque incluye un manguito (30) dispuesto entre dicha parte externamente tubular (10) y dicha parte internamente tubular (20), teniendo dicho manguito (30) una pared que comprende polímero plástico a lo largo de al menos un tramo de dicho manguito (30), comprendiendo dicho manguito (30) unos medios eléctricos de calentamiento que están embebidos en dicho polímero plástico de dicha pared de dicho manguito (30) y que se extienden de tal manera que recorren una distancia angular de al menos 3602, teniendo dichos medios eléctricos de calentamiento dos bornes (34) de aplicación de corriente accesibles desde el exterior del conjunto formado por dicha parte externamente tubular (10), dicha parte internamente tubular (20) y dicho manguito (30).
2. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con la reivindicación 1, caracterizado porque dichos medios eléctricos de calentamiento se extienden de manera helicoidal en dicha pared de dicho manguito (30).
3. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con la reivindicación 2, caracterizado porque dichos medios eléctricos de calentamiento comprenden una resistencia eléctrica (32).
4. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque dicho manguito (30) tiene unos medios (36) de tope exteriores para limitar la inserción de dicho manguito (30) dentro de dicha parte internamente tubular (20).
5. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con la reivindicación 4, caracterizado porque dichos medios de tope exteriores son una brida (36) radialmente externa.
6. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con la reivindicación 4 o con la reivindicación 5, caracterizado porque dichos bornes (34) están alojados en dichos medios (36) de tope.
7. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque un extremo de dicho manguito tubular (30) comprende una brida (38) de unión, radialmente interna, y porque al menos una parte de dichos medios eléctricos de calentamiento se extiende en dicha brida (38) de unión.
8. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado porque, teniendo dicha parte internamente tubular (20) un rebaje (22), dicho manguito (30) incluye un resalte (40) complementario a dicho rebaje (22), estando dicho resalte (40) dispuesto de tal manera que, en condición operativa, dicho resalte (40) y dicho rebaje (22) están en la misma posición axial y dicho resalte (40) está introducido en dicho rebaje (22).
9. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con la reivindicación 8, caracterizado porque dicho resalte (40) está en forma de anillo integral de sobre-relieve.
10. Dispositivo de empalme de conducción mediante electro-soldadura de acuerdo con la reivindicación 8, caracterizado porque dicho resalte (40) tiene una sección transversal en forma de diente de trinquete, dispuesta de tal forma que permite la introducción de dicha parte externamente tubular (10) en el manguito (30) pero se opone mecánicamente a la extracción de dicha parte externamente tubular (10) desde el manguito (30).
11. Procedimiento de uso del dispositivo de empalme de conducción de acuerdo con una cualquiera de las reivindicaciones anteriores, que comprende los pasos de:
i) proporcionar dicho primer elemento de conducción con dicha parte externamente tubular (10), dicho segundo elemento de conducción con dicha parte internamente tubular (20), y dicho manguito (30),
ii) colocar dicho manguito (30) al menos parcialmente sobre dicha parte externamente tubular (10) sin holgura e insertar dicho manguito (30) al menos parcialmente en dicha parte internamente tubular (20) sin holgura, de una manera tal que dicho manguito (30) permite dicha conexión fluídica entre dichos elementos primero y segundo de conducción, y de una manera tal que al menos parte de dicho polímero plástico de dicha superficie exterior (16) de dicha parte externamente tubular (10), al menos parte de dicho polímero plástico de dicha superficie interior de dicha parte internamente tubular (20) y al menos parte de dichos medios eléctricos de calentamiento se solapan conjuntamente, y de una manera tal que dichos bornes (34) son accesibles desde el exterior de dicho
manguito (30), de dicha parte externamente tubular (10) y de dicha parte internamente tubular (20),
¡ü) aplicar una corriente eléctrica a dichos bornes (34) de dichos medios eléctricos de calentamiento, como para producir un calentamiento de dichos medios eléctricos de calentamiento y por consiguiente la soldadura por 5 fusión, por un lado, entre dicha parte externamente tubular (10) y dicho manguito (30) y, por otro lado, entre dicha parte internamente tubular (20) y dicho manguito (30), y
iv) dejar de aplicar dicha corriente eléctrica.
12. Procedimiento de acuerdo con la reivindicación 11, caracterizado porque también comprende el paso de
realizar un preajuste específico del tiempo y la intensidad de la corriente eléctrica aplicada a dichos medios eléctricos de calentamiento en base a una parametrización dada.
13. Procedimiento de acuerdo con la reivindicación 12, en el que el dispositivo de empalme de conducción 15 comprende una etiqueta dispuesta en dicha parte externamente tubular (10) y/o una etiqueta dispuesta en dicha
parte internamente tubular (20), caracterizado porque comprende el paso de leer dichas etiquetas, mediante un dispositivo de lector del aparato destinado a aplicar la corriente eléctrica a dichos bornes (34) de dichos medios eléctricos de calentamiento, como para transmitir a dicho aparato los parámetros oportunos relativos al elemento de conducción, con el fin de que dicho aparato determine automáticamente la intensidad de corriente eléctrica 20 y/o el tiempo de aplicación de corriente eléctrica y funcione automáticamente en consecuencia.
14. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 11-13, caracterizado porque, en el paso ii), dicho manguito (30) se coloca sobre dicha parte externamente tubular (10) de tal manera que dicho manguito (30) se extiende sobre dicha parte externamente tubular (10) hasta llegar a la superficie interior (12) de dicha
parte externamente tubular (10) por medio de una brida (38) de unión, radialmente interna, o incluso sobre dicha superficie interior (12) de dicho primer elemento, mediante una extensión de dicha brida (38) de unión.
Patentes similares o relacionadas:
Accesorios de tubería que permiten pruebas de presión no destructivas de la integridad de los sellos, del 18 de Marzo de 2020, de Proper Pipe Ehf: Un accesorio en la forma de accesorio tipo silla de montar, que comprende una sección principal en forma de media tubería, dimensionada […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Dispositivo de soldadura intermedio, del 11 de Diciembre de 2019, de Triopipe Geotherm AB: Un dispositivo de soldadura intermedio para uso al soldar juntos dos extremos de una estructura de tubería de plástico coaxial que tiene una tubería más interior (22, […]
Pieza de conexión para electrofusión aislada, del 22 de Octubre de 2019, de GEORG FISCHER ROHRLEITUNGSSYSTEME AG: Pieza de conexión para electrofusión aislada para la unión de áreas terminales de tuberías de material sintético termoplástico, en particular […]
Dispositivo y procedimiento para la soldadura de dos piezas de polímero por fusión, del 2 de Octubre de 2019, de GRTGAZ: Dispositivo para la soldadura de dos piezas de polímero por fusión por medio de una banda calefactora tejida a partir de un hilo resistivo revestido de […]
 Grapa, del 27 de Febrero de 2019, de MIX: Grapa , en forma de un hilo metálico, que incluye dos ramas de conexión provistas cada una de un extremo libre adaptado para estar empalmado con unas puntas […]
Grapa, del 27 de Febrero de 2019, de MIX: Grapa , en forma de un hilo metálico, que incluye dos ramas de conexión provistas cada una de un extremo libre adaptado para estar empalmado con unas puntas […]
Dispositivo de medición de la evolución de un campo de temperatura y procedimiento asociado de evaluación de la calidad de una operación de soldadura, del 26 de Diciembre de 2018, de Engie: Dispositivo de medición de la evolución de un campo de temperatura durante una operación de soldadura entre una primera pieza y una segunda pieza de material plástico […]
Clip, del 5 de Diciembre de 2018, de MIX: Clip en forma de un alambre metálico que comprende dos brazos de conexión , cada uno de los cuales está provisto de un extremo libre adaptado para ser conectado con […]