Procedimiento de estampación.
Procedimiento de estampación para fabricar un manguito en una pieza de trabajo plana (6) de forma de chapa con un collarín (9) bilateralmente dirigido hacia fuera,
caracterizado por que en el primer paso del procedimiento una placa de apriete (3) y una placa de contrapresión (2), con unos respectivos rebajos cilíndricos de contornos interiores idénticos y con unos respectivos bordones vueltos uno hacia otro alrededor de los rebajos, confinan la pieza de trabajo (6) e imprimen una ranura en ambos lados de la misma, siendo guiados en dichas ranuras un troquel inferior (1) y un troquel superior (4) con respectivas secciones transversales cilíndricas de contornos interiores iguales y coincidentes con los contornos interiores de los rebajos, cuyos troqueles confinan también la pieza de trabajo (6), de modo que se produce detrás de la ranura (11) un primer engrosamiento bilateral periférico de la pieza de trabajo (6), en el segundo paso del procedimiento se trasladan el troquel inferior (1) y la placa de contrapresión (2) hacia arriba, quedando rezagada la placa de contrapresión (2) con relación al troquel inferior (1) y conservándose la fuerza de prensado entre la placa de apriete (3) y la placa de contrapresión (2), de modo que se reduce la distancia entre el troquel inferior (1) y el troquel superior (4) y se presiona hacia fuera el volumen situado entre ambos y así se agranda el engrosamiento bilateralmente periférico, y en el tercer paso del procedimiento, conservando la fuerza de apriete de la placa de apriete (3) y la fuerza de contrarretención del troquel inferior (1), el troquel superior (4) presiona primeramente una parte del volumen de la pieza de trabajo (6) hacia abajo y hacia fuera y agranda el engrosamiento bilateralmente periférico hasta su medida final, y seguidamente se agujerea la pieza de trabajo (6) en el mismo paso del procedimiento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2010/000353.
Solicitante: Gustav Meyer Stanztechnik GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Osnabrücker Strasse 375-377 32257 Bünde-Ahle ALEMANIA.
Inventor/es: MEYER, JORG, MEYER, KURT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Trabajo por secuencia en zigzag.
- B21D28/26 B21D 28/00 […] › en chapas o piezas planas.
PDF original: ES-2536751_T3.pdf
Descripción:
Procedimiento de estampación.
La invención concierne a un procedimiento de estampación para fabricar un manguito en una pieza de trabajo plana de forma de chapa con collarines bilateralmente dirigidos hacia fuera de la pieza de trabajo plana de forma de chapa.
Se conoce, documento DE 197 46 477 A1, un procedimiento para fabricar una tubuladura de chapa y una pieza de chapa correspondiente con una tubuladura de chapa que se extiende en un lado de una chapa.
En esta tubuladura de chapa es desventajoso especialmente el hecho de que, cuando ésta se practica en una chapa de varios milímetros de espesor y el agujero de paso producido debe emplearse como asiento para un cojinete de árbol, solamente puede efectuarse una introducción de fuerza asimétrica en la chapa. Sin embargo, para poder absorber permanentemente grandes fuerzas actuantes sobre el cojinete, se tiene que dimensionar la chapa con un espesor correspondiente, lo que repercute desventajosamente sobre el peso total y la rentabilidad de un dispositivo construido con ella.
Se conoce también, documento EP 2 043 178 A1, una tapa de batería con un saliente alrededor de un agujero de paso, así como su procedimiento de fabricación, si bien el saliente sólo se extiende asimétricamente en una dirección hacia dentro o hacia fuera.
Otro procedimiento conocido, documento US 2004/250593 A1, concierne a la forja de una carcasa de embrague a partir de un tocho metálico macizo, cuyo procedimiento se realiza en una prensa de forja empleando varias estampas de forja diferentes en varios pasos de trabajo separados y a una temperatura del material de varias veces 100ºC necesaria para la deformación plástica.
Asimismo, se conoce, documento DE 10 2007 005 847 A1, un procedimiento de estampación para fabricar una ruede de cadena, con cuya ayuda se puede producir una rueda de cadena plana que no presenta manguitos sobresalientes de ninguna clase.
El problema de la invención reside en proporcionar un procedimiento de estampación con el cual se pueda producir en una sola estación de trabajo, a ambos lados de una pieza de trabajo, un collarín con un agujero de paso.
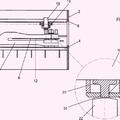
La solución de este problema se obtiene haciendo que en un primer paso del procedimiento una placa de apriete y una placa de contrapresión, con unos respectivos rebajos cilíndricos dotados de contornos interiores idénticos y con unos respectivos bordones vueltos uno hacia otro alrededor de los rebajos, confinen la pieza de trabajo situada entre ellas e impriman en ambos lados de la misma una ranura periférica, yendo guiados en estas ranuras un troquel inferior y un troquel superior de una estampa con respectivas secciones transversales cilíndricas de contornos interiores iguales y coincidentes con los contornos interiores de los rebajos, cuyos troqueles confinan también la pieza de trabajo, de modo que se genera detrás de la ranura un primer engrosamiento bilateralmente periférico de la chapa. Los rebajos y los troqueles pueden presentar aquí discrecionalmente contornos de sección transversal cilíndricos circulares, ovalados o bien poligonales.
En un segundo paso del procedimiento se trasladan el troquel inferior y la placa de contrapresión hacia arriba, quedándose rezagada la placa de base con relación al troquel inferior y conservándose la fuerza de prensado entre la placa de apriete y la placa de contrapresión, de modo que se reduce la distancia entre el troquel inferior y el troquel superior y se presiona hacia fuera el volumen de la pieza de trabajo situado entre ambos troqueles y se agranda el engrosamiento bilateralmente periférico.
En un tercer paso del procedimiento, en el que se conserva la fuerza de apriete de la placa de apriete y la fuerza de contrarretención del troquel inferior, el troquel superior se traslada primero hacia abajo y presiona allí una vez más una parte adicional del volumen de la pieza de trabajo hacia fuera y lleva así al engrosamiento bilateralmente periférico hasta su medida final, siendo agujereada la pieza de trabajo durante el movimiento continuado del troquel superior y siendo esta pieza extraída seguidamente de la estampa después de la traslación de separación de los troqueles y las placas.
Con este procedimiento se puede producir una tubuladura de chapa bilateral o un collarín bilateral en una chapa que, en contraste con las tubuladuras unilaterales, hace posible una introducción de fuerza simétrica en la pieza de trabajo.
En un paso intermedio entre el segundo y el tercer paso del procedimiento se puede efectuar una inversión funcional haciendo que la placa de contrapresión, descansando fijamente sobre una placa de apoyo, funcione como una matriz y el troquel inferior funcione como una sufridera, pudiendo efectuarse la inversión funcional en la estampa por medio de un dispositivo de cambio mecánico, eléctrico, hidráulico, neumático o de otro tipo.
En un paso de trabajo de preparación la pieza de trabajo puede ser provista, además, de un agujero preliminar lo 2
que reduce sensiblemente las fuerzas necesarias para la deformación.
La pieza de trabajo a manera de chapa de varios milímetros de espesor, fabricada con el procedimiento de estampación, es provista seguidamente, en ambos lados, de un collarín periféricamente aplicado, en el que se ha troquelado un agujero de paso cilíndrico y se ha impreso una ranura periférica en la zona de transición del collarín a la pieza de trabajo.
En la pieza de trabajo según la invención es especialmente ventajoso el hecho de que el collarín presenta la misma altura en ambos lados, de modo que es posible una introducción de fuerza simétrica en la chapa. La pieza de trabajo fabricada con el procedimiento de estampación según la invención presenta también un agujero de paso con un contorno interior dotado de una calidad de la pared tan buena y de medidas tan exactas que éste puede utilizarse, por ejemplo, como medidas finales para el asiento de un aro exterior de un cojinete de árbol destinado a insertarse en el mismo, sin que el agujero de paso tenga que ser mecanizado adicionalmente. Son imaginables también formas de sección transversal del agujero de paso que se desvíen de la forma de sección transversal cilíndrica circular.
A continuación, se describe con más detalle el desarrollo del procedimiento ayudándose de los dibujos. Muestran:
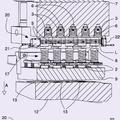
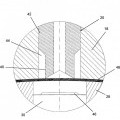
La figura 1, el primer paso del procedimiento, La figura 2, el segundo paso del procedimiento, La figura 3, el paso intermedio entre los pasos 2 y 3 del procedimiento, La figura 4, el tercer paso del procedimiento y La figura 5, una sección a través de una chapa con un collarín bilateralmente producido.
Reivindicaciones:
1. Procedimiento de estampación para fabricar un manguito en una pieza de trabajo plana (6) de forma de chapa con un collarín (9) bilateralmente dirigido hacia fuera, caracterizado por que en el primer paso del procedimiento una placa de apriete (3) y una placa de contrapresión (2) , con unos respectivos rebajos cilíndricos de contornos 5 interiores idénticos y con unos respectivos bordones vueltos uno hacia otro alrededor de los rebajos, confinan la pieza de trabajo (6) e imprimen una ranura en ambos lados de la misma, siendo guiados en dichas ranuras un troquel inferior (1) y un troquel superior (4) con respectivas secciones transversales cilíndricas de contornos interiores iguales y coincidentes con los contornos interiores de los rebajos, cuyos troqueles confinan también la pieza de trabajo (6) , de modo que se produce detrás de la ranura (11) un primer engrosamiento bilateral periférico de 10 la pieza de trabajo (6) , en el segundo paso del procedimiento se trasladan el troquel inferior (1) y la placa de contrapresión (2) hacia arriba, quedando rezagada la placa de contrapresión (2) con relación al troquel inferior (1) y conservándose la fuerza de prensado entre la placa de apriete (3) y la placa de contrapresión (2) , de modo que se reduce la distancia entre el troquel inferior (1) y el troquel superior (4) y se presiona hacia fuera el volumen situado entre ambos y así se agranda el engrosamiento bilateralmente periférico, y en el tercer paso del procedimiento,
conservando la fuerza de apriete de la placa de apriete (3) y la fuerza de contrarretención del troquel inferior (1) , el troquel superior (4) presiona primeramente una parte del volumen de la pieza de trabajo (6) hacia abajo y hacia fuera y agranda el engrosamiento bilateralmente periférico hasta su medida final, y seguidamente se agujerea la pieza de trabajo (6) en el mismo paso del procedimiento.
2. Procedimiento de estampación según la reivindicación 1, caracterizado por que se efectúa como paso intermedio 20 entre el segundo y el tercer paso del procedimiento una inversión funcional haciendo que la placa de contrapresión
(2) descanse fijamente sobre una placa de apoyo (5) y funcione entonces como matriz y que el troquel inferior (1) funcione como sufridera.
3. Procedimiento de estampación según cualquiera de las reivindicaciones antes citadas, caracterizado por que como paso de preparación se troquela antes del primer paso del procedimiento un agujero preliminar (8) en la pieza 25 de trabajo (6) .
4. Procedimiento de estampación según cualquiera de las reivindicaciones antes citadas, caracterizado por que la inversión funcional en el paso intermedio se efectúa en la estampa por medio de un dispositivo de cambio.
Patentes similares o relacionadas:
Método para producir motivos en cuero y máquina punzonadora de cuero relacionada, del 14 de Agosto de 2019, de AEFFE Machinery S.r.l: Máquina punzonadora automática continua del tipo apto para realizar operaciones de punzonado, troquelado, corte, grabado, perforación o similares en piezas […]
Máquina punzonadora y procedimiento para hacer orificios de ventilación en perfiles de persianas enrollables, del 20 de Marzo de 2019, de DALLAN S.P.A.: Una máquina punzonadora para hacer orificios, en particular orificios de ventilación, en perfiles, en particular perfiles de persiana enrollable, que comprende: - […]
Aparato para punzonado de chapa y corte por láser, del 23 de Enero de 2019, de PRODUTECH S.R.L.: Un aparato para punzonado de chapa y corte por láser, que comprende un bastidor de soporte en el que, en un frente de máquina, se ensamblan una unidad […]
Método para producir un componente de chapa metálica conformado y templado al menos por zonas y herramienta de de temple a presión que permite fabricar tal componente, del 12 de Julio de 2017, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Un método para producir un componente de chapa metálica conformado y, al menos por zonas, endurecido, particularmente un componente de chapa de acero […]
 Cabeza de punzón para punzonadoras, del 13 de Abril de 2016, de DALLAN S.P.A.: Cabeza de punzón, que comprende:
- un bastidor , sobre el cual puede deslizar un carro en forma de C, debiendo pasar a través de la abertura […]
Cabeza de punzón para punzonadoras, del 13 de Abril de 2016, de DALLAN S.P.A.: Cabeza de punzón, que comprende:
- un bastidor , sobre el cual puede deslizar un carro en forma de C, debiendo pasar a través de la abertura […]
 Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Maquina y procedimiento de estampación de piezas metálicas, del 26 de Noviembre de 2014, de CIE AUTOMOTIVE, S.A.: Máquina de estampación de piezas metálicas con una pluralidad de sucesivas estaciones troqueladoras sincronizadas para conformar piezas metálicas a partir de una chapa proveniente […]
 MÁQUINA PUNZONADORA, del 11 de Abril de 2011, de DALLAN S.P.A.: Máquina punzonadora para banda de chapa metálica que comprende: - una base , - una primera placa horizontal que se puede desplazar verticalmente […]
MÁQUINA PUNZONADORA, del 11 de Abril de 2011, de DALLAN S.P.A.: Máquina punzonadora para banda de chapa metálica que comprende: - una base , - una primera placa horizontal que se puede desplazar verticalmente […]