Procedimiento para la fabricación de un pistón para un motor de combustión interna.
Procedimiento para la fabricación de un pistón para un motor de combustión interna,
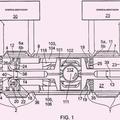
en el que en primerlugar se rebaja una zona que con el pistón acabado presenta un canal de refrigeración (14) y una ranura deanillo de pistón (20), a continuación se recubre el futuro canal de refrigeración, y finalmente se aplicamaterial para alojar el anillo de pistón, caracterizado porque el futuro canal de refrigeración se recubremediante material de alambre (16), que se proporciona con una longitud que es mayor que la longitudnecesaria para un único pistón.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/052950.
Solicitante: FEDERAL-MOGUL NURNBERG GMBH.
Nacionalidad solicitante: Alemania.
Dirección: NOPITSCHSTRASSE 67 90441 NÜRNBERG ALEMANIA.
Inventor/es: Lades,Klaus, MATZ,Marc-Manuel, GÖDEL,Peter, CROMME,WOLFRAM, DÖRNENBURG,FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P15/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de pistones.
- F02F3/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02F CILINDROS, PISTONES O CARCASAS PARA MOTORES DE COMBUSTION; DISPOSITIVOS DE ESTANQUEIDAD EN LOS MOTORES DE COMBUSTION. › Pistones.
- F02F3/22 F02F […] › F02F 3/00 Pistones. › siendo el fluido un líquido.
- F16J1/09 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16J PISTONES; CILINDROS; RECIPIENTES A PRESION EN GENERAL; JUNTAS DE ESTANQUEIDAD. › F16J 1/00 Pistones; Pistones tubulares; Pistones de faldilla o émbolos buzo (pistones de fuelle F16J 3/06; segmentos de pistón o sus asientos F16J 9/00; pistones rotativos, p. ej. para motores tipo Wankel, F01C; particulares para motores de combustión, es decir, construidos para soportar altas temperaturas o modificados para guiar, encender, vaporizar, o tratar de otra forma a la carga, F02F; pistones especialmente adaptados a motores de pistones alternativos accionados por líquidos F03C 1/28; para bombas F04B; flotadores F16K 33/00). › con medios para conducir fluidos (F16J 1/08 tiene prioridad).
PDF original: ES-2426133_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un pistón para un motor de combustión interna
Campo técnico La invención se refiere a un procedimiento para la fabricación de un pistón para un motor de combustión interna según el preámbulo de la reivindicación 1.
Los pistones para motores de combustión interna, cuando están destinados para motores diésel, se fabrican casi en un cien por cien por medio de fundición en coquilla por gravedad. Esto se aplica además para una gran parte de los pistones para motores Otto. En el contexto del desarrollo hacia motores cada vez más pequeños pero al mismo tiempo más potentes se producen cargas por compresión cada vez mayores. Esto significa cargas mayores en el primer anillo de pistón y en la primera ranura de anillo del pistón en la que éste está alojado. En el futuro, particularmente los pistones sometidos a mucha carga para motores Otto van a tener que dotarse de refuerzos de protección frente al desgaste para mejorar la vida útil y el comportamiento operativo de los pistones y de los anillos de pistón.
Estado de la técnica En el campo de los pistones para motores Otto se conocen objetos de preuso en los que la primera ranura de anillo altamente solicitada está armada localmente con una capa de óxido de aluminio aplicada eléctricamente, para resistir las elevadas presiones superficiales y solicitaciones de desgaste en la primera ranura de anillo.
En los pistones para motores diésel ya es un estándar, y podría convertirse cada vez más necesario para los pistones para motores Otto, fundir soportes de anillo, lo que sin embargo desde el punto de vista técnico es muy costoso. En el campo en cuestión, en particular para los pistones para motores diésel, que habitualmente presentan un canal de refrigeración, se conoce además colocar manualmente un soporte de anillo, que está combinado con un canal de refrigeración, en la coquilla. Éste, según el denominado procedimiento Alfin, puede sumergirse en aluminio líquido antes de la colocación en la coquilla y por tanto en la refundición está completamente bañado con aluminio en parte solidificado. Esto significa una unión metálica especialmente buena entre el soporte de anillo y el material de pistón que lo rodea. El canal de refrigeración puede presentar un macho de molde, por ejemplo de sal, que puede eliminarse por lavado tras la solidificación de la pieza en bruto de pistón.
Por el documento DE19807176C2 se conoce un procedimiento para la fabricación de un pistón para un motor de combustión interna según el preámbulo de la reivindicación 1, en el que en primer lugar se rebaja la zona de la ranura de anillo superior y del canal de refrigeración, a continuación se recubre mediante un anillo radial de recubrimiento de tensado interior, de modo que a continuación pueda llenarse la ranura que queda, a partir de la que posteriormente se elaborará la ranura de anillo, por ejemplo mediante moldeo térmico por inyección.
Según el documento DE19649363C2, la zona en cuestión se forma por un macho fundible, cuyo anillo externo se retira posteriormente para llenar esta zona con material de refuerzo. A continuación también se retira la zona interna del macho fundible para configurar el canal de refrigeración.
El documento EP1536125A1 describe un pistón en el que en la parte superior de pistón está prevista una entalladura, que se cierra con un elemento de recubrimiento de una o varias piezas para la formación de un canal de refrigeración.
Del documento DE102004003980 A1 se deduce un procedimiento para la fabricación de un canal de refrigeración cerrado de un pistón a partir de acero forjado, en el que en primer lugar se practica una abertura perimetral que apunta radialmente hacia fuera, que a continuación se cierra mediante dos elementos semicirculares.
El documento WO82/03814A1 se refiere a un procedimiento para la fabricación de un pistón, en el que en primer lugar se mecaniza por arranque de viruta la zona de una ranura de anillo de pistón y a continuación, para la configuración de una zona de aleación, se mecaniza con un haz de electrones o láser. A partir de la zona así tratada se obtiene a continuación la ranura de anillo de pistón.
El documento JP2000/213413 constituye otro estado de la técnica.
Finalmente el documento DE102005047035B3 describe un procedimiento para la fabricación de un pistón para un motor de combustión interna en el que se llena únicamente el canal de refrigeración con una masa retirable, y la ranura radial exterior, a partir de la cual se obtendrá posteriormente la primera ranura de anillo, se rellena con material de refuerzo. A continuación se retira la masa retirable, de modo que queda un canal de refrigeración anular.
Descripción de la invención La invención se basa en el objetivo de desarrollar un procedimiento para la fabricación de un pistón para un motor de combustión interna con el que pueda fabricarse de manera especialmente eficiente un pistón de este tipo, y además cumpla con los requisitos que se le exigen. Además, según la presente publicación, se desarrollará un pistón correspondiente.
La solución de este objetivo se produce por un lado mediante el procedimiento descrito en la reivindicación 1.
Por consiguiente, en la fabricación de un pistón para un motor de combustión interna, en primer lugar se rebaja una zona que con el pistón acabado presenta un canal de refrigeración y una ranura de anillo de pistón, y a continuación se recubre o cierra el futuro canal de refrigeración. Sobre el “cierre” se aplica material para alojar el anillo de pistón. El procedimiento de acuerdo con la invención obtiene su especial eficiencia por el hecho de que para el recubrimiento del canal de refrigeración se utiliza material de alambre, que se proporciona con una longitud que es mayor que la longitud necesaria para un único pistón. Dicho de otro modo, no se proporcionan anillos o similares adaptados individualmente en el sentido de su dimensión, sino que el material de alambre se puede desenrollar, por ejemplo, de un rollo de manera continua, introducirse en el rebaje de modo que se recubra el canal de refrigeración y, al alcanzar la longitud necesaria, se puede cortar el material de alambre. Las etapas de procedimiento mencionadas anteriormente y muchas de las preferidas mencionadas a continuación pueden automatizarse de modo que la fabricación del pistón de acuerdo con la invención se vuelva especialmente sencilla.
La zona que con el pistón acabado presenta un canal de refrigeración y una ranura de anillo de pistón ya puede rebajarse durante la fundición o mecanizarse previamente de manera adecuada. Además, para la geometría tanto del canal de refrigeración como de la ranura prevista para el material de refuerzo y que sirve como soporte de anillo, sólo se han de considerar unos pocos requisitos. El canal de refrigeración puede ser simétrico con respecto a un plano perpendicular al eje de pistón y a través del centro del material de recubrimiento, aunque también puede encontrarse predominantemente por debajo de dicho plano, y su borde superior puede encontrarse a una altura con el borde superior del material de recubrimiento. Además, para el canal de refrigeración en su zona situada hacia el eje de pistón, y de este modo hacia una posible cavidad de cámara de combustión, sería concebible que su geometría esté adaptada a la forma de la cavidad de cámara de combustión. Por ejemplo, entre la cavidad de cámara de combustión y el canal de refrigeración puede quedar material con un grosor constante a lo largo del eje de pistón.
En cualquier caso, mediante la provisión del material de alambre que recubre el canal de refrigeración con una longitud grande, por tanto preferiblemente la provisión continua “sin fin” con respecto a la longitud necesaria para un pistón individual, puede conseguirse un alto grado de automatización, y en particular pueden suprimirse etapas de trabajo manuales, hasta ahora necesarias, tales como el tratamiento previo y la aplicación del procedimiento Alfin de soportes de anillo así como la colocación de los mismos así como de machos de molde en la coquilla y la eliminación por lavado o desmoldeo de los machos de molde.
Perfeccionamientos preferidos del procedimiento según la invención se describen en las otras reivindicaciones.
El procedimiento según la invención, como se mencionó anteriormente, puede realizarse de manera especialmente eficiente porque el material de alambre que recubre el canal de refrigeración se desenrolla de manera continua de un rollo.
Para la colocación del material de alambre de modo que se recubra el canal de refrigeración ha demostrado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un pistón para un motor de combustión interna, en el que en primer lugar se rebaja una zona que con el pistón acabado presenta un canal de refrigeración (14) y una ranura de anillo de pistón (20) , a continuación se recubre el futuro canal de refrigeración, y finalmente se aplica material para alojar el anillo de pistón, caracterizado porque el futuro canal de refrigeración se recubre mediante material de alambre (16) , que se proporciona con una longitud que es mayor que la longitud necesaria para un único pistón.
2. Procedimiento según la reivindicación 1, caracterizado porque el material de alambre (16) se desenrolla de manera continua de un rollo.
3. Procedimiento según cualquiera de las reivindicaciones 1 ó 2, caracterizado porque el material de alambre
(16) se coloca con arrastre de forma.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el material de alambre
(16) se conforma durante o después de la colocación.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el material de alambre (16) presenta una sección transversal en su mayor parte elíptica, rectangular o trapezoidal.
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el material de alambre (16) se calienta tras la colocación preferiblemente de manera localmente limitada y preferiblemente de manera inductiva.
7. Procedimiento según la reivindicación 6, caracterizado porque el material de alambre (16) se calienta justo por debajo del punto de fusión del material de alambre (16) o del material de pistón.
8. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque tras el recubrimiento del futuro canal de refrigeración (14) , se aplica material sobre el material de alambre (16) mediante un procedimiento de moldeo por inyección, preferiblemente térmico.
9. Procedimiento según la reivindicación 8, caracterizado porque en el contexto del procedimiento de moldeo por inyección se aplican al menos dos materiales diferentes al mismo tiempo o uno detrás de otro, previstos preferiblemente como alambres, y la relación de mezcla entre los dos materiales se ajusta mediante diámetros diferentes de alambre y/o velocidades de avance.
10. Procedimiento según la reivindicación 9, caracterizado porque como materiales se utilizan una aleación de AlSi y acero no aleado, y/o la relación de mezcla asciende a entre 60 a 70:30 a 40.
11. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que el material de alambre se presiona mediante un dispositivo para el presionado del material de alambre (16) , preferiblemente una herramienta de moleteado
Patentes similares o relacionadas:
Pistón y procedimiento de fabricación del mismo, del 22 de Abril de 2020, de LOMBARDINI S.R.L.: Pistón que comprende: una parte superior que proporciona una superficie de combustión superior que incluye una parte plana superior , un aro de parte plana […]
Pistón de acero para un motor de combustión interna y procedimiento para su producción, del 4 de Diciembre de 2018, de Oerlikon Surface Solutions AG, Pfäffikon: Pistón de acero para un motor de combustión interna, que presenta una cabeza del pistón y una capa protectora aplicada sobre la cabeza del pistón, conteniendo […]
Cabeza de pistón con doble concavidad de pistón reentrante, del 3 de Agosto de 2016, de Perkins Engines Company Limited: Una cabeza de pistón que comprende: una cara ; y una concavidad de pistón empotrada en la cara y que tiene: un […]
Construcción ligera de un émbolo diesel, del 8 de Junio de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión con un fondo de émbolo , una cabeza de émbolo cilíndrica, que se conecta en el fondo de émbolo , y un cuerpo de émbolo […]
 Motores de combustión interna, del 21 de Enero de 2016, de COX POWERTRAIN LTD: Un motor de combustión interna de dos tiempos que comprende:
dos cilindros opuestos, alojando cada cilindro dos pistones opuestos y que tienen […]
Motores de combustión interna, del 21 de Enero de 2016, de COX POWERTRAIN LTD: Un motor de combustión interna de dos tiempos que comprende:
dos cilindros opuestos, alojando cada cilindro dos pistones opuestos y que tienen […]
Procedimiento para la producción de un componente de motor y componente de motor, del 30 de Noviembre de 2015, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento para la producción de un componente de motor, en particular, de un émbolo para un motor de combustión, en el que se cuela una aleación […]
Componente de motor y método para producirlo, del 17 de Junio de 2015, de YAMAHA HATSUDOKI KABUSHIKI KAISHA: Un componente de motor compuesto de una aleación de aluminio conteniendo silicio, incluyendo una pluralidad de granos de silicio cristalino primario situados en […]
Elemento deslizante, del 15 de Abril de 2015, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Elemento deslizante compuesto por un elemento de base, y una capa de recubrimiento hecha de un lubricante de recubrimiento seco y formada sobre al menos una parte de una […]