Procedimiento para la producción de un cuerpo moldeado de peso ligero y cuerpo moldeado de espuma metálica.
Cuerpo moldeado de peso ligero de espuma metálica, compuesto por una matriz metálica en la que están incluidas partículas y que encierra un gran número de huecos esencialmente esféricos y/o esencialmente elipsoidales,
caracterizado porque las espuma metálica del cuerpo moldeado, al observarla desde el punto de vista espacial, presenta una distribución monomodal de las extensiones longitudinales proporcionalmente máximas de los huecos en el intervalo de entre 1,0 y 30,0 mm.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02450137.
Solicitante: HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H..
Nacionalidad solicitante: Austria.
Dirección: KLEINREICHENBACH 25 3900 SCHWARZENAU AUSTRIA.
Inventor/es: DOBESBERGER, FRANZ, LEITLMEIER, DIETMAR, FLANKL, HERBERT, BIRGMANN, ALOIS, SCHULZ, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Tratamiento del metal fundido en la cuchara o en los canales de colada antes del moldeo (características relativas a la inyección de gas en cierres de tipo de corredera B22D 41/42, en buzas de colada B22D 41/58).
- B22D19/14 B22D […] › B22D 19/00 Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00). › teniendo los objetos forma de filamentos o partículas (fabricación de aleaciones conteniendo fibras o filamentos por contacto de las fibras o filamentos con el metal fundido C22C 47/08).
- B22D25/00 B22D […] › Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00).
- B22D25/02 B22D […] › B22D 25/00 Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00). › por su forma; obras de arte.
- B22D27/09 B22D […] › B22D 27/00 Tratamiento del metal en el molde durante el estado líquido o plástico (B22D 7/12, B22D 11/10, B22D 18/00, B22D 43/00 tienen prioridad). › aplicando presión.
- C22C1/08 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › C22C 1/00 Fabricación de aleaciones no ferrosas (por electrotermia C22B 4/00; por electrólisis C25C). › Aleaciones con poros abiertos o cerrados.
- C22C1/10 C22C 1/00 […] › Aleaciones que contienen elementos no metálicos (C22C 1/08 tienen prioridad).
- C22C21/00 C22C […] › Aleaciones basadas en aluminio.
- C22C32/00 C22C […] › Aleaciones no ferrosas que contienen entre 5 y 50% en peso de boruros, carburos, nitruros, óxidos, siliciuros u otros compuestos metálicos, p. ej. oxinitruros, sulfuros, añadidos como tales o formados in situ.
PDF original: ES-2533772_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de un cuerpo moldeado de peso ligero y cuerpo moldeado de espuma metálica
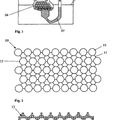
La invención se refiere a un cuerpo moldeado de peso ligero de espuma metálica compuesto por una matriz metálica, en la que están incluidas partículas y que encierra un gran número de huecos esencialmente esféricos y/o esencialmente elipsoidales.
Los cuerpos moldeados de espuma metálica tienen por naturaleza una densidad reducida y, conforme a su estructura, presentan propiedades mecánicas de material particulares. Por ejemplo, a los cuerpos de este tipo, en caso de aplicación de tensiones de compresión bi o tridimensionales, se les pueden conferir grandes deformaciones con grados de compactación de hasta el 70% y más. Estos materiales de trabajo con propiedades especiales pueden utilizarse ventajosamente en el campo tecnológico, por ejemplo, como absorbedores de energía en la tecnología automovilística y similares.
En caso de usar cuerpos moldeados de este tipo para funcionales seleccionadas con determinados parámetros, es importante garantizar en cada caso características de propiedades iguales y reproducibles de los materiales de
trabajo.
Por el documento EP- 483 184 B se ha dado a conocer un procedimiento para producir una espuma metálica reforzada con partículas, según el cual se introduce gas formador de células en una masa fundida de metal con agentes de refuerzo finamente distribuidos, se forma un material compuesto metálico espumado y de la superficie del material fundido se retira la espuma acumulada y se deja que solidifique. Sin embargo, esta espuma metálica presenta burbujas con un tamaño no controlado o una distribución de tamaños no controlada, de lo que resulta un perfil de propiedades sumamente impreciso del cuerpo de espuma o moldeado y se derivan incertidumbres desde el punto de vista técnico de la funcionalidad.
De T. Miyoshi, et al., "Aluminium Foam, "ALPORAS": The Production Process, Properties and Applications", Mat. Res. Soc. Symp. Proc. Vol. 521, 1998, págs. 133-137 se desprende un procedimiento para la producción de un cuerpo moldeado de espuma metálica, en el que se llena un molde de colada con aluminio fundido y se suministra T¡H2 al molde de colada y se mezcla en la masa fundida. Mediante la descomposición térmica del polvo de Tlhh se libera hidrógeno, que forma burbujas en la masa fundida para la configuración de la espuma metálica. De este modo puede producirse un cuerpo moldeado con una distribución bimodal de los tamaños de célula en la espuma metálica.
Según los documentos EP 545 957 B1 y US 5 221 234, otro cuerpo metálico de peso ligero presenta un gran número de poros cerrados y aislados, en general esféricos, con tamaños en el intervalo de desde 10 hasta 500 pm. Aunque poros tan pequeños con grandes diferencias de diámetro pueden conferir a un cuerpo metálico formado con aluminio un peso específico menor en comparación con el material macizo, en la mayoría de los casos no pueden alcanzarse una densidad inferior a 1,0 g/cm3 y un grado de compactación superior al 60% del material de trabajo en condiciones definidas.
Para la producción de diferentes formas de cuerpos ligeros formados a partir de espuma metálica ya se han propuesto varios dispositivos y procedimientos que se realizan de manera secuencial (US 5 281 251, DE 43 26 982 C1) y/o de manera continua (US 5 334 236, EP 544 291 A1, DE 43 26 982 C1, WO 91/03578), con los que pueden producirse objetos en principio absolutamente funcionales, aunque las propiedades mecánicas de los mismos no pueden ajustarse con la exactitud que se requiere a menudo.
El objetivo de la invención es crear un cuerpo moldeado de tipo genérico, cuya constitución presente un comportamiento de deformación en su mayor parte preciso en función de la tensión de compresión aplicada, en particular pluridimensional.
Este objetivo de la invención, en particular en cuanto a un comportamiento de material de trabajo deseado en caso de carga mecánica, se soluciona porque la espuma metálica del cuerpo moldeado, al observarla desde el punto de vista espacial, presenta una distribución monomodal de las extensiones longitudinales máximas de los huecos en el intervalo de entre 1,0 y 30,0 mm.
Las ventajas de un cuerpo moldeado de peso ligero así configurado de espuma metálica se basan esencialmente en que, tal como ya se ha expuesto de manera básica anteriormente, mediante una monomodalidad se consiguen condiciones favorables en cuanto a la formación de nodos de las paredes de las burbujas de gas. En el caso de una distribución bimodal, poli o multimodal del tamaño de los huecos, en los nodos de pared hay en la mayoría de los casos engrasamientos con dado el caso poros pequeños y/o muy pequeños, así como discontinuidades de sopladura, lo que por un lado aumenta el peso específico del cuerpo de espuma y aumenta el consumo de metal para la formación del mismo, y por otro lado puede alterar la distribución de las componentes de fuerza, con lo que
no puede determinarse de manera unívoca una flexión de las superficies de pared en caso de carga.
Las ventajas según la invención del efecto de los mecanismos de acción sobre la distribución de componentes de las fuerzas de compresión pueden intensificarse si las paredes de delimitación que encierran al menos parcialmente los huecos presentan zonas de superficie plana.
Si, tal como puede estar previsto adicionalmente de manera favorable, al observar desde el punto de vista espacial la espuma metálica, la relación de las extensiones longitudinales máximas de dos huecos en cada caso diferentes es de media en al menos 20 pares inferior a 45, pueden conseguirse zonas de carga en su mayor parte estrechas, en las que comienza un colapso de los huecos de la espuma.
A este respecto, la exactitud de la transición de un cambio de forma elástico a una deformación plástica del material de trabajo en función de la tensión de compresión puede aumentarse adicionalmente si, al observar desde el punto de vista espacial la espuma metálica, la relación de las extensiones longitudinales máximas de dos huecos en cada caso diferentes es de media en al menos 20 pares inferior a 30, preferiblemente inferior a 15 y en particular inferior a
5. Estos valores se refieren a huecos creados ignorando las sopladuras de solidificación en el cuerpo moldeado.
Igualmente importante para una producción de espuma metálica y para el comportamiento del cuerpo moldeado en caso de carga mecánica es la composición y la constitución del metal líquido y la de o las de las paredes de delimitación de los huecos.
Si las partículas para la armadura están incluidas distribuidas de manera uniforme en la matriz metálica, se obtiene un refuerzo elevado e isotrópico del metal de base en cuanto a la carga mecánica. A este respecto, también es favorable que huecos adyacentes entre sí estén separados completamente unos de otros mediante la matriz metálica. Grietas individuales, que pueden generarse por tensiones mecánicas durante el enfriamiento, no son activas en caso de cargas de compactación.
Según la invención pueden crearse per se cuerpos moldeados particularmente ligeros si la matriz metálica está compuesta por un metal ligero, preferiblemente por aluminio o una aleación de aluminio.
Cuando adicionalmente las partículas incluidas en la matriz metálica presentan un tamaño de desde 1 hasta 50 pm, preferiblemente de 3 a 20 pm, puede conseguirse una relación peso/propiedades particularmente ventajosa.
Como armadura o refuerzo del metal de base para una espumación y un endurecimiento del mismo o para una constitución de paredes de separación de burbujas reforzadas frente a la flexión, inclusiones de partículas no metálicas, preferiblemente partículas de SiC y/o partículas de AI2O3 y/o aquéllas de fases intermetálicas han demostrado ser inesperadamente favorables.
A este respecto, ha resultado ser especialmente ventajoso que el porcentaje en volumen de las partículas incluidas en la matriz metálica ascienda a entre el 10% en volumen y el 30% en volumen, preferiblemente entre el 15% en volumen y el 30% en volumen.
La relación de peso/propiedades favorable de un cuerpo moldeado de peso ligero del tipo según la invención puede aumentarse cuando la densidad de la espuma metálica asciende a menos de 1,05 g/cm3, preferiblemente menos de 0,7 g/cm3, en particular menos de 0,3 g/cm3.
Un cuerpo moldeado de peso ligero según la invención se produce con un procedimiento en el que, a partir de una masa fundida de metal que presenta partículas, se produce mediante la introducción de gas o mezclas de gases en la misma una espuma metálica y ésta se introduce al menos... [Seguir leyendo]
Reivindicaciones:
1. Cuerpo moldeado de peso ligero de espuma metálica, compuesto por una matriz metálica en la que están incluidas partículas y que encierra un gran número de huecos esencialmente esféricos y/o esencialmente elipsoidales, caracterizado porque las espuma metálica del cuerpo moldeado, al observarla desde el punto de vista espacial, presenta una distribución monomodal de las extensiones longitudinales proporcionalmente máximas de los huecos en el Intervalo de entre 1,0 y 30,0 mm.
2. Cuerpo moldeado según la reivindicación 1, caracterizado porque las paredes de delimitación que encierran al menos parcialmente los huecos presentas zonas de superficie plana.
3. Cuerpo moldeado según la reivindicación 1 ó 2, caracterizado porque, al observar desde el punto de vista espacial la espuma metálica, la relación de las extensiones longitudinales máximas de dos huecos en cada caso diferentes es de media en al menos 20 pares Inferior a 45.
4. Cuerpo moldeado según una de las reivindicaciones 1 a 3, caracterizado porque, al observar desde el punto de vista espacial la espuma metálica, la relación de las extensiones longitudinales máximas de dos huecos en cada caso diferentes es de media en al menos 20 pares Inferior a 30, preferiblemente inferior a 15 y en particular inferior a
5. Cuerpo moldeado según una de las reivindicaciones 1 a 4, caracterizado porque las partículas están incluidas en la matriz metálica distribuidas de manera uniforme.
6. Cuerpo moldeado según una de las reivindicaciones 1 a 5, caracterizado porque huecos adyacentes entre sí están separados completamente unos de otros mediante la matriz metálica.
7. Cuerpo moldeado según una de las reivindicaciones 1 a 6, caracterizado porque la matriz metálica está compuesta por un metal ligero, preferiblemente por aluminio o una aleación de aluminio.
8. Cuerpo moldeado según una de las reivindicaciones 1 a 7, caracterizado porque las partículas incluidas en la matriz metálica presentan un tamaño de desde 1 hasta 50 pm, preferiblemente de 3 a 20 pm.
9. Cuerpo moldeado según una de las reivindicaciones 1 a 8, caracterizado porque en la matriz metálica están incluidas partículas no metálicas, preferiblemente partículas de SiC y/o partículas de AI2O3 y/o aquéllas de fases ¡ntermetálicas.
10. Cuerpo moldeado según una de las reivindicaciones 1 a 9, caracterizado porque el porcentaje en volumen de las partículas incluidas en la matriz metálica asciende a entre el 10% en volumen y el 50% en volumen, preferiblemente entre el 15% en volumen y el 30% en volumen.
11. Cuerpo moldeado según una de las reivindicaciones 1 a 10, caracterizado porque la densidad de la espuma metálica asciende a menos de 1,05 g/cm3, preferiblemente menos de 0,7 g/cm3, en particular menos de 0,3 g/cm3
Patentes similares o relacionadas:
Pieza de desgaste de acero de bajo carbono y carburo cementado, del 3 de Abril de 2019, de Hyperion Materials & Technologies (Sweden) AB: Una pieza de desgaste que tiene alta resistencia al desgaste y resistencia mecánica, que comprende: un cuerpo; y una pluralidad de insertos de […]
Material de matriz metálica a base de polvos de aleación con memoria de forma, método de obtención del mismo y uso del mismo, del 9 de Enero de 2019, de UNIVERSIDAD DEL PAIS VASCO EUSKAL HERRIKO UNIBERSITATEA: Un material compuesto de matriz metálica basado en polvos de aleación con memoria de forma, su procedimiento de obtención y uso Lapresente invención se refiere […]
Artículos composite de densidad variable y procedimiento, del 25 de Septiembre de 2018, de REL, Inc: Un artículo composite de matriz metálica, que comprende: un cuerpo fundido reforzado, comprendiendo el cuerpo una primera región y una […]
Formación de un componente compuesto, del 4 de Abril de 2018, de Castings Technology International Ltd: Un método para la formación de un componente compuesto a partir de una pluralidad de materiales de alimentación en polvo diferentes, que comprende las operaciones de: obtención […]
Sistema de energía ultrasónica y método que incluyen un cuerno cerámico, del 19 de Abril de 2017, de 3M INNOVATIVE PROPERTIES COMPANY: Un sistema acústico para aplicar energía vibratoria, comprendiendo el sistema: una fuente de energía ultrasónica, un transductor , […]
Pieza de desgaste de acero bajo en carbono y carburo cementado, del 19 de Octubre de 2016, de SANDVIK INTELLECTUAL PROPERTY AB: Una pieza de desgaste que tiene alta resistencia al desgaste y dureza, que comprende: un cuerpo compuesto de partículas de carburo cementado […]
Procedimiento para formar una conexión eléctrica a un electrodo de fibra conductor y electrodo formado de esta manera, del 13 de Julio de 2016, de Arcactive Limited: Una batería o celda de plomo-ácido que incluye al menos un electrodo que comprende como un colector de corriente un material de fibra conductor que […]
 PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE CONSTRUCCION CON POROS ABIERTOS, A BASE DE METAL, PLASTICO O CERAMICA, CON ESTRUCTURA DE RETICULA ESPONJOSA ORDENADA, del 7 de Mayo de 2010, de KURTZ GMBH
LAEMPE & MOSSNER GMBH
KUHS, BERND: Procedimiento para fabricar elementos de construcción ligeros de poros abiertos, de metal, aleaciones metálicas, material plástico o cerámica, de cualquier […]
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE CONSTRUCCION CON POROS ABIERTOS, A BASE DE METAL, PLASTICO O CERAMICA, CON ESTRUCTURA DE RETICULA ESPONJOSA ORDENADA, del 7 de Mayo de 2010, de KURTZ GMBH
LAEMPE & MOSSNER GMBH
KUHS, BERND: Procedimiento para fabricar elementos de construcción ligeros de poros abiertos, de metal, aleaciones metálicas, material plástico o cerámica, de cualquier […]