Procedimiento y dispositivo para conectar un conductor eléctrico a una pieza de contacto eléctrico.
Procedimiento para la conexión de un conductor eléctrico (18) a una pieza de contacto eléctrico (16),
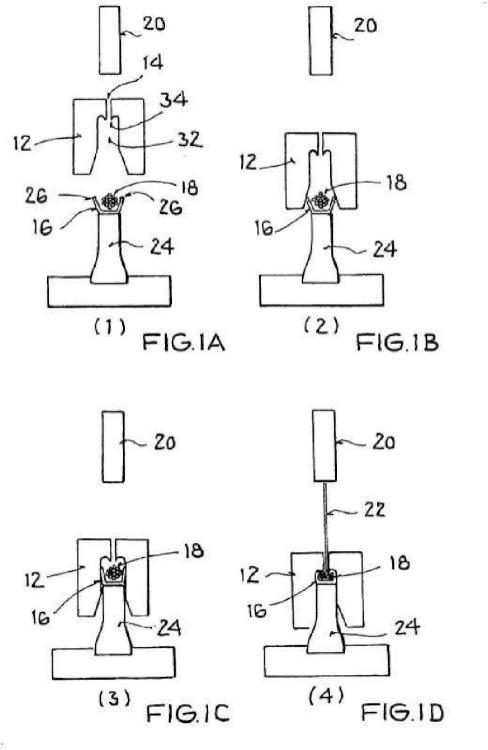
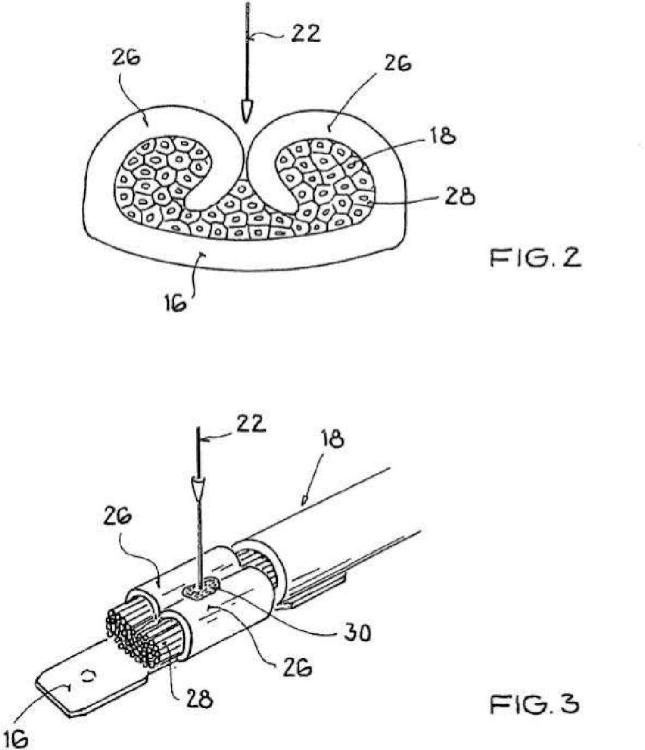
en el que la pieza de contacto (16) presenta alas deformables (26) y las alas (26) son deformadas por medio de un troquel de flexión (12), de modo que comprimen con unión positiva de fuerza al conductor (18) con la pieza de contacto (16), actuándose sobre la pieza de contacto (16) de tal manera que al menos las alas (26) son conectadas entre sí con unión positiva de material, provocando un rayo láser (22) la conexión con unión positiva de material, caracterizado por que la acción que produce la conexión con unión positiva de material se realiza a través de al menos una abertura (14) en el troquel de flexión (12), y el rayo láser (22) es irradiado a través de la abertura (14) perpendicularmente a la dirección de extensión transversal de la pieza de contacto (16).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/004264.
Solicitante: AUDI AG.
Nacionalidad solicitante: Alemania.
Dirección: 85045 INGOLSTADT ALEMANIA.
Inventor/es: FINK, HANS-PETER, BAUER, HANS, SCHAFER, MARKUS, HAAG, WERNER, SEITZ,GEORG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura por puntos.
- H01R4/18 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 4/00 Conexiones conductoras de electricidad entre varias piezas conductoras de contacto directo, es decir, que se tocan el uno al otro; Medios para realizar o mantener tales contactos; Conexiones conductoras de electricidad con dos o más emplazamientos de conexión espaciados para los conductores y utilizando piezas de contacto que penetran en el aislamiento. › por engarce (H01R 4/01, H01R 4/24 tiene prioridad).
- H01R43/02 H01R […] › H01R 43/00 Aparatos o procedimientos especialmente adaptados a la fabricación, montaje, entretenimiento o la reparación de conectores de líneas o de colectores de corriente o para acoplar conductores eléctricos (líneas para trole B60M 1/28). › para conexiones soldadas.
- H01R43/048 H01R 43/00 […] › Aparatos o procedimientos de engaste (H01R 43/042 tiene prioridad).
PDF original: ES-2546872_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para conectar un conductor eléctrico a una pieza de contacto eléctrico La invención se refiere a un procedimiento para conectar un conductor eléctrico a una pieza de contacto eléctrico, en el que la pieza de contacto presenta alas deformables y las alas son deformadas por medio de un troquel de flexión, de manera que comprimen con unión positiva de fuerza al conductor con la pieza de contacto. Además, la invención se refiere a un dispositivo con un troquel de flexión para conectar un conductor eléctrico a una pieza de contacto eléctrico, en el que la pieza de contacto presenta alas deformables y el troquel de flexión está realizado para deformar las alas, de modo que compriman con unión positiva de fuerza al conductor con la pieza de contacto.
Para los componentes electrónicos y eléctricos de un automóvil, por ejemplo para su red de a bordo, la conexión de las piezas de contacto y los cables se realiza generalmente a través de una conexión mecánica con unión positiva de fuerza, la llamada conexión de engarzado. En el procedimiento de engarzado al menos dos componentes son unidos entre sí con unión positiva de fuerza por deformación plástica de al menos un componente. Habitualmente, una pieza de contacto presenta alas o los llamados flancos de engarzado que por la acción de la fuerza son comprimidos con los hilos de un cable apretándolos. De esta forma no se consigue por regla general una conexión con unión positiva de material. Según el estado de la técnica es habitual conseguir por un grado de compresión de aproximadamente el 20 % una compresión con forma de panal de los hilos en la pieza de contacto. Además, se tiene que conseguir un sostenimiento de las alas frente a una eventual retracción elástica.
El aseguramiento de la calidad de tales conexiones de engarzado se realiza habitualmente por la denominada monitorización de la fuerza de engarzado, en la que se mide la fuerza que hay que aplicar para el engarzado o doblado en función del recorrido de doblado. La integración de la fuerza a través del recorrido da como resultado el trabajo realizado, utilizándose en la monitorización de la fuerza de engarzado como medida de la calidad de la conexión de engarzado la diferencia de trabajo entre una pieza de contacto engarzada sin cable y una pieza de contacto engarzada con cable. Por una diferencia de trabajo de aproximadamente el 30% pueden ser diagnosticados: hilos de un cable que faltan, una mala compresión de la pieza de contacto y el cable, así como parámetros de engarzado modificados (por ejemplo, la altura de engarzado) .
El procedimiento de engarzado conocido por el estado de la técnica tiene dos inconvenientes esenciales.
En caso de secciones transversales de cable muy pequeñas (menores de 0, 35 mm cuadrados) o gran espesor de chapa de la pieza de contacto en la zona deformada, la diferencia de trabajo medida es tan pequeña que ya no es posible una buena monitorización del procedimiento de engarzado. Por ejemplo, entonces ya no pueden ser identificados hilos que faltan de un cable. Sin embargo, si faltan hilos individuales del cable en la zona engarzada, entonces disminuye el grado de compresión en el engarzado y la resistencia eléctrica de contacto entre el conductor y la pieza de contacto puede aumentar hasta el infinito. Ya no se tiene, por tanto, una funcionalidad eléctrica de la conexión.
Un material típico para la pieza de contacto deformable es metal. Dado que todo metal presenta propiedades elásticas, en caso de un apoyo insuficiente de las alas de engarzado deformadas puede producirse una retracción elástica poco deseada. Como resultado, el contacto entre la pieza de contacto deformada y el conductor puede deteriorarse y aumenta la resistencia eléctrica entre los dos componentes. La calidad de la conexión de engarzado se deteriora entonces.
Por el documento DE 103 58 153 A1 es conocido un procedimiento de conexión en el que en primer lugar un cable es engarzado con un elemento de contacto, y a continuación es soldado por láser a este en tres etapas individuales. El engarzado y la soldadura por láser pueden llevarse a cabo en dos dispositivos separados, y por lo tanto también en etapas de trabajo separadas.
El documento DE 10 2004 053 126 A1 da a conocer un dispositivo en el que un conductor eléctrico es engarzado, y también soldado, a un elemento de contacto en el mismo proceso de trabajo. Las patillas de engarzado del elemento de contacto son comprimidas para ello con una herramienta de engarzado especial. El contacto de apriete es producido entre la cubierta del cable del conductor eléctrico y las patillas de engarzado del elemento de contacto, mientras que la soldadura tiene lugar en otro lugar entre un extremo del conductor y el elemento de contacto. Durante la soldadura fluye una corriente eléctrica por los electrodos de soldadura a través de los elementos del conductor y del elemento de contacto que se van a conectar.
Por el documento DE 198 40 214 C2 es conocido un procedimiento de soldadura a presión mediante el cual son fijados cables entre las patillas de una pieza de sujeción del cable. Para ello, los cables son introducidos en primer lugar en la pieza de sujeción del cable y presionadas solapando una de sus patillas por debajo de la otra patilla con ayuda de un yunque y de un troquel de engarzado. A continuación se realiza la soldadura de las patillas.
El documento DE 100 07 258 A1 da a conocer un conector de cable móvil, en el que un haz de hilos es introducido en un manguito metálico cilíndrico biselado. En la abertura de inserción biselada es soldado después el haz de hilos por ultrasonidos a un lado del manguito mediante dos electrodos.
El documento DE 103 52 482 A1 describe un dispositivo con el que se pueden soldar los hilos de diferentes cables. Además, permite engarzar zonas eléctricas aisladas de los cables.
Por el documento DE 30 17 364 A1 es conocido un procedimiento en el que los hilos de un cable en primer lugar son engarzados con un enchufe plano, comprimiendo un troquel de estampación las alas metálicas del enchufe plano. El troquel de estampación sirve también para la soldadura por ultrasonidos de hilos y enchufes planos.
También por el documento DE 10 2007 032 584 B4 es conocido un dispositivo con el que pueden ser producidas conexiones de engarzado y soldadura. Aquí, en primer lugar es cerrado el engarzado de un elemento de contacto en torno al aislamiento de un cable y en una segunda etapa es soldado el extremo desnudo del cable con el contacto.
El documento US 4 966 565 A describe otro dispositivo en el que en primer lugar es producida una conexión de engarzado por medio de un troquel de flexión y a continuación la conexión es soldada por láser.
Es el objeto de la presente invención proporcionar un procedimiento barato y de proceso seguro, con el que se produzca una conexión segura entre un conductor eléctrico y una pieza de contacto eléctrico. Además es un objeto de la invención proporcionar un dispositivo correspondiente para tal procedimiento.
El objeto se consigue para el procedimiento por el contenido de la reivindicación 1. El objeto para el dispositivo se consigue por el contenido de la reivindicación 8.
El procedimiento según la invención utiliza un troquel de flexión. El troquel de flexión está realizado de manera que con él es posible deformar alas deformables de una pieza de contacto para que compriman con unión positiva de fuerza a un conductor con la pieza de contacto. Tal troquel de flexión es denominado también engarzador, el proceso de compresión también se denomina procedimiento de engarzado o proceso de engarzado. El troquel de flexión está realizado, en particular, de modo que deforma las alas de la pieza de contacto de una manera predeterminada y controlada. El procedimiento puede ser aplicado en particular a piezas de contacto que están hechas de metal y que tienen zonas de los flancos laterales en forma de lengüetas o alas metálicas que pueden ser dobladas. Las alas de una pieza de contacto pueden estar dispuestas por pares opuestas entre sí. Si entre las alas se encuentra un conductor, por ejemplo en forma de hilos de un cable, este puede ser introducido a presión entre ellas por la deformación de las alas.
El troquel de flexión está realizado en particular de manera que este apriete o presión puede ser realizado de forma particularmente efectiva. Presentará en particular una escotadura para la pieza de contacto y el conductor, de modo que la influencia de una fuerza que actúa entre la pieza de contacto y el troquel de flexión conduce a que la pieza de contacto se deforme por la resistencia mecánica de una zona de pared del troquel de flexión que limita... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la conexión de un conductor eléctrico (18) a una pieza de contacto eléctrico (16) , en el que la pieza de contacto (16) presenta alas deformables (26) y las alas (26) son deformadas por medio de un troquel de flexión (12) , de modo que comprimen con unión positiva de fuerza al conductor (18) con la pieza de contacto (16) , actuándose sobre la pieza de contacto (16) de tal manera que al menos las alas (26) son conectadas entre sí con unión positiva de material, provocando un rayo láser (22) la conexión con unión positiva de material, caracterizado por que la acción que produce la conexión con unión positiva de material se realiza a través de al menos una abertura (14) en el troquel de flexión (12) , y el rayo láser (22) es irradiado a través de la abertura (14) perpendicularmente a la dirección de extensión transversal de la pieza de contacto (16) .
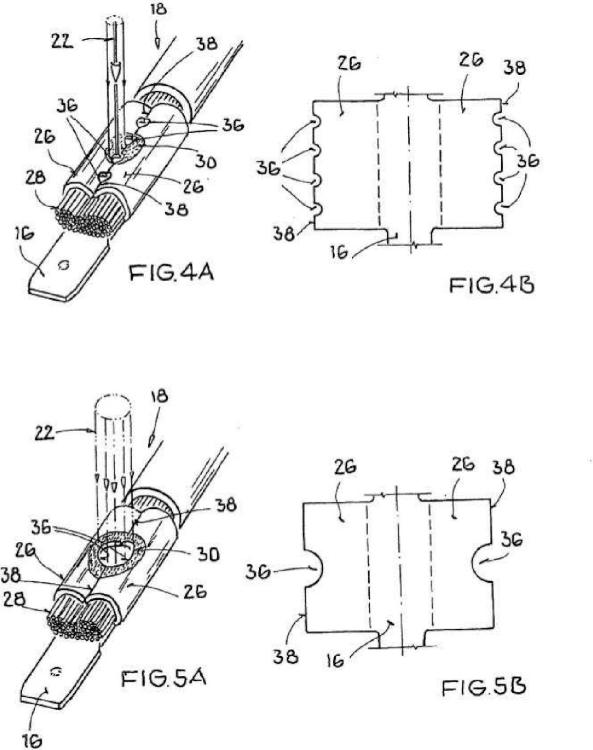
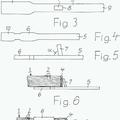
2. Procedimiento según la reivindicación 1, caracterizado por que a través de escotaduras (36) en los bordes (38) de las alas (26) de la pieza de contacto (16) se actúa sobre el conductor (18) , de tal manera que se produce una unión positiva de material entre los componentes (28) del conductor (18) y/o entre el conductor (18) y una o ambas alas
(26) de la pieza de contacto (16) .
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que la zona (30) sobre la que actúa el rayo láser (22) presenta para al menos una escotadura (36) una mayor superficie que la escotadura (36) , de modo que la superficie se puede medir perpendicularmente a la dirección del rayo láser (22) cuando incide sobre la zona (30) .
4. Procedimiento según la reivindicación 2 o 3, caracterizado por que son medidas magnitudes que caracterizan la acción del rayo láser (22) para obtener una medida de la calidad de la conexión con unión positiva de material.
5. Procedimiento según la reivindicación 4, caracterizado por que las magnitudes medidas son una duración de soldadura y/o una intensidad de emisión del rayo láser (22) y/o aquella longitud de onda de radiación correspondiente a la máxima potencia de radiación emitida por la zona (30) sobre la que actúa el rayo láser (22) .
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que la conexión con unión positiva de material se realiza después de que por medio del troquel de flexión (12) se haya obtenido una deformación teórica predeterminada de las alas (26) .
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que para una pieza de contacto
(16) con una extensión longitudinal y una extensión transversal, la conexión con unión positiva de material se realiza al menos en una parte de la zona central (30) con respecto a la extensión longitudinal.
8. Dispositivo con un troquel de flexión (12) para conectar un conductor eléctrico (18) a una pieza de contacto eléctrico (16) , en el que la pieza de contacto (16) presenta alas deformables (26) y el troquel de flexión (12) está realizado para deformar las alas (26) , de manera que compriman con unión positiva de fuerza al conductor (18) con la pieza de contacto (16) , comprendiendo el dispositivo además un aparato de soldadura por láser (20) , y de modo que el aparato de soldadura por láser (20) está realizado para actuar sobre la pieza de contacto (16) , de tal manera que por lo menos las alas (26) sean unidas entre sí con unión positiva de material, presentando el troquel de flexión (12) un lado de flexión (34) , caracterizado por que el troquel de flexión (12) presenta una abertura (14) , de modo que a través de la abertura (14) puede ser irradiado un rayo láser de soldadura (22) emitido por el aparato de soldadura por láser (20) en un espacio (32) limitado por el lado de flexión (34) , en el que la abertura (14) está orientada perpendicular a la dirección de extensión transversal de la pieza de contacto (16) .
9. Dispositivo según la reivindicación 8, caracterizado por que la abertura (14) está prevista en el lado de flexión (34) .
10. Dispositivo según la reivindicación 8, caracterizado por un dispositivo de posicionamiento que está realizado para posicionar el aparato de soldadura por láser (20) y/o la pieza de contacto (16) , cuyas alas (26) presentan escotaduras (36) en sus bordes (38) , de modo que un rayo láser de soldadura (22) emitido por el aparato de soldadura por láser (20) incida en el lugar de al menos una escotadura (36) .
Patentes similares o relacionadas:
Dispositivo terminal para puesta a tierra de componente eléctrico de corriente continua, del 22 de Enero de 2020, de Lirette, Earl A. III: Un dispositivo terminal para fijar un cable de tierra que se extiende desde un componente eléctrico o electrónico alimentado por CC a una superficie […]
Método para unir un conector a un cable eléctrico, del 22 de Mayo de 2019, de DMC Power, Inc: Un método de unión de un conector a un cable eléctrico que tiene un núcleo rodeado por hilos conductores; comprendiendo el conector: […]
Elemento de contacto y conector enchufable, del 15 de Marzo de 2019, de ERNI Production GmbH & Co. KG: Elemento de contacto para conectores enchufables con contactos de enchufe dispuestos en el lado de enchufe y una conexión […]
 Procedimiento para conectar un elemento de contacto en un conductor eléctrico, del 13 de Febrero de 2019, de NEXANS: Procedimiento para la conexión conductora de electricidad de un elemento de contacto aproximadamente en forma de tira, que está constituido de material conductor de electricidad, […]
Procedimiento para conectar un elemento de contacto en un conductor eléctrico, del 13 de Febrero de 2019, de NEXANS: Procedimiento para la conexión conductora de electricidad de un elemento de contacto aproximadamente en forma de tira, que está constituido de material conductor de electricidad, […]
Procedimiento para conectar un conductor eléctrico con una pieza de contacto eléctrico, del 12 de Febrero de 2019, de AUDI AG: Procedimiento para conectar un conductor eléctrico con una pieza de contacto pieza de contacto eléctrico , que presenta una parte […]
COMPONENTE MAGNÉTICO PARA CONEXIÓN A UNA PLACA DE CIRCUITO IMPRESO, del 12 de Diciembre de 2018, de PREMO, S.L. (100.0%): 1. Componente magnético conectable a una placa de circuito impreso, que comprende al menos un conductor eléctrico según una configuración de tipo Litz, bobinado sobre […]
Conector en ángulo, del 7 de Diciembre de 2018, de NMB-Minebea-GmbH: Conector en ángulo para alta frecuencia con 1.1 un conector exterior , 1.2 una parte conductora exterior en ángulo, que está alojada en el conector […]
CONECTOR, del 11 de Junio de 2018, de TYCO ELECTRONICS (SHANGHAI) CO. LTD: Un conector que comprende un alojamiento y un contacto recibido en el alojamiento. El alojamiento comprende un alojamiento frontal y un alojamiento posterior, siendo fija una […]