Dispositivo de rectificación para rectificar un producto metálico.
Un dispositivo de rectificación (1) para rectificar un producto metálico,
en particular un desbaste plano obtenido por colada continua, una palanquilla o un bloque, que presenta al menos dos grupos de rectificación (3, 4) con un soporte (5, 6) para una unidad de rectificación (7, 8), presentando una unidad de rectificación al menos una muela de rectificación (9, 10) accionada, caracterizado porque las muelas de rectificación (9, 10) de los grupos de rectificación (3, 4) están dispuestas una directamente al lado de la otra con ejes de giro (A, B) que se extienden uno paralelo al otro a una distancia entre sí.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/003030.
Solicitante: SMS Logistiksysteme GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Obere Industriestraße 8 57250 Netphen ALEMANIA.
Inventor/es: SCHILLER, GUNTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B27/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 27/00 Otras máquinas o dispositivos para el trabajo con muela. › Máquinas o dispositivos para trabajar con muela en los que la herramienta de trabajo está soportada por un balancín.
- B24B7/12 B24B […] › B24B 7/00 Máquinas o dispositivos para trabajar con muela superficies planas de trabajo que incluyen el pulido de superficies planas de vidrio; Accesorios a este efecto (B24B 21/00 tiene prioridad; acabado de superficies de trabajo planas B24B 33/055). › para trabajar con muela piezas alargadas en movimiento, p. ej. piezas en forma de banda.
PDF original: ES-2467991_T3.pdf
Fragmento de la descripción:
Dispositivo de rectificación para rectificar un producto metálico La invención se refiere a un dispositivo de rectificación para rectificar un producto metálico, en particular un desbaste plano obtenido por colada continua, una palanquilla o un bloque.
Los productos obtenidos por colada continua, en particular los desbastes planos, se someten en la mayoría de los casos a un mecanizado superficial por rectificación después de la colada continua a fin de obtener una calidad suficiente durante el procesamiento subsiguiente del producto. Cuando se rectifican los desbastes planos obtenidos por colada continua, el desbaste plano se mueve en vaivén, usualmente con un movimiento reversible, en dirección longitudinal por debajo de un dispositivo de rectificación (grupo de rectificación) . Al finalizar cada movimiento reversible, el dispositivo de rectificación ejecuta un movimiento gradual de avance transversal hasta quedar rectificada toda la superficie del desbaste plano. Durante la rectificación, el desbaste plano se sitúa horizontalmente por su lado ancho largo en una mesa de rectificación.
Un dispositivo de rectificación genérico ya conocido para la rectificación de desbastes planos está descrito en el documento WO 96/22173.
En la llamada rectificación HP (rectificación a alta presión, high pressure) del desbaste plano debe conseguirse una tasa de remoción de material por rectificación suficiente por cuestiones de rentabilidad. El rendimiento de rectificación puede aumentarse mediante un aumento de la anchura de la muela de rectificación, si se aumenta al mismo tiempo la potencia motriz del motor (p.ej. de 315 kW a 630 kW en caso de duplicarse la anchura de la muela de rectificación) ; de este modo puede mantenerse igual la potencia del motor específica respecto a la anchura de la muela de rectificación. No obstante, la anchura de la muela de rectificación está limitada por el proceso de fabricación de la muela de rectificación y por la resistencia del aglutinante de la muela de rectificación; en la práctica no se usan muelas de rectificación con una anchura superior a 150 mm.
Por lo tanto, se ha dado a conocer usar varias muelas de rectificación, en particular dos, una al lado de la otra en un husillo portamuela. No obstante, aquí se presenta el siguiente inconveniente: durante la rectificación, la zona de contacto se desplaza entre la muela de rectificación y el material a rectificar a lo largo de la anchura de la muela de rectificación, desplazándose la zona de contacto concretamente por el movimiento reversible del desbaste plano del canto respectivamente exterior de la muela de rectificación hacia el centro de la muela de rectificación; esto se produce periódicamente en un movimiento de vaivén. Por lo tanto, un ensanchamiento de la zona de contacto y un aumento de la potencia motriz no conducen imprescindiblemente al aumento deseado del rendimiento de rectificación, sino dado el caso conduce solo a que aumente la duración de la (s) muela (s) de rectificación.
En este sentido no puede partirse de que el uso de muelas de rectificación dobles en un husillo de accionamiento con una potencia motriz doble conduzca a una tasa de remoción de material doble.
Por lo tanto, la invención tiene el objetivo de crear un dispositivo de rectificación, en el que dicho aumento de la potencia motriz conduzca directamente a un aumento de la tasa de remoción de material. Por consiguiente, debe mejorarse la rentabilidad del proceso de rectificación al rectificar productos metálicos, como desbastes planos, palanquillas y bloques.
Este objetivo se consigue según la invención porque el dispositivo de rectificación presenta al menos dos grupos de rectificación, presentando cada grupo de rectificación un soporte para una unidad de rectificación, presentando una unidad de rectificación al menos una muela de rectificación accionada y estando dispuestas las muelas de rectificación de tal modo que sus ejes de giro se extienden uno en paralelo al otro.
Cada soporte está alojado preferiblemente de forma pivotante alrededor de un eje que es paralelo al eje de giro de la muela de rectificación y que presenta una distancia de ésta. Pueden existir unos medios con los que pueda ajustarse la distancia entre el eje de pivotado del soporte y el eje de giro de la muela de rectificación. Estos medios para ajustar la distancia pueden estar realizados de forma ventajosa como excéntricas Una solución alternativa prevé que cada soporte comprenda una guía lineal, con la que la muela de rectificación puede desplazarse en la dirección perpendicular respecto al eje de giro de la muela de rectificación y preferiblemente en la dirección horizontal.
Cada grupo de rectificación puede presentar, además, un dispositivo de solicitación para aplicar una fuerza de compresión definida de la muela de rectificación en el producto metálico, comprendiendo el dispositivo de solicitación en particular un sistema de presión de rectificación-cilindro-pistón.
Los grupos de rectificación pueden pivotarse juntos alrededor de un eje que está dispuesto en la dirección perpendicular respecto al eje de giro de las muelas de rectificación y en la dirección vertical, estando dispuesto el eje de pivotado preferiblemente en la zona de las muelas de rectificación, en particular entre las muelas de rectificación de los dos grupos de rectificación.
Las muelas de rectificación de los grupos de rectificación están dispuestas preferiblemente una directamente al lado de la otra. Pueden presentar distintos tamaños de grano y/o estructuras.
La muela de rectificación puede accionarse preferiblemente de forma directa mediante el motor de accionamiento, sin estar intercalado un engranaje u otros elementos.
Con la solución propuesta se consigue que el aumento de la potencia motriz del dispositivo de rectificación conduzca directamente a un aumento proporcional del rendimiento de remoción de material (tasa de remoción de material) . Concretamente es posible que la potencia de rectificación se distribuya de tal modo entre las muelas de rectificación que cada muela de rectificación tenga una zona de contacto propia.
En el dibujo está representado un ejemplo de realización de la invención. Muestran:
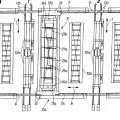
La Figura 1 una vista esquemática de un grupo de rectificación de un dispositivo de rectificación.
La Figura 2 una vista “X” esquemática del grupo de rectificación de la Figura 1.
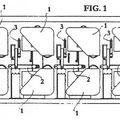
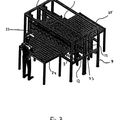
La Figura 3 una vista en planta desde arriba esquemática de un dispositivo de rectificación con dos grupos de rectificación.
La Figura 4 una representación a escala ampliada de la zona de las muelas de rectificación del dispositivo de rectificación de la Figura 3.
En la Figura 1 y la Figura 2 está representado un grupo de rectificación 3, 4, que forma parte de un dispositivo de rectificación 1, que puede verse en la Figura 3.
El grupo de rectificación 3, 4 presenta un soporte 5, 6, que está realizado como consola pendular con contrapeso 19. El soporte 5, 6 está alojado de forma pivotante alrededor de un eje de pivotado C; D. El grupo de rectificación 3, 4 presenta una unidad de rectificación 7, 8 y tiene una muela de rectificación 9, 10 alojada, accionada directamente por un motor de accionamiento 11, 12. La muela de rectificación gira alrededor de un eje de giro A, B.
Para ejercer una fuerza de compresión F deseada sobre el producto metálico 2 a rectificar, está previsto un dispositivo de solicitación 14 solo esbozado, realizado p.ej. como sistema de pistón-cilindro.
También están esbozados medios 13, con los que puede variarse la distancia entre el eje de pivotado C, D y el eje de giro A, B. En el presente caso, el eje de giro A, B puede ajustarse o regularse en la dirección horizontal H mediante una excéntrica respecto al eje de pivotado C, D.
El producto a rectificar, es decir, el producto metálico 2, se desplaza por debajo de la muela de rectificación 9, 10 en un movimiento de vaivén oscilante, lo que se indica mediante la dirección de movimiento G del producto 2.
En la Figura 3 está representado todo el dispositivo de rectificación 1, estando dibujada nuevamente la dirección de movimiento G, que realiza el producto 2 en caso de una carrera de rectificación. Puede verse que los dos soportes 5, 6, es decir, las dos consolas pendulares, están dispuestos uno en paralelo la otro y que en su zona final está dispuesta respectivamente una unidad de rectificación 7, 8 con una muela de rectificación 9, 10. Mediante la excéntrica 14 solo esbozada, puede cambiarse la posición de la muela de rectificación 9, 10 en la dirección horizontal; es decir, puede cambiarse ligeramente... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo de rectificación (1) para rectificar un producto metálico, en particular un desbaste plano obtenido por colada continua, una palanquilla o un bloque, que presenta al menos dos grupos de rectificación (3, 4) con un soporte (5, 6) para una unidad de rectificación (7, 8) , presentando una unidad de rectificación al menos una muela de rectificación (9, 10) accionada, caracterizado porque las muelas de rectificación (9, 10) de los grupos de rectificación (3, 4) están dispuestas una directamente al lado de la otra con ejes de giro (A, B) que se extienden uno paralelo al otro a una distancia entre sí.
2. El dispositivo de rectificación de acuerdo con la reivindicación 1, caracterizado porque cada soporte (5, 6) está alojado de forma pivotante alrededor de un eje (C, D) , que es paralelo al eje de giro (A, B) de la muela de rectificación (9, 10) y que presenta una distancia (a, b) de ésta.
3. El dispositivo de rectificación de acuerdo con la reivindicación 2, caracterizado porque están previstos medios (13) , con los que puede ajustarse la distancia (a, b) entre el eje de pivotado (C, D) del soporte (5, 6) y el eje de giro (A, B) de la muela de rectificación (9, 10) .
4. El dispositivo de rectificación de acuerdo con la reivindicación 3, caracterizado porque los medios (13) para el ajuste de la distancia (a, b) comprenden una excéntrica.
5. El dispositivo de rectificación de acuerdo con la reivindicación 1, caracterizado porque cada soporte (5, 6) comprende una guía lineal, con la que la muela de rectificación (9, 10) puede desplazarse en la dirección perpendicular respecto al eje de giro (A, B) de la muela de rectificación (8, 10) .
6. El dispositivo de rectificación de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque cada grupo de rectificación (3, 4) presenta un dispositivo de solicitación (14) para la aplicación de una fuerza de compresión (F) definida de la muela de rectificación (9, 10) sobre el producto metálico (2) , comprendiendo el dispositivo de solicitación (14) en particular un sistema de presión de rectificación-cilindro-pistón.
7. El dispositivo de rectificación de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque los grupos de rectificación (3, 4) pueden pivotar juntos alrededor de un eje (E) , que está dispuesto en la dirección perpendicular respecto al eje de giro (A, B) de las muelas de rectificación (9, 10) y en la dirección vertical, estando situado el eje de giro (E) preferiblemente en la zona de las muelas de rectificación (9, 10) , en particular entre las muelas de rectificación (9, 10) de los dos grupos de rectificación (3, 4) .
8. El dispositivo de rectificación de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque las muelas de rectificación (9, 10) de los grupos de rectificación (3, 4) presentan tamaños de grano y/o estructuras diferentes.
9. El dispositivo de rectificación de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque la muela de rectificación (9, 10) está accionada directamente por el motor de accionamiento (11, 12) sin estar intercalado un engranaje u otros elementos.
Patentes similares o relacionadas:
 Dispositivo para manipular desbastes para rectificar las superficies de los desbastes, del 16 de Julio de 2014, de SMS Logistiksysteme GmbH: Dispositivo para manipular desbastes (2a, 2b), en especial producidos mediante colada en cuerda, cuyas superficies se rectifican antes de la laminación en un tren de laminación, […]
Dispositivo para manipular desbastes para rectificar las superficies de los desbastes, del 16 de Julio de 2014, de SMS Logistiksysteme GmbH: Dispositivo para manipular desbastes (2a, 2b), en especial producidos mediante colada en cuerda, cuyas superficies se rectifican antes de la laminación en un tren de laminación, […]
 MAQUINA PARA EL ESMERILADO, PULIDO Y SATINADO DE TUBOS Y PLATINAS METALICAS, del 4 de Junio de 2010, de MAQUINARIA ELECTRONICA, ESMERILADO Y PULIDO, S.A.: Máquina para el esmerilado, pulido y satinado de tubos y platinas metálicas.
La máquina comprende una pluralidad de cabezales de esmerilado y pulido provistos de un […]
MAQUINA PARA EL ESMERILADO, PULIDO Y SATINADO DE TUBOS Y PLATINAS METALICAS, del 4 de Junio de 2010, de MAQUINARIA ELECTRONICA, ESMERILADO Y PULIDO, S.A.: Máquina para el esmerilado, pulido y satinado de tubos y platinas metálicas.
La máquina comprende una pluralidad de cabezales de esmerilado y pulido provistos de un […]
UNIDAD AUTOMATIZADA DE PROCESO PARA UNA ESTACION DE TRABAJO., del 1 de Diciembre de 2006, de HIMMER, NINA: Unidad automatizada de proceso que comprende: - un transportador que se extiende a través de la unidad automatizada de proceso y que tiene una dirección longitudinal […]
METODO Y APARATO PARA LIJAR ARTICULOS PLANOS PERFILADOS., del 16 de Agosto de 2006, de ANGELONI, MARINO: Un método para lijar artículos de madera planos que presentan formas rebajadas o en relieve, que comprenden los siguientes pasos: a) lijar el artículo […]
PROCEDIMIENTO PARA LIJAR SUPERFICIES DE ARTICULOS., del 1 de Julio de 2004, de HH PATENT A/S: Procedimiento para el lijado de la superficie de artículos por medio de instrumentos de lijado compuestos por segmentos de lijado que se extienden radialmente a partir de […]
DISPOSICION Y METODO PARA RECTIFICAR PREFERENTEMENTE PALANQUILLAS., del , de DANIELI CENTRO MASKIN SPA: LA INVENCION SE REFIERE A UN METODO PARA RECTIFICAR PREFERIBLEMENTE TOCHOS, PALANQUILLAS Y PLANOS QUE SE MUEVEN EN UNA DETERMINADA DIRECCION SOBRE […]
METODO DE PULIR BANDAS METALICAS, del 16 de Mayo de 1999, de HOTANI CO., LTD.: UN METODO DE CEPILLAR O PULIR BANDAS (P) METALICAS MOVIENDOSE LONGITUDINALMENTE CON RESPECTO A ELLAS, COMPRENDIENDO EL METODO PULIR O CEPILLAR LA BANDA (P) […]
 MAQUINA DE RECTIFICAR PARA EL TRATAMIENTO DE UNA SUPERFICIE, del 21 de Octubre de 2009, de FLEX TRIM A/S: Aparato de pulido para procesar una pieza de trabajo , que incluye una disposición de soporte para una pluralidad de cabezales de pulido […]
MAQUINA DE RECTIFICAR PARA EL TRATAMIENTO DE UNA SUPERFICIE, del 21 de Octubre de 2009, de FLEX TRIM A/S: Aparato de pulido para procesar una pieza de trabajo , que incluye una disposición de soporte para una pluralidad de cabezales de pulido […]