GRUPO DE LAMINACION CON DISTANCIA AJUSTABLE ENTRE LOS CILINDROS LAMINADORES Y CON REDUCCION DE LA VELOCIDAD DEL EJE MOTOR.
1. Grupo de laminación con reducción de la velocidad del eje motor,
caracterizado por el hecho de que:
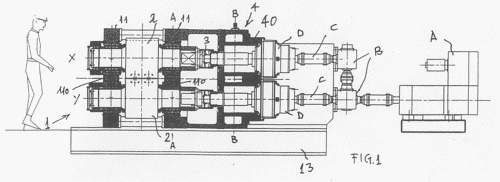
- cada cilindro laminador (2, 1) lleva ajustado axialmente un reductor móvil independiente (D) y por lo tanto desplazable en paralelo con el eje del respectivo cilindro (X, Y);
- cada reductor (D) se acopla a los árboles (B) del sistema de transmisión (A) mediante alargaderas de ángulos variables (C) estando dichos árboles motores (B) en posición fija.
2. Grupo de laminación según la reivindicación 1, caracterizado por el hecho de que comprende al menos un primer y/o un segundo cojinete (11) por un lado para el soporte de los cilindros laminadores (2) y por el otro de un cojinete de soporte opuesto (4-F) de dichos reductores (D).
3. Grupo de laminación según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dichos cojinetes (11, 40, F) llevan un sistema de regulación de la distancia entre los ejes de los respectivos cilindros laminadores excéntricos (110, 40).
4. Grupo de laminación según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dichos cojinetes son tres (11, 40).
5. Grupo de laminación según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dichos cojinetes están integrados en un único bloque (H) con respectivos cilindros laminadores en voladizo externo (I) e incluyendo dichos reductores coaxiales (D).
6. Grupo de laminación según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que dichas prolongaciones móviles angularmente (C) tienen una articulación opuesta de extremidades con dentadura de acoplamiento longitudinal opuesto (62- 512).
7. Grupo de laminación según cualquiera de las reivindicaciones 1-6, caracterizado por el hecho de que los ejes de dichos cilindros laminadores paralelos (X, Y) son horizontales.
8. Grupo de laminación según cualquiera de las reivindicaciones 1-6, caracterizado por el hecho de que los ejes de dichos cilindros laminadores paralelos (X, Y) son verticales.
9. Grupo de laminación según cualquiera de las reivindicaciones 1-6, caracterizado por el hecho de que dichos reductores (D) de dichos cilindros laminadores paralelos (X, Y) son coaxiales de tipo epicicloidal.
Tipo: Resumen de patente/invención.
Solicitante: ZUCCATO,FERRUCCIO
ZUCCATO,MASSIMILIANO.
Nacionalidad solicitante: Italia.
Dirección: VIA TRIESTE, 100; 33031 VARIANO DI BRASILIANO UDINE,.
Inventor/es: ZUCCATO,FERRUCCIO, ZUCCATO,MASSIMILIANO.
Fecha de Solicitud: 12 de Marzo de 2003.
Fecha de Publicación: .
Fecha de Concesión: 25 de Septiembre de 2003.
Clasificación Internacional de Patentes:
- B21B37/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la velocidad del cilindro o de la tracción del motor (B21B 37/52, B21B 37/60 tienen prioridad).
Patentes similares o relacionadas:
PROCEDIMIENTO DE LAMINADO DE UNA BANDA DE CHAPA, del 17 de Junio de 2011, de CONVERTEAM SAS: Procedimiento de control del laminado en frío de una banda de chapa (B) conlleva el paso de la banda en frío, de manera continua en al menos dos […]
 MÉTODO Y APARATO PARA DETECTAR Y CONTRARRESTAR LA DEFLEXIÓN DE UN CILINDRO EN UN TREN DE LAMINACIÓN DE METALES, del 16 de Diciembre de 1959, de THE YOUNGSTOWN AND DEVELOPMENT COMPANY: Método para detectar y contrarrestar la deflexión de un cilindro en un tren de laminación de metalescaracterizado por la proyección e incidencia de un medio de una fuerza […]
MÉTODO Y APARATO PARA DETECTAR Y CONTRARRESTAR LA DEFLEXIÓN DE UN CILINDRO EN UN TREN DE LAMINACIÓN DE METALES, del 16 de Diciembre de 1959, de THE YOUNGSTOWN AND DEVELOPMENT COMPANY: Método para detectar y contrarrestar la deflexión de un cilindro en un tren de laminación de metalescaracterizado por la proyección e incidencia de un medio de una fuerza […]
CONTROL DE LA SECCIÓN TRANSVERSAL DE UN PRODUCTO LAMINADO CALIENTE BAJO ALTERACIONES LOCALIZADAS DE TEMPERATURA, del 23 de Enero de 2012, de PONG, DAVID TENG: Un método de laminado de un lingote soldado continuo (B) que tiene ensambladuras de soldadura en sucesivas ubicaciones a largo del lingote y en […]