Distribuidor de líneas.
Distribuidor de líneas (30) para repartir un flujo de una pista de bandejas (3) a dos pistas (S1,
S2), que comprende primeras a cuartas unidades de transporte (31, 32, 33, 34) sucesivas en una dirección de transporte (T) en cada caso con un accionamiento, y que comprende un sensor de distribución (37) y dos sensores de pista (41a, 41b), una unidad de distribución (35), dos topes de liberación (40) y dos topes previos (39a, 39b), estando los topes de liberación (40) configurados para liberar una primera fila (R) de bandejas (3) al mismo tiempo para su transporte posterior a una siguiente unidad de producción (11), y estando previsto en cada caso un sensor de pista (41a, 41b) entre el tope de liberación (40) y el tope previo (39a, 39b) de una pista (S1, S2) para detectar para cada pista (S1, S2) la presencia de una bandeja (3) entre el tope de liberación (40) y el tope previo (39a, 39b) y/o el extremo posterior de una bandeja (3), siendo además la cuarta unidad de transporte (34) reversible con respecto a su dirección de transporte para detectar una bandeja (3) que puede estar presente en el tope de liberación (40) mediante el sensor de pista (41a, 41b) para determinar la presencia de una bandeja (3) entre el tope de liberación (40) y el tope previo (39a, 39b).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12007261.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 4 87787 WOLFERTSCHWENDEN ALEMANIA.
Inventor/es: BUCHENBERG,WOLFGANG, TAGHIPOUR,ALIREZA, KULT,ALEXANDER, HAPPACH,BERND, GABLER,ALBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G43/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 43/00 Dispositivos de control, p. ej. de seguridad, de alarma, de corrección de errores. › Dispositivos de control accionados por la alimentación, el desplazamiento o la descarga de objetos o materiales.
- B65G47/31 B65G […] › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › haciendo variar las velocidades relativas de los transportadores en serie.
- B65G47/71 B65G 47/00 […] › siendo los objetos descargados sobre varios transportadores.
PDF original: ES-2449487_T3.pdf
Fragmento de la descripción:
Distribuidor de líneas La invención se refiere a un distribuidor de líneas para distribuir bandejas según la reivindicación 1 y a un procedimiento para inicializar automáticamente un distribuidor de líneas según la reivindicación 11.
Por el documento EP 0 480 436 A2 se conoce un dispositivo de distribución y recogida para distribuir y recoger productos que son suministrados uno después de otro en un número predeterminado de alineaciones en juegos de una cantidad fija. El documento EP 2 361 858 A1 da a conocer un dispositivo de agrupación de botellas de varias pistas con varias unidades de accionamiento con diferentes velocidades de transporte.
Por el documento US 2006/0070927 A1 se conoce un distribuidor de líneas para repartir un flujo de productos a transportar a una pluralidad de pistas. Comprende varias unidades de transporte y sensores sucesivos para controlar la distribución de los productos a transportar sobre las pistas.
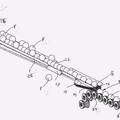
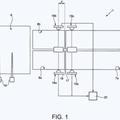
Se conocen además distribuidores de líneas de la práctica para repartir en dos pistas bandejas que se recogen mediante un sistema de suministro de una pista por el distribuidor de líneas. Al final del distribuidor de líneas está previsto para cada pista un elemento de tope para pasar la primera fila con dos bandejas a una siguiente máquina de cierre de bandejas de dos pistas. Un distribuidor de líneas convencional de este tipo se muestra en la figura 1.
El distribuidor de líneas presenta a este respecto una única cinta transportadora. Al inicio del distribuidor de líneas está prevista una barrera de luz para contar las bandejas recogidas del sistema de suministro y comunicarlas al dispositivo de control del distribuidor de líneas. A continuación las bandejas se mueven a lo largo de un dispositivo de distribución para asignarse a una pista prevista. Una barrera de luz adicional está colocada directamente detrás del dispositivo de distribución para detectar el extremo posterior de una bandeja. El dispositivo de control ajusta el dispositivo de distribución de modo que todas las bandejas necesarias para un formato en una pista se distribuyen de manera sucesiva por cada pista, es decir, las primeras bandejas se distribuyen como un primer grupo sobre la primera pista y a continuación las bandejas adicionales se distribuyen de nuevo como un grupo sobre la segunda pista. Para generar una distancia necesaria para desplazar el dispositivo de distribución entre la última bandeja de un primer grupo y la primera bandeja de un grupo siguiente se aumenta entonces temporalmente la velocidad de cinta una vez que la primera barrera de luz haya detectado el extremo posterior de la última bandeja de un grupo al inicio del distribuidor de líneas.
En el reinicio no se deben encontrar bandejas sobre todo el distribuidor de líneas, ya que el dispositivo de control no puede detectar si bandejas se han extraído del distribuidor de líneas durante la parada o si se han colocado adicionalmente sobre superficies libres de la cinta. A este respecto el operario de la máquina a menudo no tiene posibilidad de depositar las bandejas extraídas, por lo que resulta correspondientemente complicado el despeje. La inicialización del distribuidor de líneas se realiza a este respecto siempre suponiendo que “no existen bandejas dentro del distribuidor de líneas”. Un número diferente al número previsto de un grupo de bandejas lleva a problemas en la siguiente máquina de cierre de bandejas y a paradas de máquina. Durante el proceso de producción se puede dar además el caso de que se extraigan bandejas del distribuidor de líneas para realizar un control de calidad, lo que también lleva a problemas en la máquina de cierre de bandejas.
El objetivo de la presente invención es proporcionar un distribuidor de líneas para aumentar el rendimiento y mejorarlo, de modo que no sea necesario despejar un distribuidor de líneas retirando bandejas antes del inicio.
Este objetivo se soluciona mediante un distribuidor de líneas con las características de la reivindicación 1 y un procedimiento según la reivindicación 11. Perfeccionamientos ventajosos se indican en las reivindicaciones dependientes.
El distribuidor de líneas según la invención para repartir un flujo de una pista de bandejas en dos o más pistas comprende cuatro unidades de transporte (“primeras a cuartas”) sucesivas en una dirección de transporte en cada caso con un accionamiento, además un sensor de distribución y dos sensores de pista, una unidad de distribución, dos topes de liberación y dos topes previos. Los topes de liberación están configurados para liberar una primera fila de bandejas (es decir, las bandejas más anteriores en cada caso de cada una de las dos pistas) al mismo tiempo para su transporte posterior a una siguiente unidad de producción, preferiblemente una máquina de cierre de bandejas. Está previsto en cada caso un sensor de pista entre el tope de liberación y el tope previo para detectar para cada pista la presencia de una bandeja entre el tope de liberación y el tope previo y/o el extremo posterior de la bandeja. Esto garantiza para la siguiente unidad de producción que siempre se traspasa una bandeja por cada pista por el distribuidor de líneas y de este modo se evitan posiciones vacías por ejemplo en una estación de sellado y de este modo no se producen paradas de producción. Mediante la disposición de cuatro unidades de transporte, preferiblemente realizadas como cintas transportadoras, con cuatro accionamientos propios, se pueden modificar las distancias entre las bandejas en transiciones de cinta de modo que el número de las bandejas que se van a distribuir y transportar se puede aumentar a un máximo.
Preferiblemente los sensores de pista y/o el sensor de distribución son sensores ópticos, preferiblemente barreras de luz por motivos de costes y para lograr una alta seguridad de funcionamiento.
Resulta especialmente favorable cuando los topes de liberación presenten un actuador común, por ejemplo un cilindro neumático, de modo que ambos topes se pueden desactivar de manera rápida y fiable al mismo tiempo para traspasar una serie de bandejas, o dos bandejas que se encuentran sobre dos pistas una al lado de otra, a siguientes cintas transportadoras. Como “activos” o como “activados” se designan los topes en este caso siempre que se encuentren en una posición en la que detienen (pueden detener) bandejas.
En una forma de realización especialmente ventajosa el distribuidor de líneas presenta un dispositivo de control de trayecto que está configurado para gestionar las posiciones actuales de las bandejas a lo largo del trayecto de transporte en un dispositivo de control. De este modo el distribuidor de líneas sabe en cualquier momento dónde se encuentran bandejas sobre las cintas transportadoras del distribuidor de líneas, y el dispositivo de control puede activar de manera correspondiente y flexible la unidad de distribución para conseguir el rendimiento máximo.
Para garantizar una conexión o integración óptima con la siguiente unidad de producción el dispositivo de control es preferiblemente el dispositivo de control de máquina de la unidad de producción. A este respecto también se pueden minimizar los costes con respecto a dos dispositivos de control individuales en cada caso con un terminal de mando que se comunican entre sí, y al mismo tiempo se puede aumentar la seguridad de proceso y se pueden acortar los intervalos para transmitir señales.
Según la invención la cuarta unidad de transporte es reversible con respecto a su dirección de transporte para poder comprobar la presencia de una bandeja con sólo un sensor de pista tras la parada de la cinta transportadora, ya que las bandejas pueden tener diferentes longitudes y de este modo no se detectan automáticamente por el sensor de pista en caso de una parada de la cinta transportadora.
Preferiblemente la velocidad de la cuarta unidad de transporte es mayor con respecto a la velocidad de una tercera unidad de transporte dispuesta directamente aguas arriba para generar una distancia necesaria entre dos bandejas sucesivas. De este modo se garantiza que, a la hora de activar un tope previo, éste no entra en contacto con una bandeja hasta que haya alcanzado su posición final. Un contacto de este tipo podría llevar a un daño de la bandeja o a una pérdida parcial del producto de la bandeja.
Preferiblemente la velocidad de la segunda unidad de transporte es mayor con respecto a la velocidad de una primera unidad de transporte dispuesta directamente aguas arriba para generar una distancia necesaria entre dos bandejas sucesivas. Esto posibilita una distancia entre todas las bandejas que se encuentran en la zona de la unidad de distribución.... [Seguir leyendo]
Reivindicaciones:
1. Distribuidor de líneas (30) para repartir un flujo de una pista de bandejas (3) a dos pistas (S1, S2) , que comprende primeras a cuartas unidades de transporte (31, 32, 33, 34) sucesivas en una dirección de transporte (T) en cada caso con un accionamiento, y que comprende un sensor de distribución (37) y dos sensores de pista (41a, 41b) , una unidad de distribución (35) , dos topes de liberación (40) y dos topes previos (39a, 39b) , estando los topes de liberación (40) configurados para liberar una primera fila (R) de bandejas (3) al mismo tiempo para su transporte posterior a una siguiente unidad de producción (11) , y estando previsto en cada caso un sensor de pista (41a, 41b) entre el tope de liberación (40) y el tope previo (39a, 39b) de una pista (S1, S2) para detectar para cada pista (S1, S2) la presencia de una bandeja (3) entre el tope de liberación (40) y el tope previo (39a, 39b) y/o el extremo posterior de una bandeja (3) , siendo además la cuarta unidad de transporte (34) reversible con respecto a su dirección de transporte para detectar una bandeja (3) que puede estar presente en el tope de liberación (40) mediante el sensor de pista (41a, 41b) para determinar la presencia de una bandeja (3) entre el tope de liberación (40) y el tope previo (39a, 39b) .
2. Distribuidor de líneas según la reivindicación 1, caracterizado porque los sensores de pista (41a, 41b) y/o el sensor de distribución (37) son sensores ópticos.
3. Distribuidor de líneas según una de las reivindicaciones anteriores, caracterizado porque los topes de liberación
(40) presentan un actuador común.
4. Distribuidor de líneas según una de las reivindicaciones anteriores, caracterizado porque el distribuidor de líneas (30) presenta un dispositivo de control de trayecto que está configurado para gestionar las posiciones actuales de las bandejas (3) a lo largo del trayecto de transporte en un dispositivo de control (38) .
5. Distribuidor de líneas según la reivindicación 4, caracterizado porque el dispositivo de control (38) es el dispositivo de control de máquina de la unidad de producción (11) .
6. Distribuidor de líneas según una de las reivindicaciones anteriores, caracterizado porque la velocidad (v4) de la cuarta unidad de transporte (34) es mayor con respecto a la velocidad (v3) de una tercera unidad de transporte (33) dispuesta directamente aguas arriba para generar una distancia (E) entre dos bandejas (3) sucesivas.
7. Distribuidor de líneas según una de las reivindicaciones anteriores, caracterizado porque la velocidad (v2) de la segunda unidad de transporte (32) es mayor con respecto a la velocidad (v1) de la primera unidad de transporte (31) dispuesta directamente aguas arriba para generar una distancia (D) entre dos bandejas (3) sucesivas.
8. Distribuidor de líneas según una de las reivindicaciones anteriores, caracterizado porque la distancia (F) desde el tope previo (40) en contra de la dirección de transporte (T) hasta el inicio de la cuarta unidad de transporte (34) corresponde a la longitud (L) de una bandeja (3) , más una tolerancia de hasta un 20 %.
9. Distribuidor de líneas según una de las reivindicaciones anteriores, caracterizado porque entre los topes previos
(40) y el sensor de distribución (37) se puede incluir el número de un grupo (G) de bandejas (3) de una pista (S1, S2) de un formato de la siguiente unidad de producción (11) en cada pista (S1, S2) .
10. Distribuidor de líneas según una de las reivindicaciones anteriores, caracterizado porque la primera unidad de transporte (31) presenta una fricción mayor con respecto a la segunda unidad de transporte (32) en la superficie que actúa conjuntamente con una base de las bandejas (3) .
11. Procedimiento para inicializar automáticamente un distribuidor de líneas (30) según una de las reivindicaciones anteriores, estando previsto un dispositivo de control de trayecto para gestionar las posiciones actuales de bandejas
(3) a lo largo del trayecto de transporte entre el sensor de distribución (37) y el tope de liberación (40) , con las siguientes etapas:
Determinar si está presente una bandeja (3) en cada pista (S1, S2) por delante del tope de liberación (40) mediante el respectivo sensor de pista (41a, 41b) ,
a) Si al menos en una pista (S1, S2) no se ha determinado ninguna bandeja (3) : desactivar el tope previo (39a, 39b) de la pista (S1, S2) que no presenta ninguna bandeja (3) , y mover las unidades de transporte tercera y cuarta (33, 34) para transportar bandejas (3) por delante de los topes de liberación (40) ,
b) Si en ambas pistas (S1, S2) se ha determinado una bandeja (3) : mover las unidades de transporte tercera y cuarta (33, 34) y desactivar los topes de liberación (40) y los topes previos (39a, 39b) para traspasar la primera fila (R) de bandejas (3) a la unidad de producción (11) , a continuación activar los topes de liberación (40) , y
Mover hacia atrás la cuarta unidad de transporte (34) para detectar una bandeja (3) que puede estar presente en el tope de liberación (40) mediante el sensor de pista (41a, 41b) para determinar la presencia de una bandeja (3) entre el tope de liberación (40) y el tope previo (39a, 39b) .
12. Procedimiento según la reivindicación 11, caracterizado porque están previstas las siguientes etapas:
Iniciar las unidades de transporte tercera y cuarta (33, 34) y liberar filas (R) de bandejas (3) por delante de los topes de liberación (40) hasta que en una o ambas pistas (S1, S2) ya no se pueda suministrar ninguna bandeja (3) hasta el tope de liberación (40) ,
Restablecer el dispositivo de control de trayecto para la pista vacía, Colocar el distribuidor de líneas (30) en una pista (S1, S2) restablecida.
13. Procedimiento según la reivindicación 12, caracterizado porque al restablecer sólo una pista (S1, S2) se mueve la primera unidad de transporte (31) para proporcionar a la pista (S1, S2) restablecida como máximo el número de bandejas (3) para una pista (S1, S2) de un grupo (G) hasta que en la segunda pista (S1, S2) aún sin restablecer ya no se pueda suministrar ninguna bandeja (3) hasta el tope de liberación (40) .
14. Procedimiento según una de las reivindicaciones anteriores 11 a 13, caracterizado porque de manera correspondiente a la ocupación de las pistas (S1, S2) que se determina a través del dispositivo de control de trayecto las bandejas (3) se distribuyen mediante una unidad de distribución (35) sobre ambas pistas (S1, S2) .
Patentes similares o relacionadas:
Método de transporte, del 8 de Mayo de 2019, de DAIFUKU CO., LTD.: Método de transporte para un objeto de transporte , siendo transportado el objeto de transporte a través de una trayectoria de transporte […]
Máquina de embalaje y procedimiento para la operación de una máquina de embalaje, del 16 de Abril de 2019, de SIG TECHNOLOGY AG: Máquina de embalaje con - por lo menos dos estaciones de embalaje dispuestas secuencialmente en orden consecutivo, en donde cada estación de embalaje presenta una cinta […]
Aparato y método para articular embalados helicoidalmente, del 25 de Abril de 2018, de Oakbridge Investments Limited: Un aparato de empaquetado que comprende: un aplicador de material de embalaje para embalar helicoidalmente artículos (A); un transportador de […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 7 de Febrero de 2018, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un lote que tiene una longitud L de grupos de artículos, que comprende: - un primer trasportador adaptado […]
Dispositivo de transferencia de artículos entre máquinas de desplazamiento intermitente y de desplazamiento continuo e instalación de acondicionamiento correspondiente, del 12 de Julio de 2017, de SERAC GROUP: Dispositivo de transferencia de artículos entre una primera máquina que funciona con un desplazamiento intermitente de los artículos según un primer […]
Aparato y método para la fabricación de paneles, del 6 de Julio de 2016, de PRISMA S.R.L.: Aparato para la fabricación de un panel que comprende al menos una capa externa sobre la que están dispuestos elementos estructurales […]
 Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
 Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]